等温离心压缩机可磨密封间隙测量技术及其装配工艺改进
2015-02-20赵晓京张敏常欢庆西安陕鼓动力股份有限公司
赵晓京 张敏 常欢庆*/西安陕鼓动力股份有限公司
等温离心压缩机可磨密封间隙测量技术及其装配工艺改进
赵晓京 张敏 常欢庆*/西安陕鼓动力股份有限公司
0 引言
随着企业的发展,企业对产品质量与工艺方法改进提出了更高的要求,然而在等温离心压缩机的装配过程中,可磨密封的装配一直没有合理的工艺方法对可磨密封的间隙值进行测量,为此,本文笔者结合实际工作,通过科学的方法进行充分的分析论证和反复试验验证,找出了传统工艺方法所没有考虑的两种影响可磨密封装配精度的重要因素,即设计方面和加工方面的因素。通过数学推导得到一组数学公式,从而将传统方法和这两种因素联系起来。
1 可磨密封结构与装配工艺
等温离心压缩机中所采用的可磨密封结构如图1所示,可磨密封座通过自身的定位结构固定在压缩机的隔板上,转子上镶嵌着金属的密封牙。

图1 可磨密封结构示意图
可磨密封座采用具有一定强度、硬度和耐温性能的非金属材料制作,密封性能好[1],可以达到零泄漏,但不耐高温、易磨损、寿命短和对温度的适应性比较差。
装配时,可磨密封的传统装配工艺如下[2]:
1)以两端轴承箱油封孔和机壳隔板内孔为基准,通过假轴找正,并检测轴承箱与各隔板的同轴度;
2)装入轴承及转子,以油封孔为基准,通过调整轴承瓦背高度,调整转子与隔板的同轴度;
3)可磨密封座两端安装顶起弹簧后装入机壳,并测量密封体与机壳的径向定位面的原始间隙(见图1);
4)放入转子,再次测量密封体与机壳径向定位面的间隙值,比较放入转子前后两次所测间隙值的变化量,即为该密封体的冷装负间隙值(见图1);
5)最后通过与上下同轴度的比较得出上下密封间隙值。
2 传统装配工艺分析
分析传统装配工艺,发现存在很多不足之处。
首先,传统工艺未考虑零件设计上止口的配合间隙。在可磨密封设计上,可磨密封止口和隔板止口的配合允许间隙为0.016~0.148mm。在装配过程中,由于弹簧的作用力,可磨密封止口和隔板止口的配合允许间隙被弹簧力压合贴紧,此时设计上的间隙就反应成一部分总高h,如图2中所示。在设计上,总高允许值为0.05mm~0.94mm(上述数据是根据查阅图纸后经过装配尺寸链计算得出)。此时若不考虑这一部分的变化量,可磨密封止口和隔板止口的配合允许间隙就转化为忽略掉的负间隙误差,造成一定的测量误差。
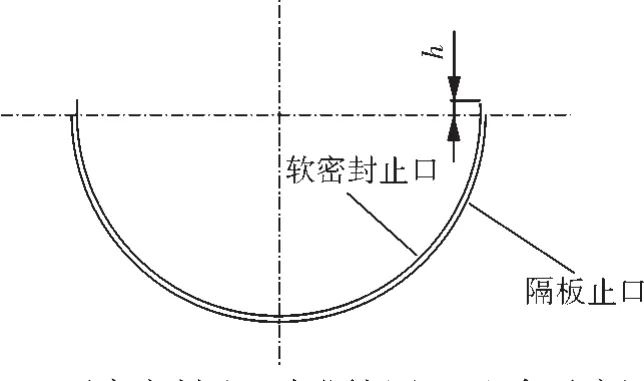
图2 可磨密封止口与隔板止口配合示意图
其次,传统工艺未考虑可磨密封在加工上的弧长误差。目前可磨密封的加工工艺为整体加工,然后再切成四半,考虑刀具的切削宽度,为保证90°方向上的弧长总量,一副可磨密封只能切成三段,剩下的一段为废料。所以从加工工艺角度,可磨密封的弧长总量也存在一定的误差。在装配时,这部分误差在不修磨的情况下,通常转化为一定的间隙变化量,这也是传统工艺中的不足。
在未考虑上述两种误差的情况下,我们遵循传统工艺一般会出现两种情况:
1)可磨密封止口弧长总和小于隔板止口周长
此种情况下,可磨密封和隔板配合时,可磨密封中分面会出现相应的缝隙,造成可磨密封气密效果不理想,该间隙值可近似表示为:

式中:δt为可磨密封和隔板配合为中分面间隙;h1为可磨密封止口总和;h2为隔板止口周长。
2)可磨密封止口弧长总和大于隔板止口周长
这种情况下,由于高出来的弧长总高在机壳扣合时受到挤压造成可磨密封在直径方向上的膨胀,从而使测量负间隙值比真实负间隙值大,造成间隙的测量不准确。该间隙值可近似表示为:

式中:δs为压合机壳后的可磨密封弧长量挤压带来的可磨密封半径方向上的增加量;h1为可磨密封止口总和;h2为隔板止口周长。
同时,由于挤压形成直径方向上的增量无法消除,可磨密封止口和隔板止口配合上存在一定的配合间隙,造成可磨密封无法有效的定位,从而使机组试车噪声大,密封效果减弱[3]。
3 可磨密封间隙测量技术及其装配工艺改进措施
为了消除上面的所举影响可磨密封加工精度的因素,结合工作中的实际经验,改进措施可以分为下面三个步骤:
第一,在可磨密封装入弹簧的前提下(后面不特别说明均为此状态),不压入转子,测量可磨密封总高(保证下半或上半可磨密封垂直方向上结合面完全贴紧)。若总高为负,且负值过小影响风机气密性能,则视为报废。
第二,压入转子后测量可磨密封和密封牙之间的间隙[4]。此步骤分为两种情况:
1)压入转子后可磨密封止口和隔板止口配合无间隙,测量可磨密封和密封牙之间的间隙。若可磨密封和密封牙之间无缝隙则间隙为0;若有缝隙则为正间隙,超出间隙规定值时视为报废。查阅上一步骤中所测可磨密封总高,若总高为正值,且在合理的范围内,此时只需修磨平整安装即可,所测得正间隙值即为密封间隙值。此种情况下即使转子转动,密封牙也不会切入到可磨密封座内,但由于密封间隙值在合理的范围内,并且很小,仍然能够起到很好的密封作用;
2)压入转子后可磨密封止口和隔板止口配合有间隙,此时测量可磨密封止口和隔板止口处间隙δ1,如图3所示。

图3可磨密封止口和隔板止口的间隙图
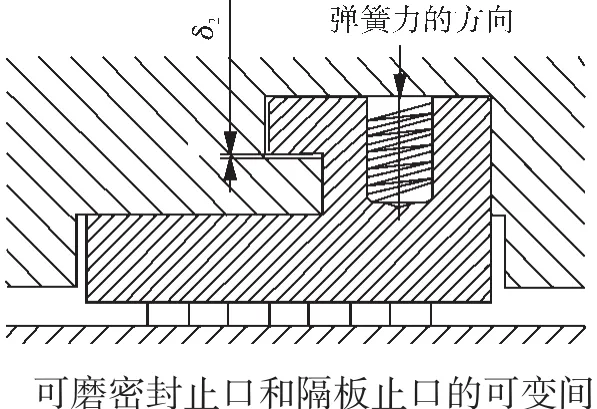
图4 可磨密封止口和隔板止口的可变间隙图
由于这种情况下可磨密封座并没有完全与隔板的止口贴紧[5-6],在转子转动后,密封牙切入可磨密封座,弹簧力会给可磨密封座施加一个力,促使可磨密封止口和隔板止口完全贴紧。这种情况下的可磨密封工作状态的实际密封间隙可以表示为:
式中:δ为可磨密封工作状态下的实际间隙;δ1为可磨密封止口和隔板止口处测量间隙;δ2为可磨密封止口和隔板止口的可变间隙,见图4。

根据δ1和h的数值又分为两种情况:
当h=0时,δ=δ1;
此时若δ超出规定可磨密封间隙值上限时,可以利用反算法给出总高h的修磨量来满足质量要求。假定h超出上限,给定一个理想的间隙值Δδ,反算合理的总高为:

总高h的修磨量为:
当Δδ取可磨密封上限时,反算出的h0若大于h时,可磨密封报废。
若δ超出规定可磨密封间隙值下限时,可以通过计算下限与理想的公差要求值Δδ之间的差值为依据,对转子密封牙进行配车,来满足对可磨密封间隙的要求。
第三,由于机壳扣合时,弧长总高在挤压的情况下,形成直径方向上的增量无法消除,从而使可磨密封止口和隔板止口配合上存在一定的配合间隙(包括零件设计造成的间隙允许量),造成可磨密封无法有效的定位,从而导致机组试车噪声大,可磨密封效果减弱(此种方法是以可磨密封不报废为前提)。
对于这种情况,可以在可磨密封和隔板配合的止口处加入相应厚度的钢带。具体加入厚度为:ζ=h/2π。
4 总结
本文对等温离心压缩机可磨密封的安装和负间隙测量提出改进措施,为等温离心压缩机可磨密封的安装提供了技术指导,确保可磨密封在工作运转过程中的负间隙满足设计技术要求[7],从而保证机组各级间的密封性能达到优良状态。
[1]可磨密封与硬密封的区别,http://club.sealing.cn/ thread-31914-1-1.html
[2]吴士年,王希成,马秀娟.风机装配工艺问答[M].2006.
[3]API617-2002,石油、化学和气体工业用轴流、离心压缩机及膨胀机-压缩机[S].
[4]黄志坚.机械设备振动故障检测与诊断[M].化学工业出版社,2010.
[5]崔庆友,刘恒春,夏云飞,等.机械密封在煤气鼓风机中的应用[J].风机技术,2012(1):85-86.
[6]李燕坡,王吉鹏,曹彦恒,等.离心式压缩机密封技术的应用综述[J].风机技术,2011(6):58-62.
[7]邱大伟,韩磊,崔莲顺.可磨式密封在离心压缩机上的应用[J].风机技术,2013(6):70-73.
■
本文通过分析等温离心压缩机可磨密封结构与其传统的装配工艺,发现传统装配工艺未考虑零件设计上止口的配合间隙及可磨密封在加工上的弧长误差,这会导致可磨密封止口弧长总和与隔板止口周长不一致,造成间隙的测量不准确。文中通过分析计算,找出间隙值与弧长的数学关系,并提出了可磨密封装配工艺的改进措施。
可磨密封;密封负间隙;间隙测量;弧长;等温离心压缩机
Improvement of Soft Sealing Clearance Measurement Technology and Assembling Process in Isothermal Centrifugal Compressor
Zhao Xiaojing,Zhang Min,Chang Huanqing,Wang Guoliang/Xi’an ShaanGu Power Co.,Ltd.
structure of soft sealing; sealing negtive clearance measurement;arc length;isothermal centrifugal compressor
TH452;TK05
A
1006-8155(2015)01-0061-04
10.16492/j.fjjs.2015.01.105
*本文其他作者:王国亮/西安陕鼓动力股份有限公司
2014-07-07陕西西安710611
Abstract:Based on analyzing the structure of soft sealing measurement of isothermal centrifugal compressor and its traditional assembly process in this paper,it is found that the fit clearance of spigot in the design of parts and the arc length error in the processing of soft sealing is not considered in the traditional assembly process,which can result in the inconsistence of the sum of soft sealing spigot arc length with the diaphragm spigot circumference,and cause the clearance measurement inaccurate. Based on analysis and calculation in this paper,the mathematical relationship between the sealing clearance value and arc length is found out,and the improvement measures in soft sealing assembly process are pointed out.
