Joining of AZ31 and AZ91 Mg alloys by friction stir welding
2015-02-16NvySreeRmPinneswriIAmicRAjyBuPAmrndh
P.Nvy Sree P.Rm PinneswriI.AmicR.Ajy BuP.Amrndh
aDepartment of Mechanical Engineering,Rajiv Gandhi University of Knowledge Technologies(AP-IIIT),Nuzvid 521202,India
bDepartment of Mechanical Engineering,Vignana Bharathi Institute of Technology,Hyderabad 501301,India
Joining of AZ31 and AZ91 Mg alloys by friction stir welding
B.Ratna Sunila,*,G.Pradeep Kumar Reddyb,A.S.N.Mounikaa,P.Navya Sreea, P.Rama Pinneswaria,I.Ambicaa,R.Ajay Babua,P.Amarnadha
aDepartment of Mechanical Engineering,Rajiv Gandhi University of Knowledge Technologies(AP-IIIT),Nuzvid 521202,India
bDepartment of Mechanical Engineering,Vignana Bharathi Institute of Technology,Hyderabad 501301,India
Two dissimilar magnesium(Mg)alloy sheets,one with low aluminium(AZ31)and another with high aluminium(AZ91)content,were successfully joined by friction stir welding(FSW).The effect of process parameters on the formation of hot cracks was investigated.A sound metallurgical joint was obtained at optimized process parameters(1400 rpm with 25 mm/min feed)which contained fin grains and distributed β (Mg17Al12)phase within the nugget zone.An increasing trend in the hardness measurements has also confi med more amount of dissolution of aluminium within the nugget zone.A sharp interface between nugget zone and thermo mechanical affected zone(TMAZ)was clearly noticed at the AZ31 Mg alloy side(advancing)but not on the AZ91 Mg alloy side(retreating).From the results it can be concluded that FSW can be effectively used to join dissimilar metals,particularly difficul to process metals such as Mg alloys,and hot cracking can be completely eliminated by choosing appropriate process parameters to achieve sound joint.
Dissimilar metal joining;Magnesium alloys;Friction stir welding;AZ31;AZ91
1.Introduction
The demand for lightweight structures in automobile,aerospace and marine industries has triggered the research on light metals,particularly on magnesium(Mg)and its alloys.Mg density(1.74 g/cm3)is lower compared with the other well known lightmetal,aluminum (2.4 g/cm3).Mg exhibits high strength-to-weight ratio and good damping properties. However,poor ductility and weldability are the limitations with Mg[1,2].By addressing these issues,Mg based materials can become promising candidates for wide variety of structural applications.Recently,many Mg based alloys were developed to address these issues and most of them are ternary types[3]. Among all Mg alloys,AZ series is the most widely used alloy system which contains mainly aluminum and zinc as the alloying elements in different proportions.
Joining of Mg alloys is complex due to their high reactive nature and high inflammabilit [1,4].Recently,friction stir welding(FSW),a solid state joining technique,has emerged as a potential tool to join similar and dissimilar metals.The principle behind joint formation in FSW was explained by Mishra and Ma[5].FSW does not melt the base material and therefore completely eliminates the problems associated with solidifica tion that usually appear in fusion welding[6].Joining dissimilar metals,particularly Mg alloys,by fusion welding processes is difficult Joining Mg alloys by FSW has been reported in the literature[7,8]but still the information is insufficient In the present study,FSW was adopted to join AZ31 and AZ91 Mg alloys.The challenges involved in establishing a perfect metallurgical joint betweenAZ31 andAZ91 Mg alloys by FSW have been investigated.Hardness measurements were carried out across the weld joint and tensile tests were also conducted to assess the joint strength.
2.Experimental details
Wrought AZ31 Mg alloy sheets(2.75%Al,0.91%Zn, 0.001%Fe,0.01%Mn and remaining being Mg by wt.%)and as-castAZ91 Mg alloy sheets(8.67%Al,0.85%Zn,0.002%Fe, 0.03%Mn and remaining being Mg by wt.%)of size 100×50×3 mm3were obtained from Exclusive Magnesium, Hyderabad,India.Friction stir welding(FSW)was done by using a nonconsumable tool made of H13 tool steel consistingof a shoulder diameter of 15 mm and a tapered pin with 3 mm to 1 mm diameter over 3 mm length as shown in Fig.1a.FSW was carried out using an automated universal milling machine (Bharat FritzWerner Ltd.,India).The work pieces were fi ed on the work table of the milling machine as shown in Fig.1a and the rotating FSW tool was inserted into the joint.Penetration depth was given in such a way that the tool shoulder completely touches the surface of the work pieces,then the rotating tool was plunged along the traverse direction.Joining was performed at different process parameters(3 different speeds and feeds)and optimized parameters were obtained where the joint was found to be defect free.After successful joining,specimens were cut at different regions using a wire cut electric discharge machine(EDM).The specimens were then metallographically polished using different graded emery sheets followed by polishing using diamond paste and cleaned with ethanol.Chemical etching of the polished specimens was done using picric acid reagent(comprised of 5 g of picric acid,5 ml acetic acid,5 ml distilled water and 100 ml ethanol),then rinsed with ethanol and dried in hot air.Microstructural observations were carried out using a polarized optical microscope(Leica,Germany). Microhardness measurements were carried out by Vickers indentation method(Omnitech,India)across the weld joint by applying 100 g load for 10 s.Measurements were carried out on three parallel samples(n=3)obtained across the joint.The weld joint strength was assessed by conducting uni-axial tensile test using a universal testing machine(UTM,Mechatronic Control Systems,India)at a strain rate of 1×10−3s−1.The specimens were prepared as per the ASTM E8/E8M-11 standards[9].The experiments were carried out in triplicate(n=3). Statistical analysis was carried out using one-way ANOVA and a value of p<0.05 was considered to be statistically significant

Fig.1.Photographs showing(a)FSW set up used to joinAZ31 andAZ91 Mg alloys,(b)appearance of hot crack immediately after welding,(c)joint with tunneling defect and(d)defect free joint.
3.Results and discussion
Fig.1 shows the photographs obtained during the welding of AZ31 and AZ91 Mg alloys and the joints at different process parameters.Since the amount of β(Mg17Al12)phase in AZ31 Mg alloy is lower compared withAZ91 Mg alloy,material fl w occurs differently in both the alloys during welding.AZ31 Mg alloy also exhibits lower brittleness compared with AZ91 and therefore the ease of plastic deformation in AZ31 is higher compared with AZ91.Therefore,the joint formation between AZ31 and AZ91 alloys is complex in nature.
Thermal conductivity of both the alloys also dictates the success of the joint[10].It is true that the level of hot crack development is higher during the welding of dissimilar metals compared with similar metals due to the difference in the heat conduction between the two base metals[11].Thermal stresses are developed if the dissipation of the generated heat during welding of AZ31 and AZ91 is non-uniform due to the difference in the thermal conductivity.If these thermal stresses are not balanced,they may lead to hot cracking as clearly observed in the present joint processed at 1600 rpm and 100 mm/min feed(Fig.1b).For the same tool rotational speed and travel speed,the amount of heat generation in AZ31 alloy is different compared withAZ91 alloy and hence obtaining a set of parameters which avoid development of hot cracks is an important task in joining ofAZ31/AZ91 alloys to get sound metallurgical continuity.Fig.1c shows the photograph of the weld joint with a defect processed at 1400 rpm with 50 mm/min feed and Fig.1d shows the photograph of defect free sound joint obtained at 1400 rpm with 25 mm/min feed.
Table 1 lists different process parameters and the end results of the experiments carried out to join the AZ31 and AZ91 Mg alloys.From the results,it can be understood that the higher tool rotational speeds generated higher amount of heat which led to raise more thermal stresses immediately during cooling.These stresses were unbalanced and led to distortion during the cooling in the form of hot cracks.At 1400 rpm(with both the 100 and 50 mm/min feed),the amount of heat that has been generated was comparatively lower and reduced the intensity of the residual stresses but insufficien of heat generation resulted in poor material plastic fl w and led to form a defect as shown in Fig.1c.At 1400 rpm with 25 mm/min feed,sufficien time was allowed to raise the temperature and material plastic fl wwas sufficien to develop a perfect metallurgical joint which avoided the defect and resulted to sound joint as shown in Fig.1d.

Table 1Effect of process parameters on end results of joiningAZ31/AZ91 Mg alloys by FSW(penetration depth is constant(3 mm)in all the cases).
The optical microscope images at the cross section ofAZ31/ AZ91 joint after FSW are shown in Fig.2a and b.The distribution of β(Mg17Al12)phase was limited to retreating side (AZ91 Mg alloy side).The nugget zone was found to be mixed with both the AZ31 and AZ91 Mg alloys but the fraction of AZ31 alloy was appeared to be more compared withAZ91 alloy which is obvious asAZ31 is more ductile compared withAZ91 alloy.The region as indicated by a white arrow in Fig.2b shows a perfect metallurgical continuity betweenAZ31 andAZ91 Mg alloys.In the left region of this interface,β(Mg17Al12)phase appeared as smaller discontinuous white particles.Compared with the actual microstructure of the base AZ91 Mg alloy (Fig.3a),the network like Mg17Al12phase at the grain boundaries was believed to be broken into small particles during FSW. Fig.3a also shows the distribution of“α+β”regions between“α”(Mg-Al solid solution)and“β”(Mg-Al compound, Mg17Al12)regions.The regions as indicated by black arrow in Fig.2b contain more amount of fin AZ91 Mg alloy compared with AZ31 Mg alloy.This implies that these regions are rich in aluminium compared with the other bright regions(low AZ91 presence)within the nugget zone.Therefore,it can be confi med that the nugget region contain both AZ31 regions and mixed regions of AZ31/AZ91.This observation also suggests the increased solubility of aluminum within the nugget zone which certainly influence the bulk mechanical properties of the joint.
Fig.3b showsthebase microstructure ofAZ31 Mgalloy.The average grain size was measured as 16.4±6.8µm.Fig.3c shows the nugget and AZ31 base material interface(advancing side).Grain refinemen can be clearly found in the nugget zone compared with the base material as shown in the magnifie image(Fig.3d).Usually,FSW with optimum process parameters leads to grain refinemen due to the dynamic recrystallization[6].In the present study,grain refinemen was observed up to 6.5±6.8µm in the stir zone.A sharp thermomechanical affected zone(TMAZ)can be seen at the interface and there was no significan difference found between the heat affected zone(HAZ)and base material microstructures at the AZ31 side.Fig.3e shows the interface between the nugget and the baseAZ91 Mg alloy.A sound metallurgical joint can be clearly seen which contains fin grained AZ31 and AZ91(with lower amount of Mg17Al12phase)alloys.The magnifie image (Fig.3f)suggests the excellent joint formation which contains combination of fin grains and smaller Mg17Al12particles within the nugget zone.Earlier,Lee et al.[8]also has joined AZ31 and AZ91 Mg alloy by FSW but no Mg17Al12phase was observed in the nugget zone.On the contrary in the present study,the presence of smaller Mg17Al12particles within the nugget zone indicates higher level of material mixing from both the AZ31 and AZ91 alloys,which is an indication of a perfect joint.

Fig.2.Optical microscope images of FSWed AZ31/AZ91 joint at the cross section:(a)low magnificatio and(b)high magnification

Fig.3.Optical microscope images of the specimens collected at different regions:(a)AZ91 Mg alloy base microstructure,(b)AZ31 Mg alloy base microstructure, (c)nugget zone and base material interface at the AZ31 Mg alloy side,(d)corresponding magnifie image,(e)nugget zone and base material interface at the AZ91 Mg alloy side and(f)corresponding magnifie image.
Fig.4 shows the microhardness values obtained by measuring across the weld joint.A gradual increase in the hardness from AZ31 base material to AZ91 base material can be observed from the results.Within the nugget zone,large variations in the hardness values have been found which are due to the combined effect of fin grain structure and the presence of hard Mg17Al12phase along with some regions of AZ31.Solid solution strengthening also may contribute toward increase of hardness as the nugget zone becomes a super saturated solid solution due to the dissolution of more aluminium by reduced Mg17Al12phase.Hence,in the present study,the potential of FSW to join dissimilar metals particularly difficul to join metals such as Mg alloys(AZ31/AZ91)has been successfully demonstrated and the effect of rotational speed and feed on eliminating hot cracks was also brought out.Fig.5 shows the typical photograph of AZ31/AZ91 weld joint tensile specimen. Table 2 lists the mechanical properties of the base materials (AZ31 andAZ91 Mg alloys)and the weld joint.It is clear from the observations that the joint strength is found to be higher compared with AZ91 base material but lower when compared with AZ31.The difference was found to be statistically signifi cant at p<0.05 level.The reduced strength at the joint can be attributed to the presence of both the brittle and soft phases at the joint.Hence from these preliminary results,it can beunderstood that dissimilar Mg alloys can be joined by FSP in solid state itself and the mechanical properties of the weld joint are promising.Furthermore,investigations have been planned to assess the performance of the joint under different mechanical loading and environmental conditions.
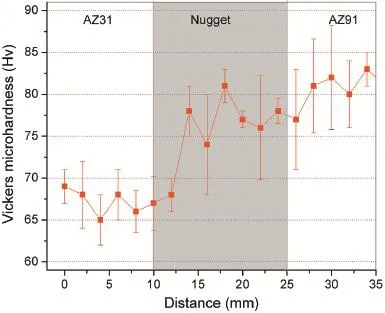
Fig.4.Microhardness measurements across the weld joint of AZ31/AZ91 Mg alloys.
4.Conclusions
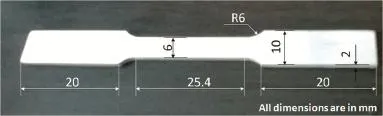
Fig.5.Typical photograph of AZ31/AZ91 weld joint specimen as per ASTM E8/E8M-11 standards.
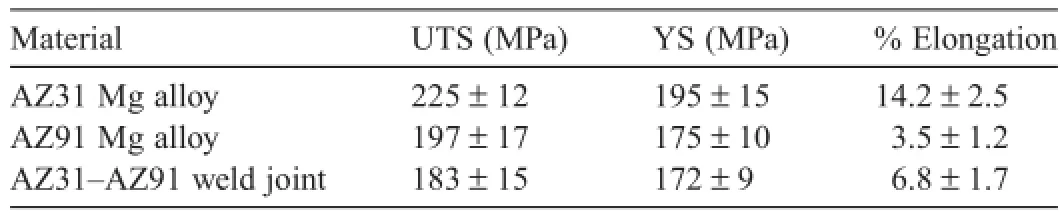
Table 2Mechanical properties of AZ31,AZ91 Mg alloys and AZ31–AZ91 weld joint (at p<0.05 significan level,all the mean differences were found to be statistically significant)
In the present study,FSW has been successfully adopted to join AZ31 and AZ91 Mg alloys and clearly demonstrated the role of process parameters to avoid the formation of hot cracks during welding.The nugget zone ofAZ31/AZ91 joint has combination of fin grains and smaller Mg17Al12particles instead of large Mg17Al12network at the grain boundaries.Increased hardness in the nugget zone can be attributed to the grain refinemen and the presence of Mg17Al12particles along with solid solution strengthening.Hence from the present study,it can be concluded that FSW can be used as a potential technique to join dissimilar Mg alloys,particularly AZ series alloys,for various structural applications.
Acknowledgements
The authors would like to thank Mr.V.Sunil Raj,Department of MME,RGUKT,Nuzvid,for helping in characterization of the samples.
[1]M.M.Avedesian,H.Baker,ASM Specialty Handbook,Magnesium and Magnesium Alloys,ASM International,USA,1999.
[2]B.L.Mordike,T.Ebert,Mater.Sci.Eng.A Struct.Mater.302(2001) 37–45.
[3]H.E.Fridrich,B.L.Mordike,Magnesium Technology,Springer, Germany,2006.
[4]F.Czerwinski,F.Czerwinski(Ed.),Welding and Joining of Magnesium Alloys,Magnesium Alloys–Design,Processing and Properties,InTech, Croatia,2011.ISBN:978-953-307-520-4.
[5]R.S.Mishra,Z.Y.Ma,Mater.Sci.Eng.R Rep.50(2005)1–78.
[6]R.S.Mishra,P.S.De,N.Kumar,Friction Stir Welding and Processing: Science and Engineering,Springer International Publishing,Switzerland, 2014,doi:10.1007/978-3-319-07043-8_2.
[7]A.C.Somasekharan,L.E.Murr,Mater.Charact.52(204)(2004)49–64.
[8]C.Y.Lee,W.B.Lee,Y.M.Yeon,S.B.Jung,Mater.Sci.Forum 486–487 (2005)249–252.
[9]ASTM Standard,E8/E8M-11.Standard Test Methods for Tension Testing of Metallic Materials,ASTM International,West Conshohocken,PA, USA,2009,doi:10.1520/E0008_E0008M-11.
[10]R.W.Messler Jr.,Principles of Welding:Processes,Physics,Chemistry and Metallurgy,Wiley India Pvt.Ltd,New Delhi,2004.
[11]R.S.Parmar,Welding Engineering and Technology,Khanna Publishers, New Delhi,2010.
Received 21 May 2015;revised 10 October 2015;accepted 15 October 2015 Available online 19 November 2015
*Corresponding author.Department of Mechanical Engineering,Rajiv Gandhi University of Knowledge Technologies(AP-IIIT),Nuzvid 521202, India.Tel.:+91 9677119819;fax:+08656 235150.
E-mail addresses:bratnasunil@gmail.com,bratnasunil@rgukt.in(B.Ratna Sunil).
http://dx.doi.org/10.1016/j.jma.2015.10.002
2213-9567/©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
©2015 Production and hosting by Elsevier B.V.on behalf of Chongqing University.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Stress corrosion cracking of high-strength AZ31 processed by high-ratio differential speed rolling
- Semi-continuous casting of magnesium alloy AZ91 using a filtere melt delivery system
- Reducing the tension–compression yield asymmetry of extruded Mg–Zn–Ca alloy via equal channel angular pressing
- Anisotropy of the crystallographic orientation and corrosion performance of high-strength AZ80 Mg alloy
- Characteristics of friction welded AZ31B magnesium–commercial pure titanium dissimilar joints
- Grain growth in calibre rolled Mg–3Al–1Zn alloy and its effect on hardness