滑石粉在涂布白纸板面涂涂料中的应用研究
2015-01-17苏艳群刘金刚
苏艳群 杨 扬 刘金刚 王 武
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102;3.凉山州锡城滑石矿业股份有限公司,四川凉山,615000)
·滑石粉涂布应用·
滑石粉在涂布白纸板面涂涂料中的应用研究
苏艳群1,2杨 扬1,2刘金刚1,2王 武3
(1.中国制浆造纸研究院,北京,100102;2.制浆造纸国家工程实验室,北京,100102;3.凉山州锡城滑石矿业股份有限公司,四川凉山,615000)
采用滑石粉取代涂布白纸板面涂涂料中的高岭土,对比分析滑石粉不同用量对涂料流变性能及涂布白纸板成纸性能的影响。结果表明,随着滑石粉取代量的不断增加,虽然涂料的低剪切黏度有小幅度增加,但涂料的高剪切黏度却呈降低趋势;滑石粉取代高岭土后,对涂布白纸板的白度、平滑度以及表面吸水性能未产生明显影响,但明显提高了涂布白纸板印刷光泽度与光泽度的差值和印刷表面强度。在纸机试验条件下,以滑石粉取代高岭土用于涂布白纸板面涂时也明显提高印刷光泽度与光泽度的差值和印刷表面强度。
滑石粉;高岭土;涂布白纸板;面涂
(*E-mail: yanqunsu@126.com)
随着纸和纸板生产量的不断增长,白色矿物颜料的消费量也在不断增长,这种消费量的增长,使得本就短缺的优质水洗高岭土供应变得更加紧张。因此,有必要寻找一种质优价廉的水洗高岭土替代品来满足涂布纸和纸板正常生产的需要。
许多实验研究和生产实践表明,滑石粉是可以代替水洗高岭土生产涂布纸和涂布纸板的优质颜料[1-3]。滑石粉粒子形态与高岭土相似,均具有片状结构和较大的长径比,这些性能可以提供给涂布纸较好的纤维遮盖率和光学性能,可部分或全部替代高岭土用于不同光泽度要求的颜料涂布印刷纸和纸板。
在本研究中,分别在实验室实验和纸机生产试验两种条件下,采用滑石粉取代涂布白纸板面层涂料中的高岭土,对比分析滑石粉不同用量对涂料流变性能及涂布白纸板成纸性能的影响,以评估滑石粉取代高岭土在涂布白纸板面层涂料中应用的可行性。
1 实 验
1.1 实验原料
高岭土,产自茂名;95级重质碳酸钙(GCC),兖州高旭化工有限公司;滑石粉T90,凉山州锡城滑石矿业股份有限公司;丁苯胶乳,陶氏化工有限公司;保水剂CMC,江阴市恒达化工有限公司;分散剂;润滑剂;抗水剂;消泡剂;涂布原纸板(含预涂层),杭州华胜纸业有限公司。
1.2 实验仪器
SediGraph Ⅲ V1.04粒度仪,美国;NDJ-5S黏度计,上海;GFJ-0.4高速分散机,上海;日立S-3400N扫描电镜,日本;25FC-200E超级压光机,日本 ;Gemini2旋转流变仪,英国;KRK2223实验涂布机,日本。
1.3 实验方法
1.3.1 颜料基本性能测定
按照GB/T 14563 高岭土及其试验方法测定了滑石粉和高岭土的粒度、白度、色度、pH值、325目筛余物、磨耗值、吸油值以及最佳分散条件。同时拍摄了滑石粉和高岭土的电镜照片。
1.3.2 面涂涂料制备和性能测定
按照表1所示配方制备了实验室面涂涂料,涂料固含量为61.0%。
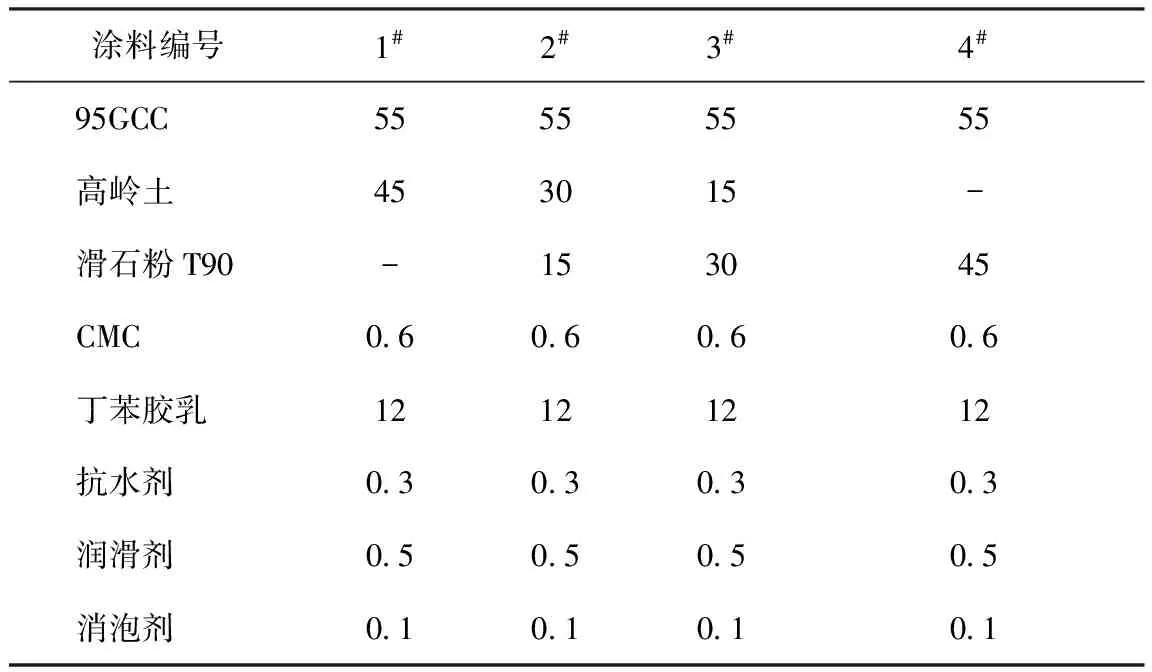
表1 实验室面涂涂料配方组成 份
涂料低剪切黏度:采用NDJ-5S黏度计测定,测定温度为25℃,测定转速为60 r/min。
涂料高剪切黏度:采用Gemini2旋转流变仪测定,锥板,剪切速率1~20000 s-1。
1.3.3 纸张涂布和涂布纸性能测定
实验室纸张涂布:在KRK2223实验涂布机上进行。采用刮刀涂布,通过调整刮刀角度获得要求的涂布量,面涂涂布量为10 g/m2。
实验室纸张压光:在25FC-200E实验超级压光机上进行,压光温度70℃,转速30 r/min。
按照GB/T 10335.4—2004涂布纸和纸板中规定的方法测定涂布白纸板的常规物理性能。
2 结果与讨论
2.1 滑石粉的基本性能
对于造纸涂布用面涂颜料而言,一般要求颜料具有的白度尽量高、杂质含量低以及易于分散等特征。图1给出了高岭土和滑石粉的扫描电镜照片。表2给出了高岭土和滑石粉两种造纸涂布用面涂级颜料的基本性能。
从图1看出,高岭土完全由薄片状结构的粒子组成,而滑石粉粒子虽然整体看也是呈片状结构,但其中的片状有薄有厚。两种颜料虽然在形态结构上存在差异,但均为片状结构颜料,为获得较好的涂布性能提供可能。
从表2可以看出,高岭土和滑石粉T90主要在白度性能上表现出一定差异性,在颜料分散性、粒度分布以及杂质含量(325目筛余物)方面并没有表现出明显差异性。具有较高白度的滑石粉T90用于纸张面涂涂料中时,有助于减少面涂涂料中增白剂的用量,进而为降低涂布白纸板的生产成本提供可能。
2.2 实验室条件下滑石粉取代高岭土对涂料性能的影响
根据表1面涂涂料配方制备了相应的涂料,其性能如表3所示。从表3的结果看,在涂料固含量相近的条件下,随着涂料配方中滑石粉用量的不断增加,涂料的低剪切黏度呈增加趋势,但增加幅度有限。图2给出了4种面涂涂料的高剪切流变性能。根据图2给出的结果,整体上看,当涂料配方中的高岭土不断被滑石粉取代时,随着剪切速率的不断增加,涂料的高剪切黏度变化趋势基本一致;但从局部高剪切速率范围看(图2中的小图),随着滑石粉取用量的不断增加,涂料的高剪切黏度不断降低。

表2 颜料的基本性能

表3 面涂涂料性能
总的来看,滑石粉取代面涂涂料中的高岭土时,随着取代量的不断增加,虽然涂料的低剪切黏度有小幅度增加,但涂料的高剪切黏度却呈降低趋势,这一点表明,采用滑石粉取代高岭土不仅不会对涂料的涂布运转性能产生不利影响,相反在保证同样高剪切黏度的条件下,用滑石粉取代高岭土后可以进一步提高涂料的固含量,以获得更好的涂布效果。
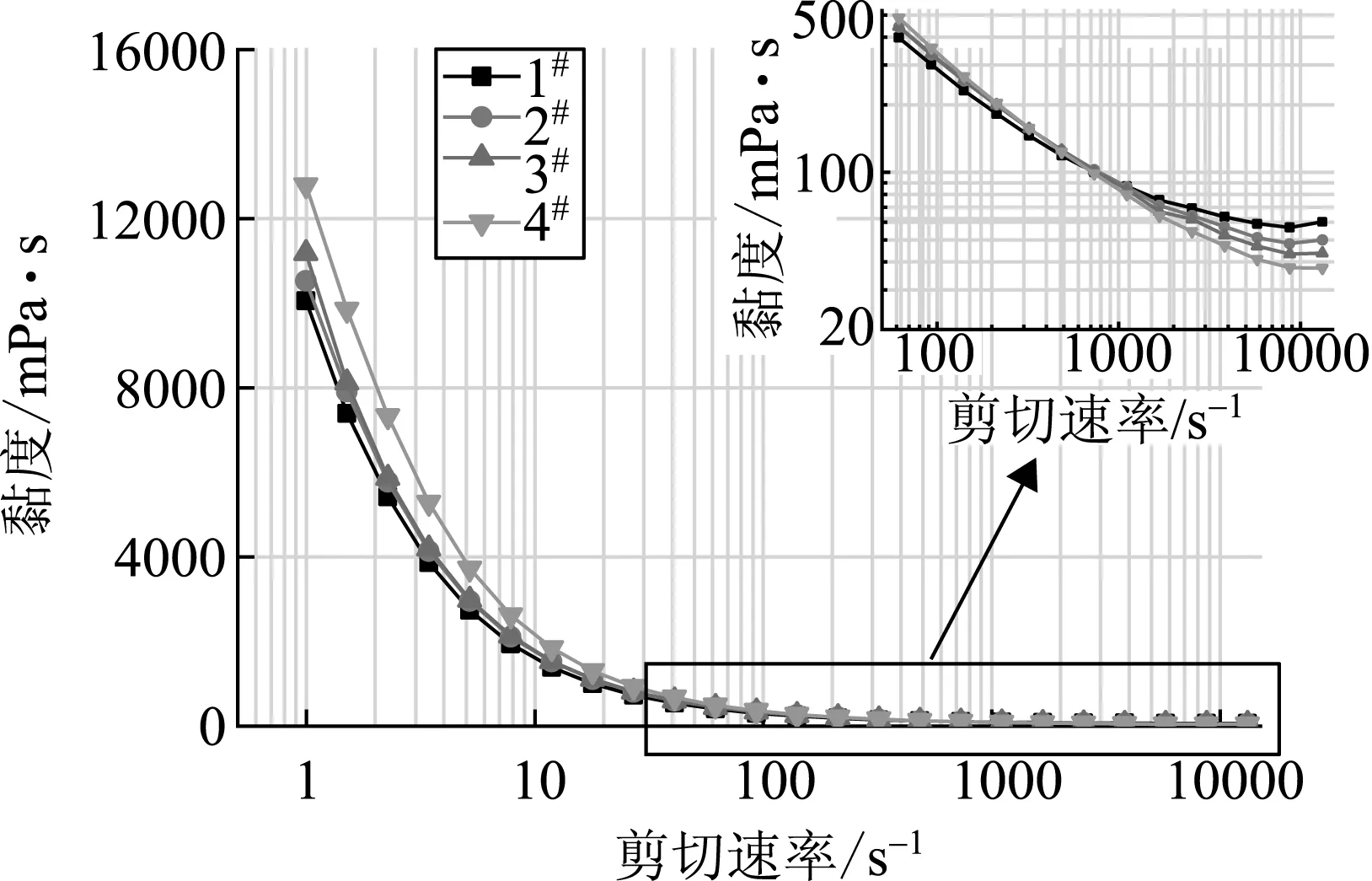
图2 涂料高剪切黏度
2.3 实验室条件下滑石粉取代高岭土对涂布白纸板性能的影响
涂布采用刮刀在含预涂层的白纸板原纸上进行,涂布量控制在10~12 g/m2。按照涂料配方1#~4#涂布后对应的纸样编号为1#~4#。涂布后纸板性能如表4所示。从表4可知,滑石粉取代高岭土后,对涂布白纸板的白度、平滑度以及表面吸水性能未产生明显影响,但对其光泽度性能和印刷表面强度产生了一定影响。
图3所示为实验室条件下,滑石粉取代高岭土对涂布白纸板光泽度的影响。从图3可以看出,随着滑石粉取代高岭土量的不断增加,虽然涂布白纸板的光泽度不断降低,但其光泽度差值不断增加,因此最终的印刷光泽度并没有表现出明显降低。这一结果表明,滑石粉用于涂布白纸板的面涂较高岭土更易形成致密的涂层结构,从而有利于最终印刷光泽度的提高。

图3 滑石粉用量对光泽度的影响
图4所示为实验室条件下滑石粉取代高岭土对涂布白纸板印刷表面强度的影响。从图4可以看出,滑石粉取代高岭土对涂布白纸板印刷表面强度的正面影响是比较明显的。这一结果表明,在涂布白纸板印刷表面强度不变的条件下,采用滑石粉取代高岭土可以适当降低涂料配方中的胶乳用量,一方面可以达到降低生产成本的目的,同时也可以进一步弥补含滑石粉涂料所导致的光泽度低的问题。
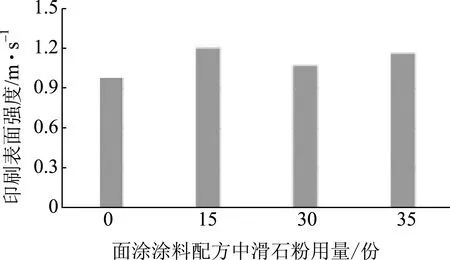
图4 滑石粉用量对印刷表面强度的影响
2.4 纸机试验条件下滑石粉取代高岭土对涂布白纸板性能的影响
在实验室条件下,当面涂涂料配方中95GCC用量不变的条件下,从涂料性能和涂布白纸板性能综合来看,以滑石粉部分或完全取代配方中的高岭土是可行的。为了进一步确认和分析这种可行性,进行了生产试验。生产试验所采用的面涂涂料配方如表5所示,所配涂料固含量为57.5%。试验纸机基本条件:幅宽2.8 m,车速275 m/min,三次刮刀涂布,底涂涂布量9~10 g/m2,中涂涂布量24~28 g/m2,面涂涂布量8~15 g/m2。生产试验涂布白纸板的性能如表6所示。

表4 实验室条件下滑石粉取代高岭土涂布白纸板的性能
注 *光译度差值指印刷光泽度与光泽度的差值;**印刷表面强度采用中黏度油墨测定;下同。

表5 生产试验面涂涂料配方组成 份

表6 生产试验涂布白纸板性能
从表6可以看出,滑石粉取代高岭土后对涂布白纸板性能的影响与实验室的结果基本一致,以24份滑石粉取代面涂涂料中的高岭土后,成品涂布白纸板的光泽度虽然有所降低,但印刷光泽度没有出现降低,且光泽度差值从40%提高到49%,出现这一结果的可能原因是滑石粉取代高岭土后形成的涂层结构更加紧密所致。以滑石粉取代高岭土后,涂布白纸板的印刷表面强度有显著提高,从1.85 m/s增加至2.16 m/s。此外,本次生产试验的涂布白纸板作为正常产品发货给用户后,在后续跟踪调查过程中并没有得到产品质量发生变化以及印刷效果有异常的反馈。
3 结 论
采用滑石粉取代涂布白纸板面层涂料中的高岭土,对比分析了滑石粉不同用量对涂料流度性能及涂布白纸板性能的影响。
3.1 与高岭土相比,滑石粉颜料的分散性和粒度分布并没有明显的差异性,但具有白度相对较高的特点。
3.2 实验室条件下,滑石粉取代涂布白纸板面涂涂料中的高岭土时,随着取代量的不断增加,虽然涂料的低剪切黏度有小幅度增加,但涂料的高剪切黏度却呈降低趋势。
3.3 实验室条件下,滑石粉取代高岭土后,对涂布白纸板的白度、平滑度以及表面吸水性能未产生明显影响,但可以明显提高涂布白纸板的光泽度差值和印刷表面强度。
3.4 在纸机生产试验条件下,以滑石粉取代高岭土,涂布白纸板的印刷光泽度与光泽度的差值和印刷表面强度得到明显提高。
[1] Zhang Shuxia. Preliminary study of talcum used as a coating pigment[J]. Tianjin Pulp and Paper, 2013 (2): 14. 张淑霞. 关于滑石粉用作涂布颜料的初探[J]. 天津造纸, 2013 (2): 14.
[2] PENG Jian-jun. Coating talc does not have to have poor rheology[J]. World Pullp and Paper, 2004, 23(6): 13. 彭建军. 涂布滑石粉流变性的改进[J]. 国际造纸, 2004, 23(6): 13.
[3] WANG Li-jun, CHNAG-keun KIM. Improvement of ink gloss and ink scuffing of matte coated paper[J]. China Pulp & Paper, 2006, 25(11): 1. 王立军, 金昌根. 改善无光泽涂布纸印刷光泽度和油墨耐摩擦性的研究[J]. 中国造纸, 2006, 25(11): 1.
[4] Song Baoxiang, Di Hongwei. The functional properties, application prospect and development of talc used in paper industry[J]. China Pulp and Paper Industry, 2008, 29(15): 48. 宋宝祥, 狄宏伟. 造纸滑石的功能特性及其产品的开发与应用前景[J]. 中华纸业, 2008, 29(15): 48.

(责任编辑:常 青)
Application of Talc in the Top Coating of Coated Paperboard
SU Yan-qun1,2,*YANG Yang1,2LIU Jin-gang1,2WANG Wu3
(1.Chian National Pulp and Paper Research Institute, Beijing, 100102; 2.National Engineering Lab for Pulp and Paper,Beijing, 100102; 3.LiangshanXichengTalcMiningLimitedCompany,Liangshan,SichuanProvince, 615000)
The rheology of coatings and the properties of the coated board were studied when the kaolin in the top coating formula was replaced by the talc. The results showed that the low shear viscosity of the coatings incresed slightly and the high shear viscosity fell obviously with the amount of talc increasing . The brightness, smoothness and surface water absorption of the coated board were almost unchanged when kaolin was substituted by talc. However, the delta gloss and printing surface strength were improved distinctly. In the paper machine trial, the delta gloss and printing surface strength of the coated board were also increased obviously when talc took the place of kaolin in the top coating formula.
talc; kaolin; coated paperboard; top coating
苏艳群女士,高级工程师;主要研究方向:颜料加工、湿部化学、涂布加工等。
2014- 12- 13(修改稿)
TS727
A
0254- 508X(2015)05- 0001- 04
