牵切技术对苎麻常规纺纱质量的影响
2015-01-09关赛鹏杨陆燕郁崇文东华大学纺织学院上海060上海工程技术大学管理学院上海060东华大学纺织面料技术教育部重点实验室上海060
关赛鹏,杨陆燕,郁崇文,3*(.东华大学纺织学院,上海 060;.上海工程技术大学管理学院,上海 060;3.东华大学纺织面料技术教育部重点实验室,上海 060)
牵切技术对苎麻常规纺纱质量的影响
关赛鹏1,杨陆燕2,郁崇文1,3*
(1.东华大学纺织学院,上海 201620;
2.上海工程技术大学管理学院,上海 201620;
3.东华大学纺织面料技术教育部重点实验室,上海 201620)
针对苎麻常规纺纱过程中,超长纤维比例高、纤维长度不匀大而导致成纱条干差、毛羽多的问题,本文对苎麻常规纺纱工艺中的初精梳条进行牵切,以降低其超长纤维比例,改善纤维长度整齐度,并在细纱工序采用非滑溜牵伸,从而使苎麻成纱质量得到显著提高,并大大缩短了纺纱工艺流程。
苎麻;初精梳条;牵切;超长纤维;长度整齐度
近年来,“环保理念”越来越深入人心,绿色无污染的天然纤维资源的开发与利用顺应潮流,发展迅速。苎麻被誉为 “中国草”,适宜纺织各类卫生保健用品,是一种优良的纺织原料。其织物也具有粗犷、挺括、典雅、轻盈、凉爽、透气、抗菌、保健等优点,穿着服用性能良好,优越性与独特风格是别的织物无法比拟的。
苎麻纤维纺纱时的平均长度在110mm左右,且还有很多长度达200mm左右的超长纤维,纤维长度整齐度差,因此,为避免牵伸不开而出现“硬头”,常规苎麻纺纱过程中细纱工序必须采用滑溜牵伸,从而影响了牵伸时对纤维的控制作用导致成纱条干恶化;此外,超长纤维易形成弯钩,且因其与其它纤维的抱合力差易形成毛羽[1]。针对这样的问题,本文对苎麻常规纺纱工艺中的初精梳条进行牵切,以降低其超长纤维比例,改善纤维长度整齐度,使细纱工序可采用非滑溜牵伸以加强牵伸过程中对纤维运动的控制,从而改善成纱条干。再者,减少了因超长纤维形成弯钩、抱合力差而导致的毛羽增多,进而使苎麻成纱质量得到显著提高,并大大缩短了纺纱工艺流程。
1 牵切工艺
本实验采用的麻纺牵切机如图1所示。

图1 麻纺牵切机示意图Fig.1 Structural diagram of stretch breaking equipment
牵切机示意图如图1所示,iv区是喂入区,苎麻初精梳条由喂入罗拉送入牵切机构;Ⅳ是预牵伸区,喂入的初精梳条在此区通过罗拉牵伸,纤维得到初步的伸直平行;Ⅲ区是主牵伸区,初精梳条中纤维在这个区域中进一步被伸直平行;Ⅱ区是预牵切区,部分长度大于该区隔距的纤维被拉断;Ⅰ区是主牵切区,该区前后罗拉表面速度差异大,且罗拉钳口对纤维握持力足够,因此使长度超过该区隔距的纤维发生断裂[2];i区是出条区,牵切后的初精梳条由导条罗拉导出成条。牵切后初精梳条中纤维的长度主要受主牵切区隔距 L1,预牵切区隔距 L2,主牵切区牵切倍数E1及各罗拉加压 P等参数的影响,因此,可根据纺纱需要,调节各参数,以得到所需纤维长度的牵切条。由于预牵切区隔距与主牵切区隔距相同或成整数倍数时[3],牵切条纤维的各项长度指标较优,因此,本文牵切工序的主要工艺参数设置如表1所示。

表1 牵切主要工艺参数Tab.1 Parameters of stretch breaking
初精梳条经牵切后制成的条子称为牵切条,分别测试了初精梳条、牵切条的质量指标,其中初精梳条牵切前后的麻粒、硬条指标如图 2所示,初精梳条、牵切条纤维长度分布指标分别如图3、4所示。
从图2中可以看出,初精梳条、牵切条的麻粒、硬条基本接近。对比图 3与图4可以看出,苎麻初精梳条经过牵切后,纤维长度分布更加集中,长度整齐度大大改善,基本消除了长度超过110mm的超长纤维,这使得苎麻纺纱在细纱工序可采用非滑溜牵伸以加强牵伸过程中对纤维运动的控制,从而改善成纱条干,再者,减少了因超长纤维形成弯钩、抱合力差而导致的毛羽增多,进而为苎麻成纱质量的提高提供了保证。

图2 苎麻初精梳条牵切前后的麻粒、硬条指标Fig.2 Appearance of combed ramie silvers and stretch-broken ramie silvers

图3 初精梳条纤维长度分布Fig.3 Distribution of fiber length of combed silvers

图4 牵切条纤维长度分布Fig.4 Distribution of fiber length of stretch-broken silvers
2 采用牵切技术后的苎麻精梳纺纱工艺流程
(1)常规苎麻长纺工艺流程为:原麻→脱胶→开松→梳麻→预并Ⅰ→预并Ⅱ→初精梳→针梳→复精梳→针梳(4道)→粗纱→细纱。
(2)采用牵切技术后的苎麻纺纱工艺流程为:原麻→脱胶→开松→梳麻→预并Ⅰ→预并Ⅱ→初精梳→牵切→针梳 (2道)→粗纱→细纱。
本文将经工艺流程 (1)纺制的纱称为常规苎麻精梳纱,经工艺流程 (2)纺制的纱称为牵切苎麻精梳纱,以上两种精梳纱的细度均为27.8tex(即36公支)。对比以上工艺流程可知,采用牵切技术后,虽然多了一道牵切工艺,但是少了复精梳和三道针梳工艺,纺纱流程大大缩短,还可减少因复精梳工序导致的精梳落麻。
3 采用牵切技术后的半成品质量
分别对牵切苎麻精梳纱、常规苎麻精梳纱的末道针梳条和粗纱的质量指标进行测试、对比。其中,牵切苎麻精梳纱、常规苎麻精梳纱的末道针梳条质量指标如表 2所示,粗纱质量指标如表3所示。

表2 牵切与常规苎麻精梳纱末道针梳条质量对比Tab.2 Quality comparison of the last silvers
从表2中可以看出,牵切与常规纺纱末道针梳条的麻粒、硬条基本接近。与常规纺纱末道针梳条相比,牵切纺纱末道针梳条纤维长度不匀由44.40%降低到28.35%,长度超过110mm的超长纤维比例由18.06%减少到0.05%,超长纤维基本消除。
从表3中可以看出,由于牵切后条子内在质量的改善,牵切纱粗纱的重量不匀率、重量偏差及条干不匀率均优于常规纱。

表3 牵切与常规苎麻精梳纱粗纱质量对比Tab.3 Quality comparison of the rovings
4 成纱质量对比
采用牵切技术后,末道针梳条纤维长度不匀由44.40%降低到28.35%,长度超过110mm的超长纤维比例由18.06%减少到0.05%,超长纤维基本消除,因此细纱工序可以采用非滑溜牵伸代替滑溜牵伸,以加强对牵伸过程中对纤维运动的控制。在细纱工序中,除非滑溜牵伸外,牵切苎麻精梳纱与常规苎麻精梳纱其他工艺参数相同。

表4 细纱主要工艺参数Tab.4 Parameters for ring spinning
分别测试了常规纱和牵切纱的断裂强度、强度不匀、断裂伸长率、条干、粗细节、麻粒和毛羽等指标。测试结果如表5、6、7所示。

表5 成纱拉伸性能对比Tab.5 Comparison of yarn tensile properties

表6 成纱外观性能对比Tab.6 Comparison of yarn appearances

表7 成纱毛羽对比 (根/10m)Tab.7 Comparisons of yarn hairiness
从表5中可以看出,相比于常规苎麻精梳纱,牵切苎麻精梳纱的断裂强度提高8.8%,强度不匀降低5.6%,断裂伸长率提高6.9%;从表6、7中可以看出,由于牵切苎麻精梳纱的末道针梳条纤维长度整齐度的大大改善,超长纤维的基本消除,以及细纱工序采用的是非滑溜牵伸,使得牵切苎麻精梳纱的条干和毛羽性能也大大优于常规苎麻精梳纱。相比于常规苎麻精梳纱,牵切苎麻精梳纱的条干不匀降低 14.3%,细节减少 21.23%,粗节减少 18.99%,麻粒减少16.43%,3mm以上毛羽数减少31.74%。可以明显看出,采用牵切技术后,苎麻精梳纱的成纱质量得到了显著提高,尤其是条干和毛羽性能。
5 结论
(1)苎麻初精梳条经过牵切后,纤维长度分布更加集中,长度整齐度大大改善,进而为苎麻成纱质量的提高提供了保证。
(2)采用牵切技术后,虽然多了一道牵切工艺,但是少了复精梳和三道针梳工艺,纺纱流程大大缩短,还减少了因复精梳工序导致的精梳落麻。
(3)与常规纺纱末道针梳条相比,牵切纺纱末道针梳条纤维长度不匀由 44.40%降低到28.35%,长度超过110mm的超长纤维比例由18.06%减少到0.05%,超长纤维基本消除。牵切苎麻精梳纱粗纱的重量不匀率、重量偏差及条干不匀率均优于常规纱。
(4)相比于常规苎麻精梳纱,牵切苎麻精梳纱的断裂强度提高 8.8%,强度不匀降低5.6%,断裂伸长率提高6.9%;条干不匀降低14.3%,细节减少21.23%,粗节减少18.99%,麻粒减少16.43%,3mm以上毛羽数减少31.74%。可以明显看出,采用牵切技术后,苎麻精梳纱的成纱质量得到了显著提高,尤其是条干和毛羽性能。
[1]赵睿哲,郁崇文.苎麻麻条牵切工艺初探 [J].中国麻业,2004,26(1):27-30.
[2]Doguo-I.The Mechanics of Stretch Breaking[J].Textile Research Journal,1972,42(7):419-426.
[3]钟海.棉型苎麻牵切纺纱工艺研究 [D].上海:东华大学,2013.
Influence of Stretch-Breaking on Quality of Ramie Yarn
GUAN Sai-peng1,YANG Lu-yan2,YU Chong-wen1,3*
(1.College of Textiles,Donghua University,Shanghai 201620,China;
2.College of Management,Shanghai University of Engineering Science,Shanghai 201620,China;
3.Key Laboratory of Textile Science&Technology Ministry of Education,Donghua University,Shanghai 201620,China)
Because of the high ratio of long fiber and the poor uniformity of fiber length,the quality of ramie yarn is not good,especially with poor yarn evenness and much hairiness.In this paper,the recombed silvers of ramie were stretch-broken to reduce the long fiber proportion and improve the fiber uniformity,and then non-slip drafting was used in spinning.The results showed that both the quality and the spinning efficiency of the ramie yarn were highly improved.
ramie;the silvers of ramie re-combed;stretch-breaking;long fiber;the uniformity of fiber length

2015年1月麻类纤维及麻制品进出口情况统计资料
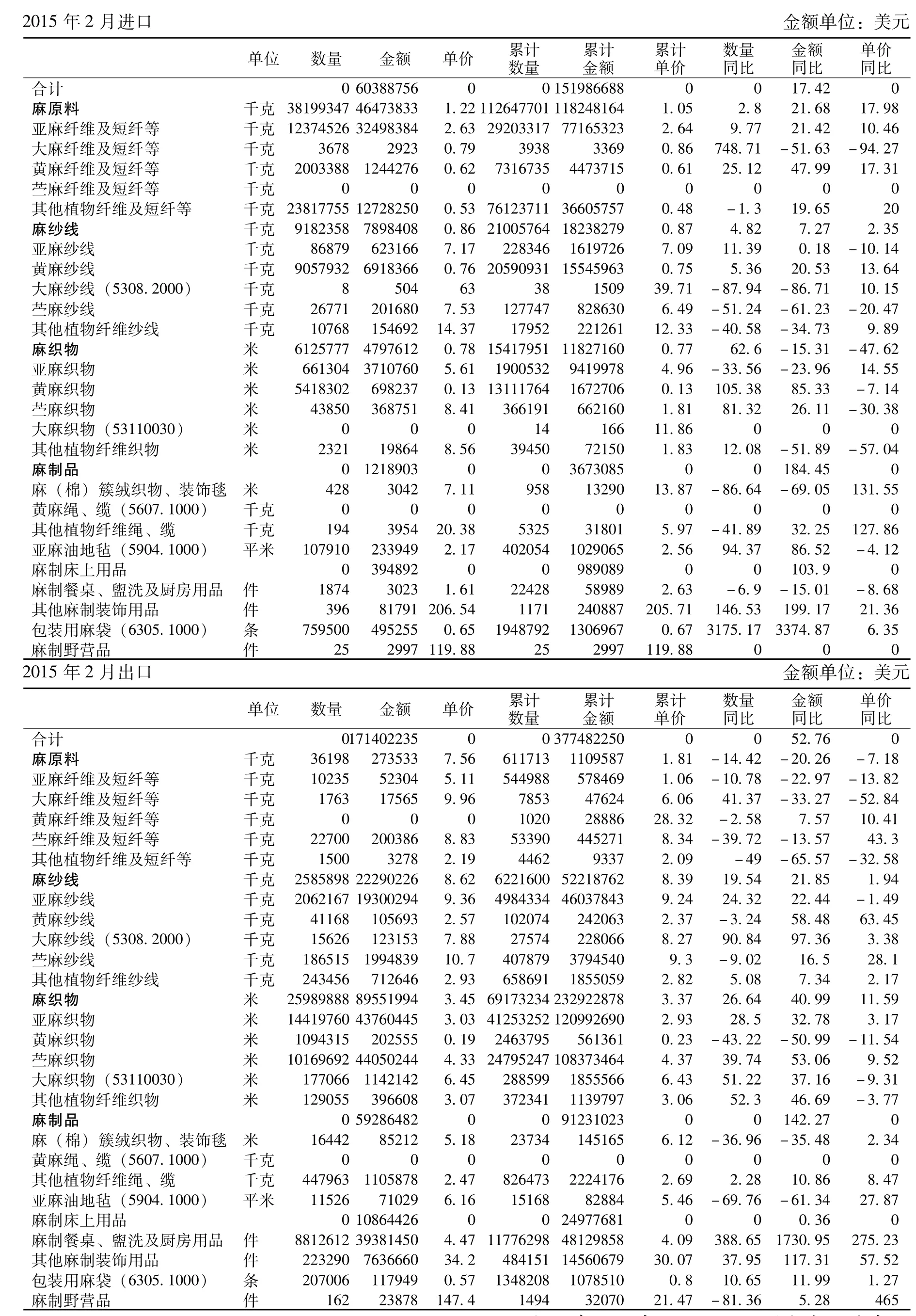
2015年2月麻类纤维及麻制品进出口情况统计资料
S563.1
A
1671-3532(2015)02-0106-05
2015-03-06
国家自然科学基金资助项目 (51173023);国家麻类产业技术体系建设专项 (CARS-19)
关赛鹏 (1990-),男,硕士在读研究生。Email:740178088@qq.com。
*通讯作者:郁崇文 (1962-),男,教授,博导,主要从事研究纤维集合体成型的有关理论与技术、新型纺纱技术及相关理论、天然纤维资源的开发利用等。E-mail:yucw@dhu.edv.cn。
