拉削加工零件锥孔键槽工装
2015-02-19沈阳工学院辽宁110005李银玉
■沈阳工学院 (辽宁 110005) 李银玉 吴 敬
拉削加工零件锥孔键槽工装
■沈阳工学院 (辽宁 110005) 李银玉 吴 敬
摘要:联轴节零件中心孔为锥孔,单键槽,键槽底面呈斜面。原加工采用线切割方法,存在一定问题。本文设计简易工装夹具,利用拉床加工键槽,效率大为提高,质量可靠稳定,操作方便简单。
1. 零件工艺分析
某公司生产一批变速箱离合器的联轴节,该联轴节的中心孔为锥孔,且为单键槽,键槽底面呈斜面,内锥孔大端直径φ60mm,锥度1:10,键槽宽14mm,这种联轴器装配维修方便,传递转矩较大,可靠性高。零件结构如图1所示。
该零件内孔键槽加工最初采用线切割方法,经过一段实验比较,发现采用线切割方法不适合生产需要。主要原因为:①生产效率低,加工周期长,影响后续设备的装配。②加工费用高,加工1个键槽需要15元。③加工时,零件需要找正内孔后,定位夹紧,操作比较麻烦,辅助时间长,加工质量不稳定。为此决定采用其他方法加工。
2. 采用拉削加工及工装设计
充分分析公司现有设备的生产能力,发现拉床工作量较少,于是决定用拉床加工联轴节锥孔键槽。拉床型号为L6110,设计一套工装夹具,将夹具固定在拉床上,零件套在夹具上,由拉刀单项运动一次完成加工,夹具结构示意图(见图2)。工作时定位套安装在拉床立板7上,导向套3由螺钉6和定位销5与定位套2组装一体,零件4套在导向套上,拉刀1穿过导向套和定位套,由于定位套大端面设计成1:10斜度,零件安装后,其锥孔圆面与水平轴线平行,拉刀单项运动,一次完成单键槽加工。
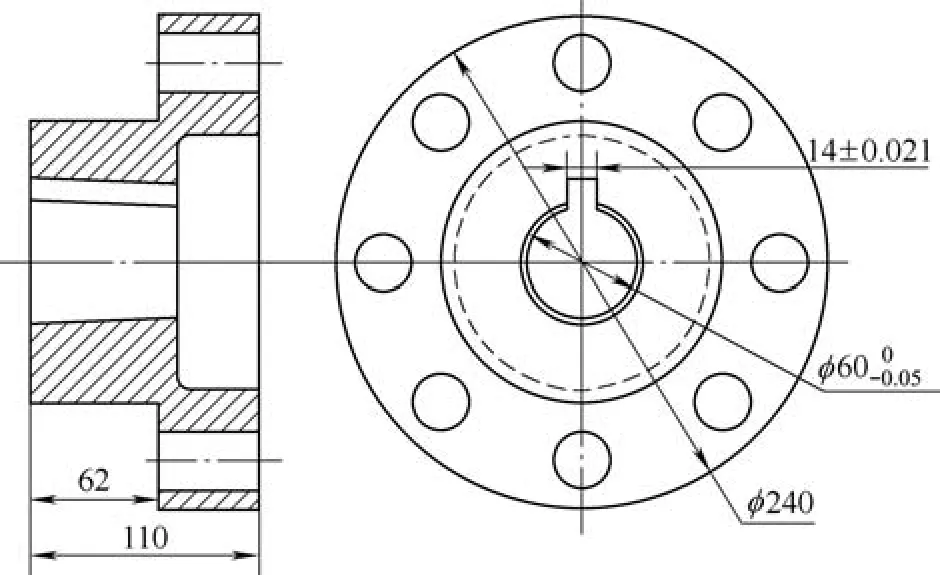
图1 零件结构示意图
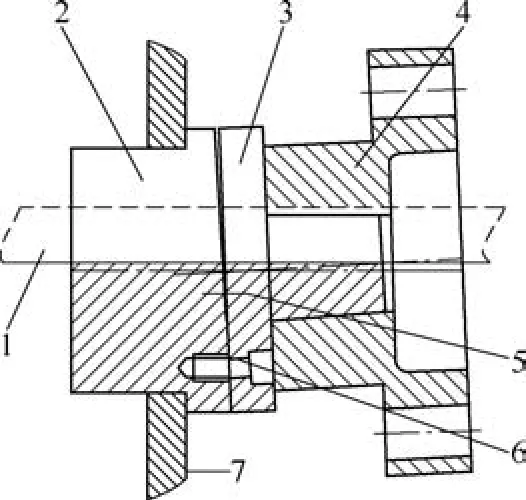
图2 夹具结构示意图
导向套、定位套结构如图3、图4所示。在制作过程中,对导向套应保证其导正槽的对称度、宽度、深度及锥度。对定位套应保证导正槽的深度、宽度及大端面的斜度等。定位套与拉床立板孔采用H8/k7过渡配合。零件与导向套采用H8/g7小间隙配合。为提高夹具寿命,导向套和定位套均采用20CrMo材料,热处理后磨制而成。

图3 导向套结构示意图
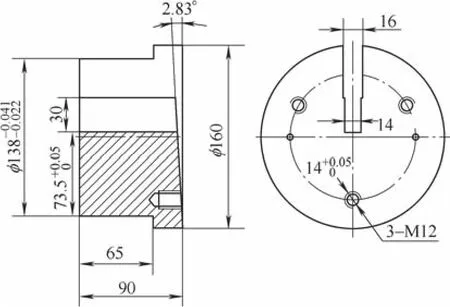
图4 定位套结构示意图
3. 应用分析
采用拉床,设计工装夹具,加工锥孔键槽,效率大为提高,质量趋于稳定,操作简单。经过分析比较,存在下列特点:
(1)由于拉刀单向运动,零件直接安装在定位套上,不用找正和夹紧。
(2)拉刀刀刃平面与零件锥孔母线平行,保证了拉刀与锥孔中心线的对称度。
(3)导向槽的深度保证了被加工键槽的深度,且可以通过加垫铜皮进行调整。
(4)夹具安装后,拉削过程是拉刀拉过导正槽的过程,操作简单,加工质量高,加工效率高,加工费用低,每件加工费仅需2.8元。
(5)由于质量好,费用低,保证了公司的经济效益。
参考文献:
[1] 陈宏钧. 实用机械加工工艺手册 [M]. 北京:机械工业出版社,2009.
[2] 孙丽媛. 机械制造工艺 [M]. 北京:冶金工业出版社,2007.
收稿日期:(20150112)
