百万核电凝汽器工艺过程改进
2015-02-18胡立国
胡立国
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
1 凝汽器上部工艺改进
百万核电凝汽器上部外形尺寸比较庞大,长×宽×高为 18000mm×10124mm×9100mm,重量约为 126t,由壳体板、H型钢、加固管等组成。焊接过程中对焊缝的质量要求较高,故在焊接时应严格遵守焊接工艺规程,执行HD094.007(焊接坡口检查要领)标准,保证产品的质量。
1.1 装配过程中的难点
装配完成后的完工尺寸要求较高,凝汽器上口长度、宽度及上口的对角线尺寸方向上公差要求为10mm,如此大尺寸的设备要保证装焊后的公差难度很大,为了克服这些问题,通过设计合理的工装,增加工艺拉筋以及改进工艺来保证产品的质量。
1.2 解决方法
1)运输加固装置的设计。凝汽器模块在解体后进行探伤和运输时需要翻身,设计和工艺部门对于每个模块在翻身和运输过程中容易产生变形的问题未给予过多考虑,经过研究、探索,结合每个模块的特点,分别在不同位置上增加了工艺拉筋进行加固,这样在翻身和运输过程中避免了模块可能产生的变形,如图1所示。
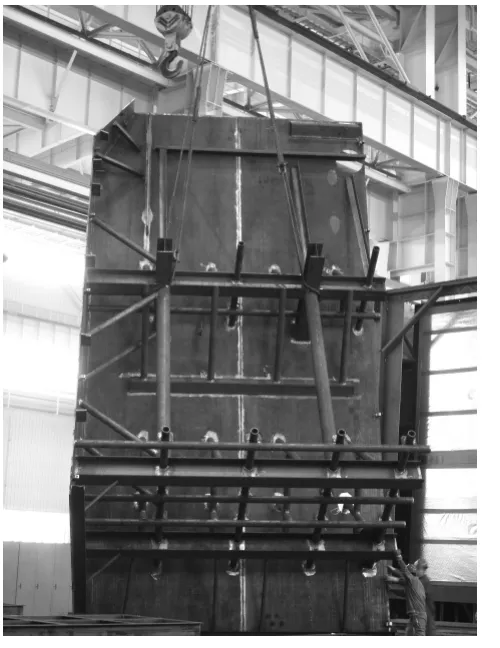
图1
2)工装的设计。凝汽器上部侧板与骨架进行装配时,二者不在同一水平面上,而且尺寸相差比较大,在进行装配时难度非常大。根据实际情况及骨架和侧板的各自特点,设计了用槽钢焊成垫箱,垫箱的高度正好是侧板底面与骨架的高度差,之后将垫箱垫在骨架下面,这样就相当于骨架与侧板间接地处在同一平面,极大地提高了装配速度,而且最终测量尺寸,完全符合图纸要求。
3)工艺的第一道序是装配E-E层骨架,按工艺要求会占用很大的场地和空间,因为E-E层骨架拉筋不牢固,无法翻身,占用装配平台,而车间场地有限,使得装配过程不能够连续进行。改进后,第一道序先装配F-F层骨架,因为F-F层骨架拉筋数量多,而且强度高,能够整体进行翻身。这样在装配完F-F层之后,将其吊到其他场地,在原来的场地上再装配E-E层骨架,待E-E层装配完之后再将两次骨架装配在一起。按这样的顺序进行,不过多地占用装配平台,而且节省了时间,保证了整体的装配进度。
2 凝汽器下部工艺改进
百万核电凝汽器下部长×宽×高为17806mm×10154mm×7910mm,重约420t。一个凝汽器下部有22820根管需进行穿管。焊接过程中对焊缝的质量要求较高,故在焊接时严格遵守焊接工艺规程,执行HD094.007(焊接坡口检查要领)标准,保证产品的质量。制造过程中采用ASME标准。
2.1 装配过程中的难点
1)中间管板的插入序在底板和中间管板支撑管装配序后。中间管板(N469.15Z)下缘宽度尺寸为3750mm、高度尺寸为6550mm。由于中间管板尺寸大,底板上3根支撑管同时限位,造成插入困难。
2)凝汽器下部共有22820个中间管板孔需要进行行程为18m长的穿管作业,单列27块中间管板孔中心的微小偏差就会造成穿管困难,如图2所示。

图2
3)原有的运输加固方案强度不足,无法保证产品尺寸要求,造成组装基地模块装配困难,耽误了生产周期。
2.2 解决方法
1)中间管板插入困难主要原因是下缘3750mm上装配时的3根支撑管同时定位。在保证装配精度的同时,提高工作效率。现对装配顺序进行了调整,在底板与支撑管装配序中,只装配靠近中分线位置处的支撑管。待中间管板插入后,装配剩余支撑管。此改进大大缩短了装配时间,提高工作效率。
2)一个凝汽器下部有22820根管需进行穿管。故对中间管板找中精度要求极高,造成组装基地生产周期长。我们通过两地配合,合理安排生产,缩短生产周期。经研究后决定在厂内预装一侧连接板及管板进行找中。凝汽器下部在组装基地进行穿管序前,只需进行微调就达到精度要求。这样大大减少了中间管板的找中工作量。同时保证了穿管序作业的顺利进行。
3)凝汽器下部分块后,单个模块长×宽×高为3603mm×5077mm×7910mm,重量约为21t。原有的运输加固方案(N469.35Z)无法很好地保证模块内部尺寸。为防止变形,设计增加运输加固,对中间管板进行支撑防止中间管板变形。
3 结语
通过这次改进创新,使原有的产品质量、生产效率得到了大幅提高,成功解决了困扰核电辅机凝汽器生产中的主要难点。