废边卷取机传动装置改进
2015-01-06周志强张幸生赵开尧
周志强 张幸生 朱 波 王 勇 赵开尧
(宁波宝新不锈钢有限公司 浙江宁波)
一、引言
废边卷取机作为板带冷轧厂精整机组的重要设备,其工作的稳定性、可靠性直接影响整套机组的工作效率。公司1#拉矫机组是2003年从德国SUNDWIG公司引进的成套设备,投产初期由于废边卷设备状态不稳定、卷轴卡死和侧挡板螺栓断裂故障频繁,严重影响了机组产能的发挥。解决废边卷取机卷轴卡死和侧挡板螺栓断裂问题,成为当时设备人员的当务之急。
二、废边卷取机结构、功能介绍
板带冷轧厂精整机组为了满足客户定制带钢宽度以及轧制毛边切除的要求,需要对带钢必须进行切边作业。带钢通过圆盘剪切除多余的废边丝,废边丝通过废边导槽引入废边卷取机芯轴上缠绕,废边卷取机由电机驱动旋转将杂乱无章的废边丝卷成废边卷。
1#拉矫机组废边卷取机由电机驱动,通过齿形皮带带动皮带轮和衬套,衬套和侧挡板由6颗M16的螺栓连接,通过导向键将转动力传递到卷轴上,使卷轴进行卷废边丝作业。卷轴上方有一根压辊,作用是将卷起的废边卷压紧。当废边卷达到规定的卷径后进行卸卷作业,此时卷轴沿着导轨轴向抽出(电机、皮带轮、衬套、侧挡板不动),将卷紧的废边卷倒出(图1)。
三、废边卷取机存在问题、原因分析及改进措施
1.废边卷取机卷轴卡死
废边卷取机改造前,卷轴是靠3个单独的导向键传动(图2a),由于卷轴和导向键接触面积小,加上卷轴移动频繁,而且卸废边卷时卷轴要进行正、反转,因此导向键和卷轴容易磨损,磨损后造成卷轴和导向键错位卡死。
对废边卷取机卷轴和导向键进行改造(图2b、图3),增加卷轴和导向键的接触面积,另外在接触面上增加加油孔,减少卷轴和导向键的磨损,使废边卷取机连接可靠。

图1 拉矫机组废边卷取机
2.废边卷取机侧挡板螺栓断裂

图2 废边卷取机卷轴和导向键
侧挡板单个螺栓抗剪强度校验,螺栓材料为Q235,查表得σs=240 N/mm2,τ=σs/S=200 MPa。因为τ=Fs/[π/(4d02)m],所以Fs=30772 N。式中Fs单个螺栓所受的横向工作载荷(N),τ抗剪切强度,d0螺栓剪切面的直径,m螺栓受剪面数。因为Fs=KfT/fs(r1+r2+r3+…+rn), 所以可求得T=1968.6 N·m,式中T螺栓阻抗力矩,Kf安全系数,Kf=1.1~1.5,fs接合面间摩擦系数 ,fs=1.1~0.16,r各 螺栓中心与侧挡板中心距离,1、2、3 为螺栓序号。
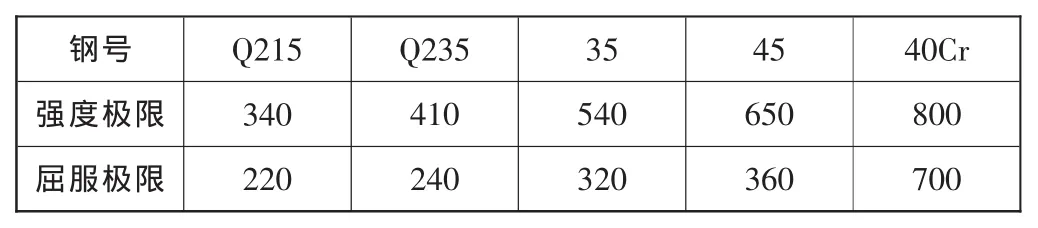
表1 紧固件常用材料力学性能 N/mm2
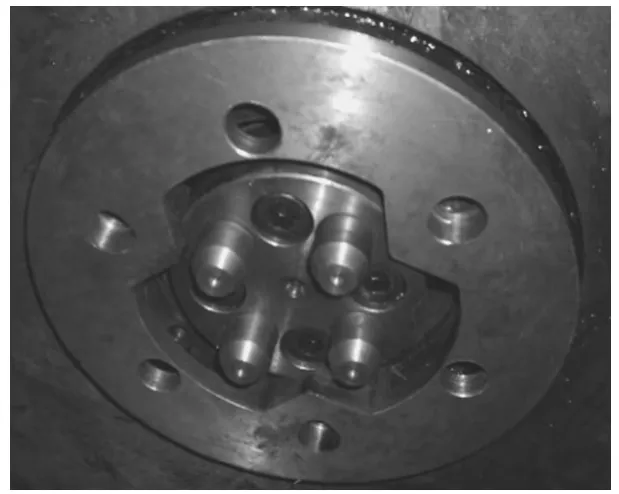
图3 改造后卷轴与导向键配合形式
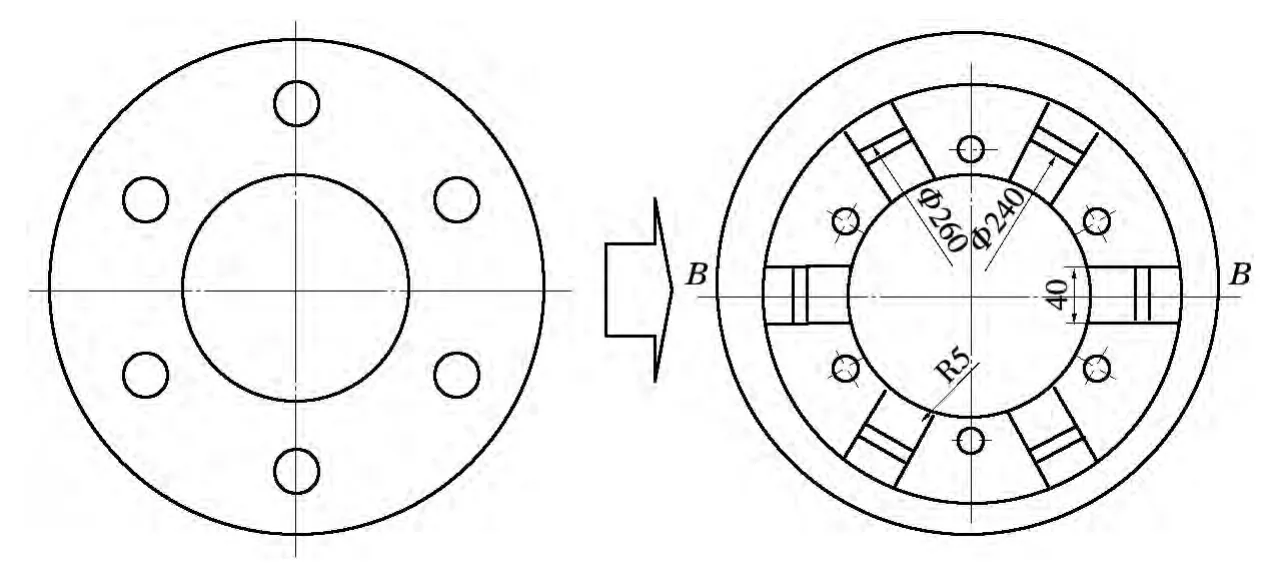
图4 原平面连接改成台阶面连接

图5 制做新轴套及圆盘
由计算得到6颗固定螺栓的阻抗力矩T=1968.6 N·m,而废边卷取机驱动电机输出力矩T1=2500 N·m,所以当废边丝卡住时,T1>T, 螺栓断裂。废边机侧挡板和衬套的连接面,由原来的平面连接改成台阶面连接(连接面采用过渡配合,图4),这样螺栓受的剪切力就几乎全部消除,有效的防止了螺栓容易断裂的设计缺陷。设计制做新轴套及圆盘(图5),将其配合形式改为嵌入式,以提高其连接强度。
四、效果检查
经过上述改进,自2008年9月11日起至今未发生废边卷取机卷轴卡死故障以及废边卷取机侧挡板螺栓断裂问题,设备可靠性大大增加。废边卷取机的成功改进,也减少了1#拉矫机组得故障。
