高线产品的质量控制与发展
2015-01-06田晓霞
□ 田晓霞
高线产品的质量控制与发展
□ 田晓霞
重点介绍了安钢高线产品的质量控制现状及产品开发的发展方向和定位,分析了产品技术特点,对产品的未来发展进行了展望。
高速线材;产品质量;研发方向
一、前言
安钢高线于2001年7月30日建成并投产,轧线高速区主体设备引进美国摩根公司第六代轧机,预精轧机、精轧机和减定径机采用2×2+8+4布置型式,所有规格产品均通过减定径机轧出,在国内处于领先水平。产品大纲为直径5.5~20mm盘条。品种包括碳素结构钢、优质碳素结构钢、合金结构钢、冷墩钢、弹簧钢、焊条钢、轴承钢和建筑用钢八大系列[1]。
与其建设配套的炼钢设备有100 t交流竖式电弧炉1座,100 t LF钢包精炼炉2座,6机6流150mm×150mm方坯连铸机1台。2003年和2004年分别新增VD真空脱气装置和100 t顶底复吹氧气转炉1座,2005年引进结晶器液面自动控制技术。精炼(LF、VD)、电磁搅拌和液面自动控制技术的应用,为生产优质洁净钢奠定了基础,具备了高品质制品用盘条的生产能力。
二、产品现状
安钢高线投产以来,大力开发新特产品,秉承“研发一批、稳定一批、投产一批、储备一批”的研发理念,技术科研部门和工程技术人员联合进行“二次创新”和自主创新,到2014年品种比达到99%以上,产品布局见表1。
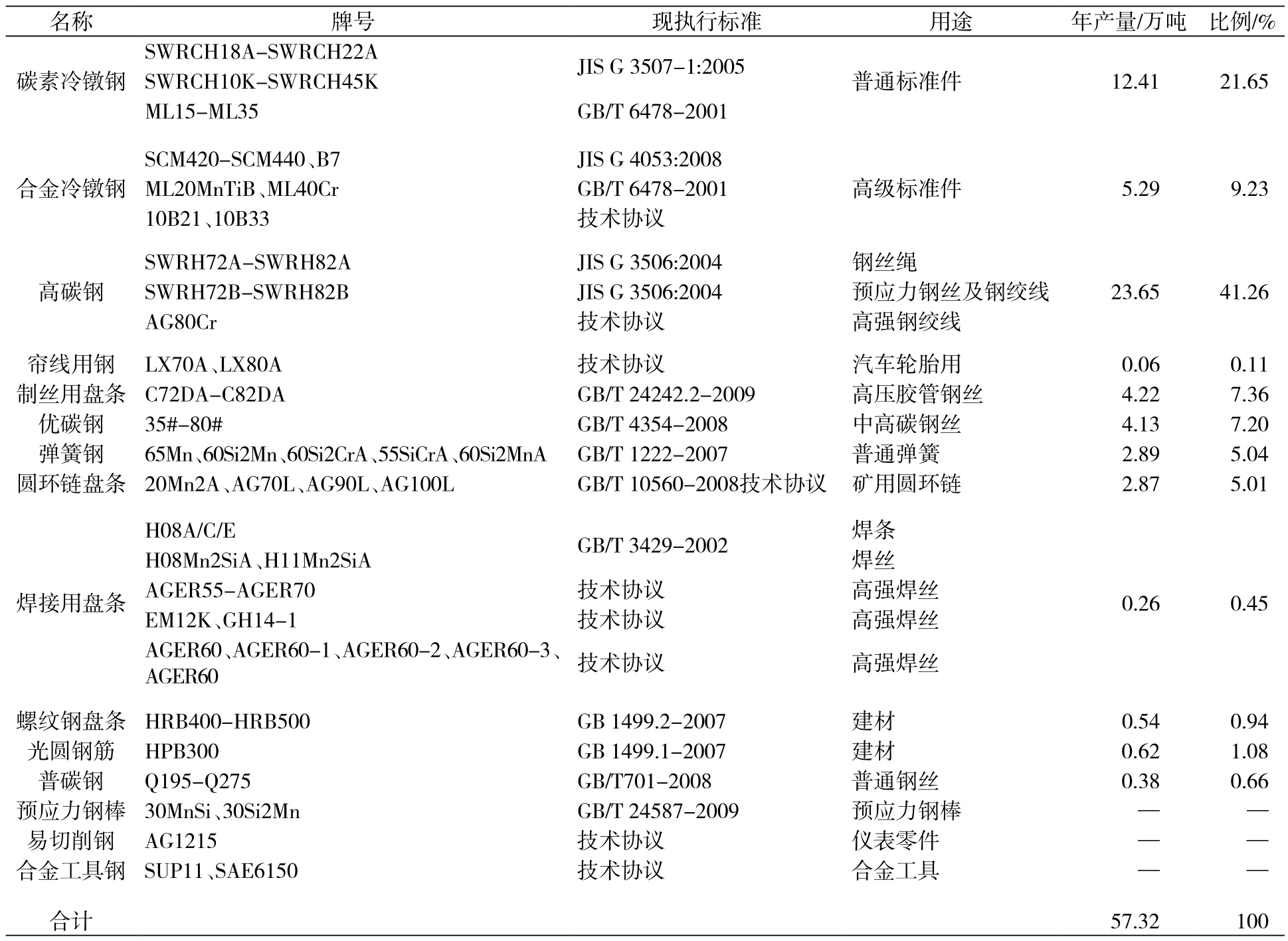
表1 2014年高线盘条产品一览表
从表1看,目前安钢高线盘条产品主要为制品用高碳钢(41.26%)、冷墩标准件用钢(21.65%)。其他比例较高的为合金冷墩钢(9.23%)、制丝用盘条(7.36%)、优质碳素结构钢(7.20%)、弹簧钢盘条(5.04%)、圆环链用钢(5.01%)。产量相对较少的钢帘线用盘条(0.11%)和焊接用盘条(0.45%)。
三、产品技术特点
安钢高线在研发过程中,结合自身的工艺装备、工艺流程和产品技术要求,形成了以SWRCH35K冷墩用钢、SWRH82B预应力钢丝及钢绞线用钢为代表的优质拳头产品,呈现出了较为科学的生产工艺和技术特点。
1. 冷镦钢
安钢冷墩钢盘条主要包括碳素冷墩钢和合金冷墩钢,其主要产品牌号见表1。
(1)碳素冷墩钢
安钢高线碳素冷墩钢主要是按日标JIS G 3507-1生产的SWRCH35K(17.24%)产品,一般用于制作6.8~8.8级标准件,该牌号产品在国内外均存在较大的市场空间。安钢在该产品研发期间,针对产品的技术特点和要求,重点控制产品的化学成分稳定性和冷墩工艺性能。
在实际生产中,转炉冶炼工序通过优化合金配比、使用含铁废料、出钢二次挡渣等初步控制化学成分及有害元素;精炼工序通过微调化学成分、造还原性白渣、夹杂物改性、全程吹氩搅拌和控制吹氩强度等措施稳定控制化学成分、有害元素含量和非金属夹杂物;连铸工序通过保护浇注、控制钢水过热度和铸坯拉速、结晶器液面自动控制、合理二冷配水制度等措施控制连铸坯中心缩孔、皮下夹杂、鼓肚和裂纹等内外部凝固质量;轧制工序通过控制各阶段温度、料型尺寸、机架间张力和备品备件使用等控制几何尺寸和折叠、划伤等表面缺陷,改善盘条表面质量、降低冷墩开裂率;冷却工序通过吐丝温度、冷却速度合理设定等控制产品的金相组织[2,3]。
(2)合金冷墩钢
合金冷墩钢主要是按国标GB/T6478、和日标JIS G 4053生产的铬钢、铬钥钢及参照美标ASTM A510M微合金含硼钢,该类产品一般用于生产10.9~12.9级高强度标准件或者冷墩钢丝。安钢在该类产品研发期间,主要在碳素冷墩钢生产的基础上,结合产品的技术要求和用户要求,除了重点控制产品的化学成分稳定性外,分别对铬钢、铬钥钢和含硼钢提出了突出合金元素的强化作用、控制非金属夹杂物形态、简化退火工艺和软化原始组织的研究方向,进一步稳定力学性能、提高冷墩性能。为此,技术部门进行了合金冷墩钢中合金元素的作用、非金属夹杂物改性技术、球化退火工艺研究、控制轧制与控制冷却工艺试验等多项工艺研究,取得了较好的效果[4-8]。
2. 高碳钢
安钢制品用高碳钢盘条主要包括预应力钢丝及钢绞线用盘条、钢丝绳用盘条、钢帘线用盘条和高碳制丝用盘条,其主要产品牌号见表1。
(1)预应力钢丝及钢绞线用盘条
该类产品主要是按日标JIS G 3506生产的SWRH82B盘条(33.85%),一般用于制造桥梁悬索和铁路、电力、矿山、隧道、高层建筑和输送管道等工程用预应力混凝土用钢丝及钢绞线。要求该产品具有稳定的化学成分、较高的抗拉强度(1 150~1 250MPa)、索氏体化的显微组织(索氏体比例85%以上)、良好的韧性及塑性(断面收缩率35%以上),另外对有害元素含量、成分偏析和非金属夹杂物,盘条几何尺寸、表面缺陷和脱碳层等均有明确要求。
安钢在该产品研发期间,针对产品技术要求和技术特点,重点控制产品力学性能和拉拔、捻制工艺性能。为此,技术人员提出了稳定控制碳、硅、锰等化学成分,添加微合金元素,降低磷、硫和氮、氢、氧元素含量,控制非金属夹杂物含量,提高连铸坯内外部凝固质量,改善盘条表面质量和控制产品金相组织的研发思路。同时,技术部门进行了转炉高碳出钢技术、含铁废料利用技术、精炼吹氩搅拌制度、小方坯连铸铸坯质量控制技术、保护渣合成技术、低温轧制加热技术、低温轧制技术、斯太尔摩控制冷却工艺和盘条拉拔、捻制过程组织和性能演变规律等项目的研究。
(2)高碳制丝用盘条
安钢生产的高碳制丝用盘条主要是按GB/T24242生产的C72DA、C82DA(7.36%),主要用于制作高压胶管用钢丝、胎圈钢丝,一般拉拔直径在0.2~1.0 mm之间、拉拔后强度在1 850~3 350 MPa之间,对弯曲次数、扭转次数、打结率有一定的要求。因此,对原材料提出了钢质纯净、成分稳定、强度高、韧性好、塑性优,通条性能均匀的技术要求。
在该类产品研发期间,针对产品技术要求和技术特点,重点控制产品力学性能稳定性和优良的拉拔性能。
实际生产过程中,在高碳钢生产的基础上,前期稳定控制铁水化学成分;转炉冶炼工序重点优化炉料结构,提高一次点吹成功率,控制初炼化学成分、转炉出钢温度及有害元素、残余元素含量;精炼工序重点应用精炼渣和吹氩强度控制,降低有害元素含量和非金属夹杂物;连铸工序重点控制过热度、结晶器冷却强度、二冷配水制度与拉速的合理关系,控制连铸坯内外部凝固质量;轧制工序应用小规格盘条轧制生产技术,控制盘条C级精度几何尺寸;冷却工序控制轧后冷速,保证产品金相组织的索氏体化率[11-13]。
四、产品展望
近年来,国内产业布局和政策出现了一些变化。一是随着我国改革开放的深入进行,国家产业政策进行了调整,比如“西部大开发”战略、“中原经济区”战略,加大了内地产业化的扶持力度;二是经济较为发达的沿海地区产业制造成本上升,一些劳动密集型产业向内地转移,比如“富士康”相继在郑州、武汉、天津建设制造基地与物流中心,三是内地企业经过多年的锻炼,企业管理水平、市场竞争力、创新能力得到了突飞猛进的提高,比如企业质量体系认证和卓越绩效模式的运行。这些因素带来了内地汽车制造业、工程机械制造业、公路、铁路、电力等基础设施的大发展。
1. 产品定位与战略方向
当今国内钢铁行业出现产能过剩的局面,各钢铁厂之间产品同质化竞争、低成本竞争比较突出。因此,今后的产品开发应结合区域经济发展和产业规模优势,研发生产不同行业需要的钢铁材料。
安钢地处中原,具有50多年钢铁行业先进生产技术与管理经验的积累与沉淀,近年来随着“三步走”战略的实施,工艺技术装备又得到了大幅度提升,安钢高线做为安钢较早引进的先进生产线,技术装备完善、创新能力较强。
近年来,随着河南及其周边制造产业的不断升级换代,涌现出了部分新兴产业,比如新能源产业、大型机械和起重机械产业、橡胶制品产业和铁路器材产业等涉及范围较广的行业,使用的产品包括高碳制丝用钢、弹簧钢、合金冷墩钢和合金结构钢等。
(1)精细钢丝用盘条
精细钢丝一般包括线切割用钢质电极丝、线锯和多线锯用高强切割丝、钢琴用琴钢丝、钢帘线用钢丝和高压胶管用钢丝。线切割多用于精密仪器制造行业,近年来逐步引进高强钢质(钢芯)电极丝代替价格昂贵的钨丝和钥丝,钢丝直径一般为0.07~0.1 mm;线锯多用于事故救援,近年来发展较快;多线锯多用于半导体行业和太阳能电池用的多晶硅和单晶硅锭的切割,钢丝直径一般为0.08~0.13 mm,随着我国太阳能光伏行业的发展,年需求量也在增长,每年约为20万吨;钢帘线多用于汽车轮胎、传送带等橡胶制品行业,钢丝直径一般为0.15~0.38 mm,目前国内盘条年需求量约为200万吨,均属于高端高效产品。
(2)高强度焊接用盘条
高强度焊接用盘条一般指60kg级以上的盘条产品,包括ER60、ER70、ER80等。主要用于Q420以上级别钢板的焊接,在机械制造行业该类产品的一般消耗量为30kg/t,具有较大的市场容量和市场潜力。在河南地区的煤机行业、起重行业和其他制造业需求量较大,属于高效产品。
(3) 弹簧钢
弹簧钢用量最大的行业是汽车和铁路,约占弹簧钢总量的70%~80%,主要有60Si2Mn、60Si2MnA、60Si2CrA、55SiCrA和50CrVA等牌号。安阳及其周边地区,承接京广和陇海两大铁路线,铁路器材用弹簧扣件产量较大,仅安阳地区年需求约为5万吨。此外,随着中部地区制造产业的发展,汽车悬挂簧用弹簧钢市场潜力日益凸显。
(4)合金冷墩钢和合金结构钢
合金冷墩钢主要用于汽车、桥梁、铁路、公路、高层建筑和重型机械的连接于固定;合金结构钢主要用于汽车、机械、工具等行业的零部件制造。该类产品由于订单批量较小、生产工艺较为复杂,一般附加值较高。
2 生产工艺与研究重点
在新产品的开发和生产方面,在对钢铁材料本身进行生产工艺的研究和开发的同时,还要注重对低成本生产等内容的研究。
(1)新产品生产工艺研究
对于高端产品,产品质量的优劣决定了产品的价值和市场竞争力,因此在新产品的开发过程中要注重对以下内容的研究。
①铸坯质量研究。铸坯质量是钢铁产品生产和使用的关键因素,特别是高碳钢盘条使用的铸坯。铸坯外部的表面裂纹、深振痕、夹渣、表面增碳、气泡和凹坑、重皮,内部的裂纹和中心偏析、缩孔、疏松以及铸坯形状缺陷等[14],都会在产品的生产和使用中会带来遗传性和机理性的缺陷,造成质量问题。因此,强化铸坯质量的研究具有重要的意义。
②钢质纯净度研究。钢质纯净度是对钢中非金属夹杂物含量的评价,夹杂物会影响钢铁产品的生产过程和使用疲劳寿命。随着“纯净钢”概念的提出,钢中非金属夹杂物的研究成为冶金行业的一个独立课题,研究范围甚至涉及炼铁、预处理、炼钢(精炼)和连铸等多个工序;研究内容包括了实验室的夹杂物性质研究、夹杂物的冶金机理研究和大生产的合金材料选择、耐材和浇注设备的选用等。
③极限规格盘条生产工艺研究。极限规格盘条多用于特殊用途产品,市场上一般供给量不足,产品价格也相对较高,因此极限规格盘条的生产具有产品差异化的竞争力和规格效益的特点。由于极限规格产品对机械电器设备能力、工艺参数设计要求较高,因此生产组织难度较大、机时产量也受限,加强极限规格生产的研究,具有较强的现实意义。
(2)低成本生产研究
成本是决定产品价格的关键因素,低成本产品的市场竞争力是不言而喻的,新产品的研究与开发伴随着产品成本的设计与预算,应从工艺路线、钢铁料消耗、合金料结构等方面进行研究。
①工艺路线选择。同类型的产品有不同的工艺路线,比如在宝钢钢帘线的生产中,初期在冶炼工序摸索了预处理工艺、转炉与电炉、LF与VD、RH等的正交复合试验;在轧制工序试验了3种工艺路线,分别是模铸—开坯—高线、大方坯—开坯—高线、小方坯—高线。从工艺路线选择不难看出产品制造成本的优势与劣势,选择合适的工艺路线有利于产品成本的降低。比如,安钢生产的系列钢帘线用钢,可以根据产品质量要求和价格情况,进行动态的开发管理,普通级产品选择常规工艺路线,较高级别的产品(精细钢丝用钢、高级别弹簧钢)投用VD、修磨等设备。
②钢铁料消耗。钢铁料消耗是炼钢成本管理的关键因素,在新产品的研发过程中,要结合现有生产工艺优化钢铁料的消耗指标。冶炼时要控制合理的吹氧时间、终点碳含量和含铁废料的利用,连铸要结合产品要求对头炉和尾炉的钢坯进行精细管理,合理控制钢铁料消耗。
③合金料结构优化。冶金合金料和辅料是炼钢生产的重要环节,其加入的品种结构既影响产品质量,又影响产品的生产成本。在新产品的研发过程中尤其要重视冶金新材料和新技术的应用,关注新技术的进展,进而优化产品成本,比如安钢在ER50-6的生产中,通过合金料结构的新材料应用,较大幅度地降低了成本。今后可以根据产品的要求,在新产品开发和常规产品的生产中加大新材料和新技术的应用,以期进一步控制产品成本。
五、结束语
安钢高线机组经过近10年的发展,冷墩钢和高碳钢系列产品的研发已经站在高端位置,具备了研发精细钢丝用钢、弹簧钢等高品质盘条的技术创新能力,今后可以结合区域优势行业,在新产品生产工艺、低成本等方面加强研究,进一步开发附加值较高的产品。○
[1]赵自义,李子林.安钢高速线材轧机孔型系统设计及应用[J].轧钢,2002,19(5).
[2]雍志文,韩云平,杨永宁,等.安钢SWRCH35K冷墩钢盘条的开发[J].河南冶金,2006,14(S2).
[3]马志军,赵贤平,踞艳军,等.SWRCH35K盘条冷墩开裂原因探讨[J].河南冶金,2005,13(5).
[4]雍治文.SCM435合金冷墩钢线材研制[J].金属制品, 2007,33(6).
[5]赵贤平,马辉,于志华.SCM435冷墩钢线材球化退火工艺探讨[J].金属制品,2009,35(4).
[6]王建安,马志军,曹树卫,等.SCM435冷墩钢线材的控冷工艺研究[J].金属制品,2007,33(5).
[7]申勇.ML40Cr合金冷墩钢线材的开发[J].金属制品, 2008,34(4).
[8]段贵生.含硼高强度冷墩钢ML20MnTiB组织性能控制[J].炼钢,2009,25(3).
[9]曹树卫,王新江,康永林.胶管钢丝用C72DA热轧盘条的开发与应用[J].轧钢,2010,27(4).
[10]孙汝林,曹树卫,邹文辉.C72DA盘条在高压胶管钢丝生产中的应用[J].河南冶金,2009,17(6).
[11]曹树卫,孙汝林,赵祥梅,等.高速线材轧制断丝原因分析与控制[J].钢铁研究,2011,39(4).
[12]陈雷.连续铸钢[M].北京:冶金工业出版社,2004.
(作者单位:安阳钢铁集团有限责任公司,河南安阳455004)
F273.2
A
1002-1779 (2015) 02-0043-04
