Infuence of rolling parameters on dynamically recrystallized microstructures in AZ31 magnesium alloy sheets
2015-02-16*
*
aSchool of Materials Science and Engineering,Dalian Jiaotong University,Liaoning,Dalian,116028,China
bDepartment of Metallurgy,Graduate School of Engineering,Tohoku University,Aoba,Sendai,980-8579,Japan
Infuence of rolling parameters on dynamically recrystallized microstructures in AZ31 magnesium alloy sheets
Lili Guoa,*,Fumio Fujitab
aSchool of Materials Science and Engineering,Dalian Jiaotong University,Liaoning,Dalian,116028,China
bDepartment of Metallurgy,Graduate School of Engineering,Tohoku University,Aoba,Sendai,980-8579,Japan
Conventional rolling experiments via the embedded pin in rolling sheet method were carried out at different reduction rates,starting rolling temperatures,and rolling speeds,and the effects of rolling parameters(i.e.,temperature,equivalent strain,and rolling time)on dynamically recrystallized(DRX)microstructures of AZ31 alloy during hot rolling were studied quantitatively.The temperature-strain dependence of the high-angle grain boundary fraction(HAGB%)was examined through electron backscattered diffraction.Results showed that as-rolled microstructures with high HAGB%may be obtained under average rolling temperatures of 270-320°C,equivalent strains higher than 0.8,and a rolling speed of 246 mm/s.These results may be related to the DRX kinetics and dynamic recovery which are controlled by deformation temperature and strain.HAGB%decreased with increasing rolling time(decreasing rolling speed),which is attributed to dynamic recovery,and the recrystallized grain size decreased as rolling time increased.However,further increases in rolling time increased average grain sizes but decreased mean subgrain sizes;these results are attributed to increases in the low-angle grain boundary(LAGB)length per unit area with rolling time.LAGB formation was controlled by dynamic recovery,which consistently follows polygonization or formation of new subgrains inside larger grains;hence,average subgrain sizes decreased with the rolling time.The effect of dynamic recovery on HAGB and LAGB formation and their related mechanisms over a wide range of strains and temperatures were discussed in detail.
Magnesium alloys;Hot rolling;Dynamic recrystallization(DRX);Microstructure
1.Introduction
Magnesium alloys are the lightest commercial structural alloys currently available.These alloys have signifcant potential applications in the automotive and electronic industries because of their low density,high specifc strength,and good damping characteristics.However,the use of wrought magnesium alloys is fairly limited because these materials also feature low ductility and formability at ambient temperature [1-4].As such,determining optimal processing parameters during hot deformation of magnesium alloys is necessary to enhance their ductility and formability.Conventional rolling is a suitable technique for producing large-sized sheets;such sheets do not require complex roll shapes and may potentially meet industrial needs[5].To date,a signifcant amount of research has been performed to examine microstructural changes in magnesium alloys during hot rolling[6-11].Both grain refnement and basal texture control during hot rolling are important to enhance the formability and ductile behavior of magnesium alloy sheets at room temperature[12,13]. Multi-pass rolling tests in previous studies were conducted by adopting different reductions per pass,thereby yielding marked differences in strain and rolling temperatures fordifferent sheet thickness locations.Quantitative investigations on the temperature-strain dependence of the microstructural evolution of AZ31 alloy are absent in the literature.To obtain better control over the resulting microstructures during hot rolling of AZ31 alloy,further experimental studies,specifically quantitative analyses of microstructure evolution,are required.
Severaldynamic recrystallization (DRX)mechanisms occurring according to the deformation conditions,including twinning DRX,continuous DRX(CDRX),and rotational DRX, have been proposed[14-17].The CDRX mechanism was emphasized by some researchers as a critical consideration in substructure formation[15,17].The microstructural restoration mechanism operating in CDRX is principally dynamic recovery.Dynamic recovery and DRX are competing processes driven by the energy stored during hot deformation.Once DRX has occurred,deformation substructures no longer exist and, hence,no further recovery can take place[18].This observation explains why the effects of dynamic recovery on recrystallization in magnesium alloys and the related mechanisms over a wide range of strains and temperatures during hot rolling remain unclear.In our previous studies,the strain distribution in different hot rolling conditions was calculated quantitatively by a new numerical integration method combined with experimental methods[19,20].The evolution of high-angle grain boundaries(HAGB)and low-angle grain boundaries (LAGB)during hot rolling was examined via electron backscatter diffraction(EBSD).While HAGB formation is known to strongly depend on equivalent strain[20],quantitative investigations on the microstructural evolution of magnesium alloys over a wide range of rolling strains and temperatures have not been conducted.The main objective of the present work is to study the temperature-strain dependence of the microstructural evolution of AZ31 alloy during hot rolling. Specifc attention is given to the analysis of dynamic recovery effects on HAGB and LAGB formation and their related mechanisms over a wide range of strains and temperatures.
2.Experimental
The magnesium alloys used in the present study were hotrolled alloys made from commercially available Mg-Al-Zn (AZ31B-O)sheets of 10 mm thickness.Prior to the deformation experiments,the sheet was hot-rolled to 5.6 mm thick at 400°C in four passes and subsequently cooled in air.After annealing at 450°C for 30 min,starting sheets measuring 5.6 mm×40 mm×150 mm presented a fully recrystallized microstructure with a mean grain size of 26.4 μm and a typical rolling texture with the c-axis lying parallel to the normal rolling direction(ND),as shown in Fig.1(a)and(b).Fig.1(c) and(d)adopt and illustrate the embedded pin in rolling sheet method.One as-caste magnesium alloy pin with a diameter of 2.8 mm was embedded into the mid-width location of the sheets with the central axis parallel to the ND to evaluate the shear strain distribution through the sheet thickness.The starting sheets were held for 30 min in an electric furnace at 300,350,400,450,or 500°C,and conventional rolling was carried out at different reduction levels of about 22%,30%, 35%,or 39%in one pass.The rolling speeds were set to 367, 246,and 174 for 35%reduction at 300,400,and 500°C rolling,respectively.All other rolling procedures were performed at a constant rotation speed of 246 mm/s.Two highrolling mills with rolls of 200 mm in diameter were used in this study.Both rolls were kept at room temperature without lubrication on the roll surfaces.Table 1 lists the detailed rolling conditions.The rolled sheets were cooled in ice water within 2 s after rolling to freeze the microstructure for measurements.
Specimens for EBSD analysis were electro-polished in a solution of HNO3,CH3OH,and glycerin.Measurements were taken at two different locations in the plane normal to the TD direction.Surface areas of 200 μm(ND)×150 μm(RD)were automatically scanned with a step size of 0.8 μm for all specimens using the TSL OIM Data Collection ver.5.31 program built into the Philips XL30-FEG-SEM.HAGB%and LAGB%were calculated on the OIM maps using the conventional point technique.Average grain size was calculated by the following formula:

whereAiis the area of grain i andDiis the diameter of grain i. The mean subgrain size was determined by the intercept length method and averaged in the vertical and horizontal directions.The rolling strain in the thickness direction of the sheets was calculated using the embedded pin in rolling sheet method[20].The temperature distribution during hot rolling and average rolling temperature of the rolled sheets were obtained through thermomechanical analysis by the fnite difference method.
3.Thermomechanical analysis
The geometry of the model consisted mainly of two parts, namely,the roll and the sheet.Symmetry along the centerline of the sheet is shown in Fig.2.The initial sheet was 5.6 mm thick and modeled with 30 elements in the through-thickness (y)direction.Previous calculations reveal that thermal effects on the work rolls do not extend beyond 5 mm[21].The work roll was modeled with 30 elements in the radial direction,and Table 2 lists the rolling parameters and material properties.During the hot rolling process,the temperature distributions in the sheet(TS)and work roll(TR)were calculated using the following heat conduction equations:
where the parameters in Eqs.(3.1)and(3.2)are listed in Table 3.

Fig.1.(a)OIM map of the AZ31B alloys in 5.6 mm thickness after 450°C pre-heating.(b)(0001)pole fgure of the corresponding microstructure.(c)Method of embedded pin in rolling sheet.(d)Optical micrographs of the embedded pin interface after one pass rolling in 35%reduction.
The heat generated because of plastic work(QP)and friction between the roll and sheet(QF)can be expressed by the following equations:

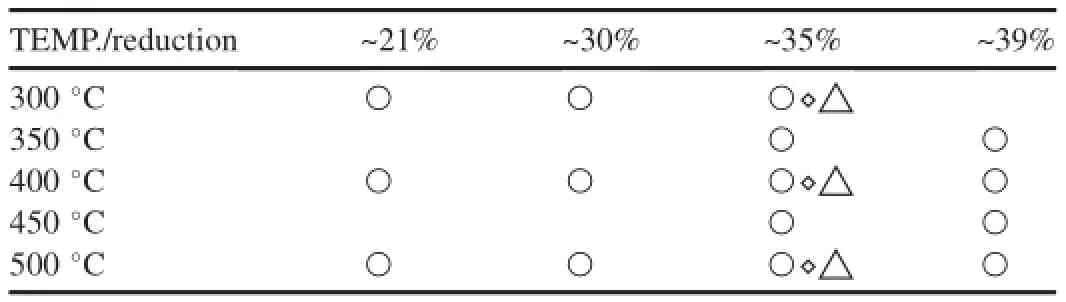
Table 1Rolling conditions.

where
σ:effective fow stress;
ε:effective plastic strain;
u:coeffcient of friction;
P:average rolling force;
ΔU:relative glide velocity between sheet and rolls;and
A:mechanical equivalent of heat.
The thermalboundary conditionsaregiven by the following equations.wheny=0;t=0;wheny=0;t>0;

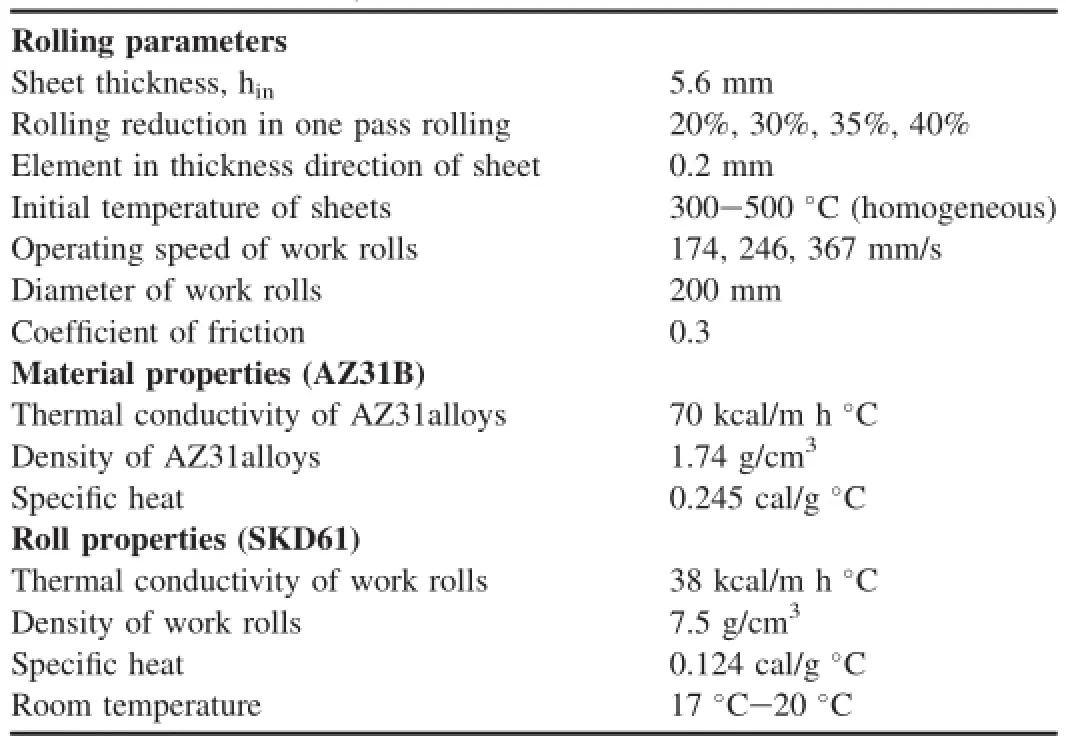
Table 2Thermal-mechanical analysis conditions.
Fig.3(a)shows the predicted temperature change at different thickness locations in the rolled sheets during hotrolling.When the sheets were heated to 400°C,39%rolling reduction was observed.From the temperature distribution shown in Fig.3(a),the following features may be found:
Table 3Parameters in equations(3.1)and(3.2).
The temperature of the sheet surface decreased over 100°C when the sheet came into contact with the rolls.This rapiddrop in surface temperature is caused by the chilling effect of the work roll[22].
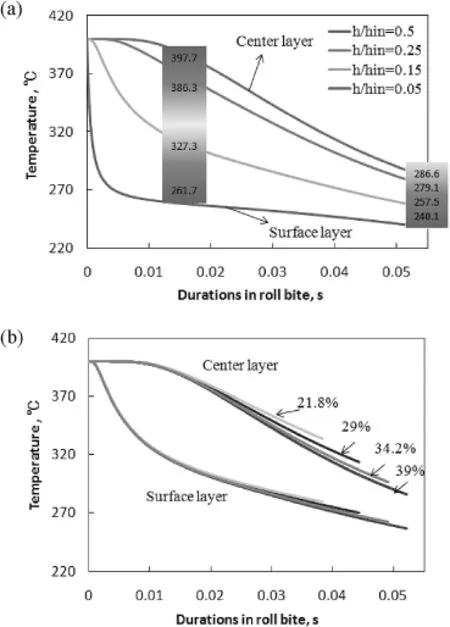
Fig.3.Temperature history of(a)rolled sheet for a 400°C starting rolling temperature at different thickness locations(h/hin=0.5,0.25,0.15 and 0.05) and(b)center and surface layers with different rolling reductions of 21.8%, 29%,34.2%and 39%in the roll bite.
1)A signifcant temperature gradient exists between the surface and the center of the sheet.The maximum difference in temperature between the center and surface layers is around 130°C in the roll bite.
2)The temperature difference between the center and surface layers at the exit is about 40°C.
3)The rolling temperature decreases by about 100°C and 150°C in the center and surface layers,respectively, during the journey from the entrance to the exit.
Fig.3(b)shows predicted temperature changes at the center and surface layers with rolling reductions of 21.8%,29%, 34.2%,and 39%during hot rolling.A few differences in average rolling temperature may be observed in the same thickness layer when sheets are heated to the same temperature but rolled at different thickness reductions.
4.Results and discussion
Fig.4(a)and(b)show OIM grain boundary maps of the surface(h/hout=0.15)and center(h/hout=0.5)layers of the rolled AZ31 alloy with rolling reduction ratios of 21.8%,29%, 34%,and 39%and a starting rolling temperature of 400°C; the calculated equivalent strains are also indicated in the fgures.In these maps,HAGB(15°≦θ<180°)is marked by bold dark lines,whereas LAGB(2°≦θ<15°)is marked by thin red lines.The microstructures show different average grain sizes and DRX fractions.The microstructures in both surface and center regions are considerably inhomogeneous, consisting of fne grains with HAGB and a number of coarse grains containing subgrains with LAGB.Microstructural differences between the center and surface layers were discussed in detail in our previous investigation[20].Thus,changes in the microstructures at different reduction ratios are emphasized in the present study.The area of developed fne grains increases with increasing reduction ratio,and average grain sizes decrease.Temperature analyses reveal a temperature difference of approximately 20°C in the same thickness layer when the sheets are heated to the same temperature but rolled at different reduction ratios[Fig.3(a)].As such,considering that signifcant visible differences in the microstructures of the same layer result from differences in rolling strains is reasonable.
A large residual shear strain can be introduced to the surface layer of the rolled sheet because of the large friction between the sheet surface and rolls particularly in the case of no-lubrication rolling[23].The residual shear strain in the center layer is nearly zero but gradually increases from the center to near the surface.Furthermore,the residual shear strain is uniaxial shear strain,which involves minimal cross shear strain.This type of strain results in slight residual dislocations in the surface layer.HAGB and LAGB formations are strongly affected by the residual shear strain[20].Therefore,changes in HAGB%as a function of the equivalent strainat the center and surface layers are examined separately in this article.The quantitative data of HAGB%measured by EBSD are used to describe the microstructural evolution during the hot rolling.

Fig.4.OIM grain boundary maps of the(a)surface and(b)center layers of the rolled AZ31 alloys with rolling reduction ratios of 21.8%,29%,34%and 39% and a starting rolling temperature of 400°C.
Fig.5(a)and(b)show changes in HAGB%with equivalent strain at the center and surface layers of AZ31 alloy sheets rolled at starting temperatures of 300,400,and 500°C.HAGB %increases with the equivalent strain at lower strain ranges in both cases and reaches saturation at higher equivalent strains. Dislocations produced by strain hardening accumulate progressively at the LAGB in magnesium alloys,thereby increasing their misorientation angles and HAGB formation, especially when a critical value(15°)of the misorientation angle is reached[24].These experimental results suggest that the transition rate of LAGB into HAGB differs at various rolling temperatures.HAGB%increases with strain at lower strain ranges because the transition rate of LAGB into HAGB is higher than that of LAGB formation.However,at higher strain ranges of ε>1,HAGB%exhibits a steady state because changes in both HAGB and LAGB may be minimal with increasing stain.HAGB%increases with increasing rolling temperature at the center layers.By contrast,the surface layers of 500°C rolled samples show no obvious differences in HAGB%compared with that of 400°C rolled samples;this phenomenon may be attributed to grain growth and dynamic recovery,which are accelerated by higher rolling temperatures through thermally activated recovery processes.Consumption of dislocations by grain growth and dynamic recovery could lead to decreases in dislocation density within the grains and consequent decreases in HAGB%.
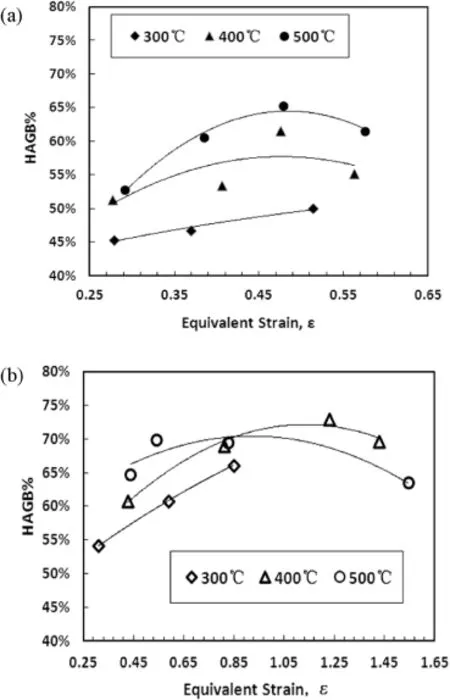
Fig.5.Changes in HAGB%with equivalent strain at(a)the center and(b) surface layers of AZ31 alloys sheets rolled at starting temperatures of 300,400 and 500°C.
Fig.6 shows OIM micrographs of samples rolled at the same rolling reduction ratio of~35%but at starting rolling temperatures of 300,400,and 500°C.The refned grain size and DRX degree signifcantly differ among the microstructures studied.The recrystallized grain size increases with increasing rolling temperature,and the microstructure obtained from the surface layer of the sample rolled at a starting rolling temperature of 400°C seems to present the maximum degree of DRX.This result suggests that the maximum DRX fraction is likely obtained at moderate rolling temperatures. HAGB%values at the center and surface layers with different equivalent strain ranges are plotted as a function of the starting rolling temperature in Fig.7.Although the data are somewhat scattered,linear ftting of these points reveals that HAGB%increases linearly with the starting rolling temperature;slightly different slopes at low,moderate,and high strain levels at the center layers may be observed[Fig.7(a)].For all rolling temperatures tested,the highest values of HAGB% occur at moderate strains(0.47<εeq<0.51).HAGB%at the surface layers shows different trends at the four strain levels examined,as shown in Fig.7(b).(1)At low strain levels (0.31<εeq<0.43),the curve shows a trend similar to that observed for the center layers,and HAGB%increases with increasing strain. (2) At moderate strain levels (0.54<εeq<0.73;0.81<εeq<1.1),HAGB%shows extreme values at starting rolling temperatures of 350-400°C and then either slightly decreases or achieves a steady state.(3)At large strain levels(1.1<εeq<1.5),as described above, HAGB%decreases with increasing rolling temperature.Results thus far reveal that microstructural changes in AZ31 alloy during hot rolling depend not only on the rolling temperature but also on the equivalent strain.Thus,examining the microstructural development of the alloys and related mechanismsusing athermal-mechanicalprocessing map is necessary.
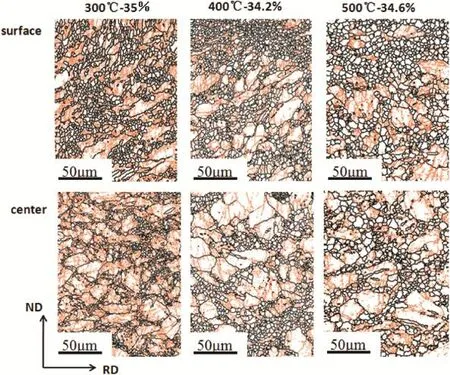
Fig.6.OIM micrographs of samples rolled at the same rolling reduction of~35%,but at starting rolling temperatures of 300,400 and 500°C.
Fig.8 presents contour maps of HAGB%changes with equivalent strain and average rolling temperature at the center and surface layers.The temperature history in the roll bite is more important than the starting rolling temperature because of its strong infuence on deformation microstructures.Thus, the average rolling temperature is used here.HAGB%shows different temperature-strain dependencies at the surface and center layers.At center layers[Fig.8(a)],HAGB%increases with average rolling temperature and reaches maximum values (65%)when the average rolling temperature is≥430°C and the equivalent strain is 0.38-0.42;at equivalent strains≥0.45, HAGB%decreases.At surface layers,however,HAGB%increases with increasing equivalentstrain and reaches maximum value(75%)when the average rolling temperature is 270-320°C and the equivalent strain is≥0.8.The different HAGB%trends observed between surface and center layers may result from variations in the strain state of the two layers during hot rolling.The strain state of the surface layer combines the effects of both planar strain compression and residual shear,as mentioned above.Larger strains at surface layers are produced by higher residual shear strains.This residual shear strain results in increases in the energy required for material deformation,which is believed to have a profound effect on HAGB formation and grain refnement[25,26]. Therefore,HAGB%increases with equivalent strain at the surface layers[Fig.8(b)].By contrast,strains at the center layers generally involve more cross shear strain,which differs from case of surface layers.Such strain-dominated regions may generate more residual dislocations in crystal cells that can eventually become sources of LAGB formation[20].In a previous study[20],the LAGB length per unit area at the center layers was verifed to be roughly twice that at the surface layers by comparing rolled samples with the same equivalent strain but different residual shears.Therefore, larger cross shear strains will result in formation of more LAGB.The larger the equivalent strain,the more extensively HAGB forms.Consequently,the largest HAGB%can be obtained from moderate strain ranges at the center layers,as shown in Fig.8(a).Microstructures with a large fraction of LAGB are intrinsically unstable because of discontinuous growth[18].During deformation,the average boundary misorientation increases,and the microstructure becomes progressively more stable against discontinuous growth as strain increases.Therefore,the conditions of strain and temperature result in suffcient HAGB%to ensure microstructural stability[18].In the present study,the most stable microstructures at the surface layers of as-rolled AZ31 alloy are obtained under appropriate rolling conditions,average rolling temperatures of 270-320°C,equivalent strains of≥0.8,and a rolling speed of 246 mm/s.
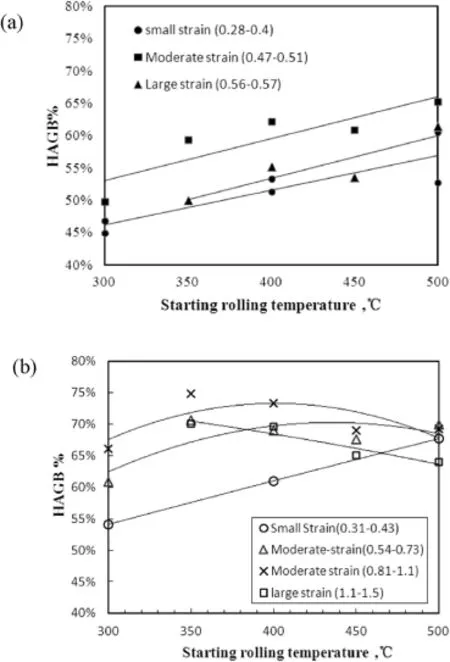
Fig.7.Changes of the HAGB%at the(a)center and(b)surface layers with different strain ranges plotted as a function of starting rolling temperature for AZ31 alloy sheets.
The complicated temperature-strain dependency of HAGB %in magnesium alloys may be associated with different deformation mechanisms at different rolling conditions.In previous studies,recovery kinetics increases at higher rolling temperatures in AZ31 alloy[15].Dynamic recovery results in organized dislocation walls within the LAGB,in the same way as in static recovery.Therefore,dislocations generated by rolling deformation are exhausted during LAGB formation at high rolling temperatures,which may lead to decreases or no further increases in HAGB%at high rolling temperature ranges,as shown in Fig.8(b).Temperature and deformation strain are two important factors affecting the kinetics of both DRX and dynamic recovery.Dynamic recovery and DRX are competing processes as both are driven by the energy stored during deformation[18].The driving force for DRX decreases under low rolling temperatures.Consequently,HAGB formation cannot easily occur because of the smaller driving force for DRX at lower rolling temperatures despite larger strains.By contrast,at higher rolling temperatures,the driving force for DRX increases and dynamic recovery is simultaneously enhanced,leading to more extensive dislocation annihilation and decreases in dislocation density inside grains or subgrains.As a result, less HAGB is formed.Because dynamic recovery kinetics is fairly slow for moderate rolling temperatures,dislocations generated by deformation can be effectively transformed into HAGB.This result is believed to be related to the control of dynamic recovery kinetics by deformation temperature and strain.In the present study,DRX is maximum at the average rolling temperature range of 270-320°C and equivalent strains of≥0.8.Hence,dynamic recovery may be a dominant mechanism when the average rolling temperatures and strains are out of this range.
The rate of dynamic recovery is given by the following equation:
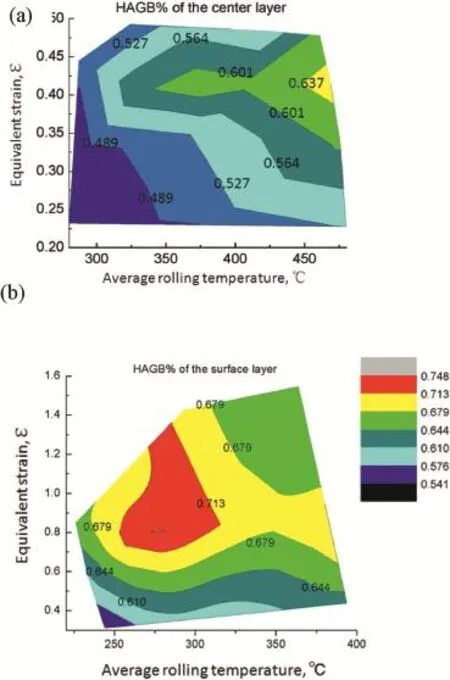
Fig.8.Contour maps of HAGB%change with the average rolling temperature and equivalent strain at the(a)center and(b)surface layers.

where σ is the internal stress,t is the time,Q is the active energy,c and k are constants,and T is the temperature[27]. Dynamic recovery is controlled not only by rolling temperature and activation energy but also by rolling time.Fig.9 shows the grain boundary mapsofsamples rolled at different speeds with identical reduction ratios of 35%and a starting rolling temperature of 400°C.Rolling durations (rolling time in the roll bite)at rolling speeds of 367,246,and 174 mm/s were calculated to be 0.038,0.056,and 0.078 s, respectively.Remarkably different microstructures may be observed at different speeds in both layers.The microstructure at the surface layer of the sample obtained at the highest rolling speed of 367 mm/s is dominated by fne and homogeneous DRX grains,which suggests that fully recrystallized microstructures can be obtained at the surface layer under high-speed rolling.The fraction of DRX grains and recrystallized grain sizes also decrease with increasing rolling time. HAGB%were examined and plotted with the starting rolling temperatures,as shown in Fig.10.HAGB%at the surfacelayers reaches maximum values at a starting rolling temperature of 400°C(corresponding to an average rolling temperature of about 320°C)and all rolling speeds.This result is in good agreement with the above observations[Fig.8(b)]. HAGB%also decreases with decreasing rolling speed for each starting rolling temperature investigated.

Fig.9.OIM Grain boundary maps of samples rolled at different speeds of 367 mm/s,246 mm/s and 174 mm/s with identical reduction of 35%and a starting rolling temperature of 400°C.
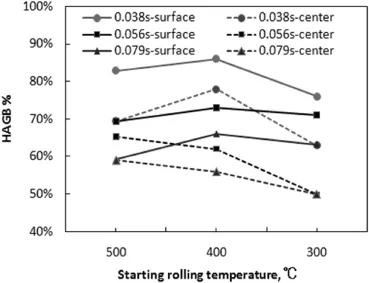
Fig.10.HAGB%plotted with starting rolling temperature of AZ31 alloys sheets rolled with 35%reduction in various rolling times.
To investigate the infuence of rolling time on microstructural evolution further,HAGB and LAGB lengths per unit area were plotted as a function of rolling time,as shown in Fig.11. HAGB is scarcely infuenced by rolling time,whereas LAGB length per unit area is strongly affected by this parameter. LAGB length per unit area increases with rolling time at each starting rolling temperature.As rolling time increases,increases in dislocation annihilation with dynamic recovery can lead to lower dislocation densities in rolled samples,thereby resulting in insuffcient dislocation density for HAGB formation.Consequently,more LAGB is formed inside coarse grains at longer rolling time.LAGB formation is signifcantly controlled by recovery,which is a function of time,as determined by Eq.(4.1).The results clearly demonstrate that the DRX mechanism of magnesium alloys during hot rolling is a strong recovery process,rather than a classical recrystallization phenomenon,characterized by nucleation and nucleus growth.All of the samples in Fig.9 were rolled to 35% reduction,at which point approximately the same equivalent strains are generated in both layers.Therefore,HAGB length per unit area shows no marked change with rolling time [Fig.11(a)].
Fig.12 illustrates changes in average grain and subgrain sizes with rolling time.The average grain size increases with rolling time.Increases in average grain size with longer rolling times may be attributed to increases in the coarseness of grains remaining in the microstructures.By contrast,the average subgrain size decreases with rolling time,as shown in Fig.12(b);this result may be attributed to increases in LAGB length per unit area with rolling time.LAGB formation is controlled by dynamic recovery,which consistently follows polygonization or formation of new subgrains within grains; hence,the average subgrain size decreases with rolling time. Some researchers have postulated a hypothesis to explain why recrystallized grains show a decreasing trend in size with increasing rolling time:Dynamic recovery performs animportant function in AZ31 alloy during hot rolling.As rolling time increases,dynamic recovery occurs more extensively and a gradual release of energy stored near grain boundaries,rather than a sudden release during DRX,takes place[28].The stored energy is reduced by polygonization or dislocation annihilation;thus,smaller sizes of DRX grains form along the boundaries of coarse grains.
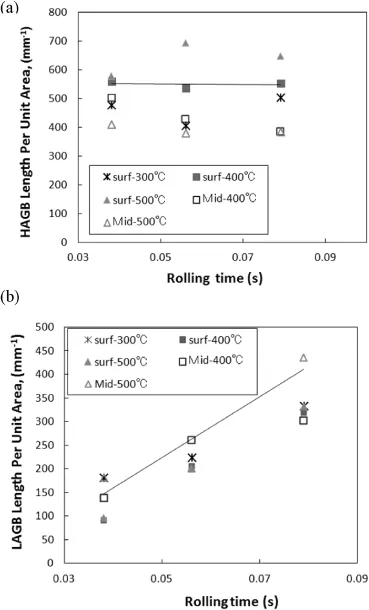
Fig.11.Rolling time dependency of the(a)HAGB and(b)LAGB length per unit area of rolled microstructures for AZ31 alloy.
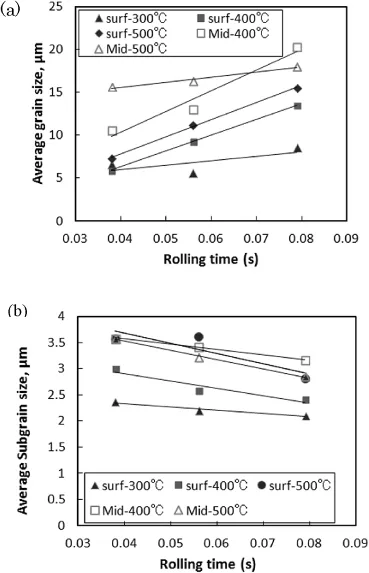
Fig.12.Changes in average(a)grain and(b)subgrain sizes with rolling time of rolled microstructures for AZ31 alloy.
5.Conclusions
In summary,the effects of rolling temperature,equivalent strain and rolling time on DRX microstructures in AZ31 alloy at a strain range of 0.25-1.4,starting temperatures from 300°C to 500°C,and rolling speeds of 367,246,and 174 mm/ s were studied in the present work.The dynamic recovery effect on HAGB and LAGB formation and their related mechanisms over a wide range of strains and temperatures were further analyzed.The main results may be summarized as follows:
1)HAGB%shows variations in temperature-strain dependence between the surface and center layers of rolled samples.HAGB%increases with average rolling temperature and is largest when the average rolling temperature is≥430°C and the equivalent strain is 0.38-0.42. The maximum HAGB%obtained at the center layer is 65%.HAGB%at center layers declines when the equivalent strain is≥0.45.At surface layers,however,this parameter increases with increasing equivalent strain and reaches maximum value(75%)when the average rolling temperature is 270-320°C,the equivalent strain is≥0.8, and the rolling speed is 246 mm/s.These phenomena result from the DRX kinetics and dynamic recovery, which are controlled by the deformation temperature and strain.
2)HAGB length per unit area is scarcely infuenced by rolling time,whereas LAGB length per unit area is strongly affected by this parameter.LAGB length per unit area increases with rolling time at each starting rolling temperature. Therefore, HAGB% decreases with increasing rolling time(or decreasing rolling speed).These phenomena result from dynamic recovery,which is controlled by rolling time.
3)The recrystallized grain size and average subgrain size decrease as the rolling time increases;these results are attributed to increases in LAGB length per unit area with rolling time.LAGB formation is controlled by dynamic recovery,which consistently follows new subgrain formation or polygonization inside larger grains.Hence, average subgrain sizes decrease with rolling time.
Acknowledgments
This work was supported by the National Science Foundation for Young Scholars of China.(Grant No.51401043). The experimental work was supported by Fujita Laboratory in the Department of Metallurgy,Tohoku University of Japan.
[1]F.S.Pan,E.H.Han,High Performance Wrought Magnesium Alloys and Their Processes,China Science Press,2007.
[2]L.Gao,H.Yan,J.Luo,A.A.Luo,R.S.Chen,J.Magn.Alloy 1(2013) 283-291.
[3]Y.D.Qiao,X.Wang,Z.Y.Liu,Erde Wang,Mater.Sci.Eng.A 568(2013) 202-205.
[4]Z.Yang,J.P.Li,J.X.Zhang,G.W.Lorimer,J.Robson,Acta Metall.21 (2008)313-328.
[5]X.S.Huang,K.Suzuki,A.Watazu,I.Shigematsu,N.Saito,J.Alloy Compd.470(2009)263-268.
[6]K.H.Kim,D.N.Lee,Acta Mater.49(2001)2583-2595.
[7]H.Watanabe,T.Mukai,K.Ishikawa,J.Mater.Sci.39(2004) 1477-1480.
[8]S.H.Kim,B.S.You,C.D.Yim,Y.M.Seo,Mater.Lett.59(2005) 3876-3880.
[9]H.Watanabe,T.Mukai,K.Ishikawa,J.Mater.Process Tech.182(2007) 644-647.
[10]W.J.Kim,J.B.Lee,W.Y.Kim,H.T.Jeong,H.G.Jeong,Scr.Mater.56 (2007)309-312.
[11]X.S.Huang,K.Suzuki,A.Watazu,I.Shigematsu,N.Saito,J.Alloy Compd.457(2008)408-412.
[12]L.L.Guo,Z.C.Chen,L.Gao,Mater.Sci.Eng.A 528(2011)8537-8545.
[13]J.A.Del-Valle,O.A.Ruano,Mater.Sci.Eng.A 487(2008)473-480.
[14]S.E.Ion,F.J.Humphreys,S.H.White,Acta Metall.30(1982) 1909-1919.
[15]M.M.Myshlyaev,H.J.McQueen,A.Mwembela,E.Konopleva,Mater. Sci.Eng.A Struct.337(2002)121-133.
[16]J.A.Del-Valle,M.T.Perez-Prado,O.A.Ruano,Mater.Sci.Eng.A 355 (2003)68-78.
[17]X.Y.Yang,Z.S.Ji,H.Miura,T.Sakai,Trans.Nonferrous Metal.Soc.19 (2009)55-60.
[18]F.J.Humphreys,M.Hatherl,second ed.,Elsevier,Oxford,UK,2004.
[19]G.Sakai,Z.Horita,T.G.Langdon,Mater.Sci.Eng.A Struct.393(2005) 344-351.
[20]L.L.Guo,F.Fujita,J.Mater.Sci.47(2012)6213-6219.
[21]L.L.Guo,PhD Dissertation,Tohoku University,Japan,2011.
[22]F.Elsayed,H.Ahmed,M.Wells,G.Lockhart,D.Maijer,Magnes.Alloys TMS(2008)53-59.
[23]W.F.Hosford,R.M.Caddell,Metal Forming,Cambridge University Press,New York,2007.
[24]S.Gourdet,F.Montheillet,Mater.Sci.Eng.A 283(2000)274-288.
[25]Y.H.Ji,J.J.Park,W.J.Kim,Mater.Sci.Eng.A Struct.454(2007) 570-674.
[26]Y.Nakaura,A.Watanabe,K.Ohori,J.Jpn.Inst.Light Metal.57(2007) 67-73.
[27]J.G.Byrne,Macmillan,New York,1965.
[28]A.Galiyev,R.Kaibyshev,G.Gottstein,Acta Mater.49(2001) 1199-1207.
Received 1 December 2014;revised 16 April 2015;accepted 21 April 2015 Available online 16 May 2015
*Corresponding author.Tel.:+86 411 84106527.
E-mail address:Guolili0822@hotmail.com(L.Guo).
Peer review under responsibility of National Engineering Research Center for Magnesium Alloys of China,Chongqing University.
http://dx.doi.org/10.1016/j.jma.2015.04.004.
2213-9567/Copyright 2015,National Engineering Research Center for Magnesium Alloys of China,Chongqing University.Production and hosting by Elsevier B.V.All rights reserved.
Copyright 2015,National Engineering Research Center for Magnesium Alloys of China,Chongqing University.Production and hosting by Elsevier B.V.All rights reserved.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Effect of temperature on the mechanical abnormity of the quasicrystal reinforced Mg-4%Li-6%Zn-1.2%Y alloy
- Improving the corrosion resistance of AZ91D magnesium alloy through reinforcement with titanium carbides and borides
- Effects of Ti addition on the microstructure and mechanical properties of Mg-Zn-Zr-Ca alloys
- Phase stability,elastic properties and electronic structures of Mg-Y intermetallics from frst-principles calculations
- Dynamic compressive property and failure behavior of extruded Mg-Gd-Y alloy under high temperatures and high strain rates
- A comparative corrosion behavior of Mg,AZ31 and AZ91 alloys in 3.5% NaCl solution