输煤皮带跑偏的原因及防治措施
2015-01-21蔡承伟
蔡承伟

摘要:皮带机运料时跑偏属于皮带机运行缺陷,在日常生产中比较常见。由于设备本身和生产环境,导致皮带跑偏的因素复杂难辩,这对皮带的运料工作造成极大的影响。本文主要就输煤皮带机皮带跑偏的原因进行了分析,并对其发生跑偏时的处理方法进行了阐述。
关键词:输煤皮带机 跑偏 滚筒 托辊
1 输煤皮带机的原理
输煤皮带机是通过皮带连接承载机构和牵引机构,进行连续运输作业的机器。它通过摩擦原理传动皮带使之连续运输,每小时能运输上百吨甚至上千吨的物料,运输能力相当大。而且适用于各种类型的物料运输任务(比如散碎物料、块状物料等)。另外,它能适应水平运输、倾斜运输等多种运输线路。运距可以根据运输需求灵活调整,可以是几米,也可以长达几十千米。除此之外,输煤皮带机消耗动力少,运行状态相对稳定,物料装卸简单,运输效率高,服务年限长。这使得皮带运输机被广泛应用在电力、煤炭等领域。皮带运输机是运送物料的主要设备。它依靠胶带与托辊、滚筒之间的摩擦力来提供动力,不间断的运输物料。长度和宽度决定了皮带运输机的运输效率。
2 导致皮带跑偏原因分析
2.1 托辊和滚筒安装位置与设计要求不符。托辊和滚筒安装位置与输送机中心线的垂直度存在较大误差,托辊与皮带之间的摩擦力方向与皮带运行方向不平行,摩擦力朝横纵两个方向逐渐分化。皮带受横向摩擦力的影响,逐渐偏离中心线,最终导致皮带跑偏。
2.2 皮带机的张紧力调整不当。皮带空载时跑偏,重载后跑偏减弱,可初步确认是皮带机张紧力不合适所致。张力过大,皮带在传送物料时跳离托辊漂浮摆动:皮带和滚筒之间的摩擦力减弱,皮带逐渐失去用以支撑其前进的动力,并且横向移动阻力减小,最终偏离了正确的位置。
2.3 皮带接头错位,皮带质量不达标。如果皮带切口同带端不垂直,或皮带接头两端不齐,在运输物料时皮带在不均匀拉力的影响下,会从接头部位跑偏。而如果皮带本身制造质量不好或使用时间过长,使皮带两边长短不一,受到的拉力不一致,造成皮带跑偏。
2.4 非承载面存有水和物料。皮带的两侧受到的摩擦力的大小发生不一致,导致皮带跑偏。
2.5 落料点不对中。空载时皮带正常运转,载料后跑偏,一般是因为落料位置偏斜,使得皮带产生—个横向力,导致跑偏。
3 空载皮带跑偏现象及对策措施
发现皮带跑偏后,须立即卸除皮带上的物料,使之空载运行,然后从回程皮带开始,分别检查头尾部滚筒的运行状态,再顺着皮带运行方向查看承载皮带有无暗病。空载时皮带跑偏主要是皮带局部或皮带整机向一侧跑偏,也有无规律跑偏的情况,具体情况如下:
3.1 皮带局部向一侧跑偏。如果局部皮带机托辊支架安装位置不符合设计要求,或者局部托辊支架基础不平,就会出现皮带局部跑偏的现象。发现问题后,可以先沿机架边缘拉一条直线,查找故障点。发现支架基础不平,找平后再进一步调整。若跑偏故障因托辊支架不正所致,则根据t,Y,-F方法校正。假设皮带向右偏,就应该按图1箭头方向调整托辊架。在图1中,托辊的调整皮带向左偏,应该按箭头所指的方向移动托辊架。
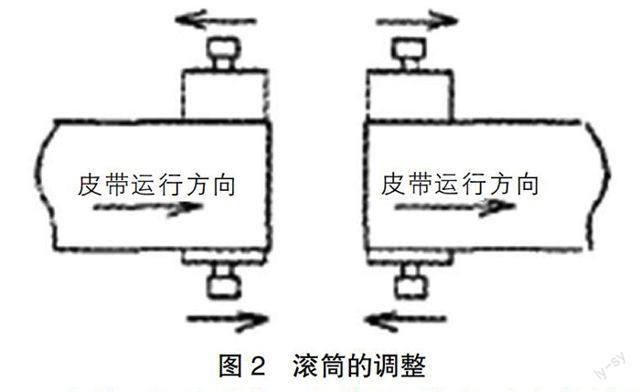
3.2 皮带整机偏向一侧运行。当皮带接头不正,或滚筒不垂直于输送机中心线时,皮带就容易偏向一侧运行。出现这种情况后,先按要求调整皮带接头,接头不正则必须按要求调整。建议参考图2箭头所示方向调整头部滚筒,按反方向调整尾部滚筒。
3.3 皮带无规律跑偏。皮带回程托辊沾有物料是导致皮带无规律跑偏的主要因素。皮带回程拖辊一旦接触物料,就会在滚筒和拖辊上形成粘块,使得滚筒、托辊两侧厚度不一致,最终造成皮带偏向一侧运行。目前针对这一现象,只能通过加设在机头卸料部位的清带器来解决这一问题。但是这种办法往往清扫不彻底,而且必须停机清理,耗时又耗力。
4 重载皮带跑偏现象及对策措施
4.1 空载时皮带正常运转,装载物料后,由于物料不对中,导致皮带逐渐跑偏。转载点处物料落在皮带一侧,对另一侧产生一个横向力,使皮带逐渐偏离原来的位置。水平面上上下皮带机的投影相互垂直时,跑偏现象比较严重。在皮带运料过程中,必须时刻注意转载点处上下皮带机的相对高度。因为物料水平速度分量随着皮带机相对高度的降低而逐渐变大,而且会对下层皮带产生更大的侧向冲击力。在这种情况下,皮带横断面上的物料开始偏斜,皮带跑偏故障由此产生,而且皮带跑偏方向与物料偏斜方向相反。为了尽力避免这一现象,设计时,上下皮带机的相对高度可适当调高。并且应该根据空间大小合理设计散料运输机的导料槽、漏斗的尺寸。通常情况下,导料槽宽度应该是皮带宽度的三分之二。建议将一挡料板焊接在落煤管內,或将自动调中式缓冲锁气器装设在皮带上部与落煤管下部之间,确保物料准确落到指定位置,防止皮带跑偏。
4.2 安装自动调心托辊组。配有调心托辊组的皮带机可自动调整位置,使物料准确下落到指定位置。它采用阻挡的形式,或通过托辊在水平面内方向转动阻挡,提供一横向推力,让皮带围绕中心自行调整位置。由于调心托辊组会缩短皮带的使用年限,因此除非上述方法不奏效,否则不建议使用该方法。
5 结论
滚筒轴线不平行、机架和托辊形位误差、皮带横截面拉力不匀,均属皮带设备安装误差,除此以外,未严格按照规定期限保养或维修皮带设备,也是一个导致输煤皮带跑偏的主要因素。首先,必须保证用相同的材料、重量和结构形式制作托辊,以免各组托辊因外形的差异使得皮带的支持力和摩擦力不均衡,导致皮带产生扭矩,最终造成皮带跑偏。皮带运行期间,须在漏斗中焊接一挡料板,或直接装配可调式挡料板,以确保落料点对中。另一方面,雨雪天气是跑偏故障高发期。降雨或降雪会降低皮带横截面的摩擦力,有雪块落入皮带和滚筒之间,会改变皮带的左右拉力。因此,皮带机运行期间,必须严密监控天气变化,提前做准备,以免皮带跑偏影响经济效益。
参考文献:
[1]樊京波,侯孝义.原料煤皮带运输机常见故障的分析与处理[J].西部煤化工,2009(11).
[2]陈贤.工程机械液压系统常见故障与排除[J].科技促进发展(应用版),2010.
[3]冯东升,陈叶荣,王传军,张金辉.皮带运输机负载模拟仿真系统研究及应用[J].电机与控制应用,2010(09).
