莱钢3 200 m3高炉无计划休风操作实践
2015-01-02郭新超
郭新超
(莱芜钢铁集团银山型钢炼铁厂,山东莱芜 271104)
生产技术
莱钢3 200 m3高炉无计划休风操作实践
郭新超
(莱芜钢铁集团银山型钢炼铁厂,山东莱芜 271104)
莱钢3#3 200 m3高炉因氮气管道泄漏停煤,造成高炉无计划休风13.5 h。停煤后及时采取停氧、减风、降低冶强、调整焦炭负荷等措施稳定炉况。氮气恢复后堵部分风口复风,送风面积为全风面积的95%,送风风量为全风的85%~86%,恢复喷煤富氧并过量喷煤(少喷煤量的1.35倍),复风后第3炉铁水温度超过1 500℃,没有对炉况造成大的波动。
高炉;无计划休风;休风操作;喷煤
1 高炉运行情况
莱钢型钢炼铁厂3#3 200 m3高炉设有4个铁口,36个风口,炉体采用全冷却壁薄内衬结构,炉缸、炉底为炭砖—陶瓷杯结构,克莱德喷吹系统。该高炉于2010年3月18日投入生产,点火后仅用4 d时间利用系数就达到2.0 t/(m3·d),30 d实现低成本快速达产。该高炉喷吹系统为并罐喷吹,分为A、B、C、D罐,A、B互为备用,C、D互为备用,喷吹量设计能力为10~100 t/h。2014年2月7日4:45因氮气压力低于1.1 MPa,喷煤圆顶密封阀打不开导致高炉停煤,造成高炉无计划休风13.5 h。停煤后采取及时停氧、减风、降低冶强、调整焦炭负荷等措施稳定炉况,因短时间内不能恢复喷煤及时休风。休风前高炉运行的部分参数见表1。休风前,3个铁口循环出铁(2#、3#、4#,其中4#铁口仅投用40 h),出铁时间短。
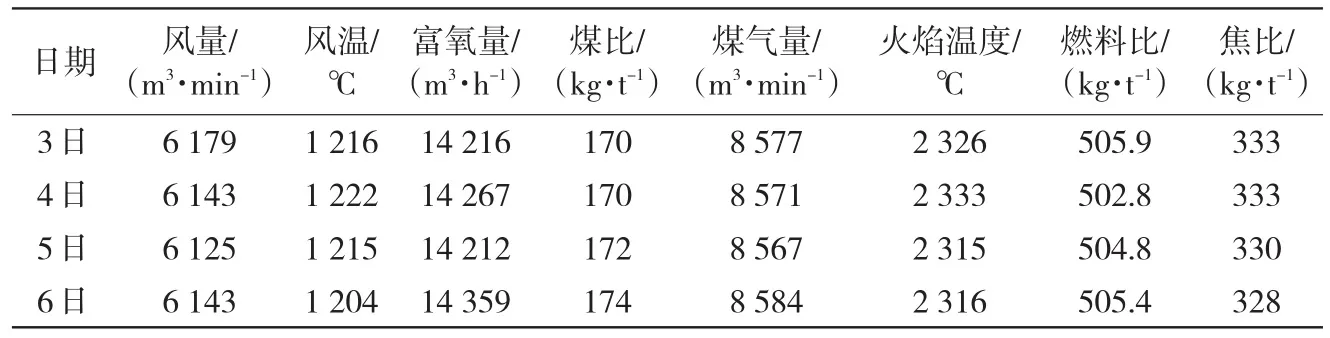
表1 2014年2月莱钢3#高炉休风前部分运行参数
2 停煤后的高炉操作
2.1 停氧减风降低冶炼强度
现代大型高炉高煤比的操作条件下,长时间停煤对高炉炉温、煤气流分布等影响极大,停煤时应立即减风、停氧,控制料速低于正常水平,防止炉凉。2014年2月7日4:45,因氮气压力低于1.1 MPa,喷煤圆顶密封阀打不开导致高炉停煤,当班工长立即减风、停止富氧。4:50减风至5 300 m3/min;4:53减风至4 800 m3/min(全风量的78%);5:00 4#铁口兑上罐,调度室给出的信息是可带压处理氮气管道泄漏,未考虑重叠出铁休风;5:24 2#铁口来风堵口;5:28 4#铁口打开。经确认,氮气管道泄漏,短时间无法恢复喷煤。5:58确定休风,此时距离停煤已经66 min,少喷煤68 t;6:03风量由4 800 m3/min减到4 350 m3/min;6:25打开2#铁口重叠出铁;铁后休风。至休风后少喷煤共计100.8 t。
2.2 调整焦炭负荷
因不能确定停煤时间,2014年2月7日5:00中心加焦5 t;5:15因仍不能确定恢复喷煤时间,矿批由110 t缩至90 t,焦比由328 kg/t调整至400 kg/t,同时附加1罐焦炭18.2 t。
3 恢复喷煤后的高炉操作
3.1 复风前准备
对于大型高炉,出铁是关键。莱钢3 200 m3高炉采用0间隔出铁,保证出铁速度大于铁水生成速度,及时出净渣铁,为炉况的恢复创造条件。复风后过量喷煤,会使软熔带焦窗变薄、下部压差升高、恶化炉缸透气和透液性,因此应组织好炉前工作,及时出净渣铁[1]。由于4#铁口为新投用铁口,通铁量仅为4 637 t,主沟温度较其他铁口温度低,选择4#铁口为复风后首炉出铁口。铁前确认主沟未结壳、撇渣器畅通、三岔口可改火渣、干渣场具备放火渣条件;炉前对开口机、泥炮、揭盖机进行试车;选择使用Φ70 mm钻头开口。
计划复风后燃料比按照600 kg/t平衡半个冶炼周期;风量控制在5 300~5 400 m3/min,是全风作业的85%~86%;理论计算煤气量约为正常时的90%。为保证一定的鼓风动能,堵3#和21#风口,34个风口送风,送风面积0.392 4 m2,是全风面积的94.7%。
3.2 恢复冶强及负荷调整
2014年2月7日21:05开始复风,此时料线5.23 m,复风前附加10 t焦炭(5 t布中心),复风矿批90 t,焦比400 kg/t;21:13加风至1 000 m3/min,引煤气;21:46加风至5 300 m3/min,打开4#铁口,铁水温度为1 404℃;22:50料线正常后加负荷,矿批100 t,焦比370 kg/t;23:26打开2#铁口;2月8日0:08铁水温度为1 415℃,加风至5 500 m3/min;1:22铁水温度为1 435℃,加风至5 700 m3/min。
出铁正常后,于2014年2月8日3:30~4:00捅开3#和21#风口,风量恢复正常;6:20加负荷,矿批103 t,焦比355 kg/t;9:50炉况恢复正常加负荷,矿批106 t,焦比340 kg/t。炉况恢复期间的主要参数如表2所示。

表2 2014年2月莱钢3#高炉炉况恢复期间的主要参数
3.3 补煤操作
均匀喷吹煤粉是提高喷吹煤粉置换比的重要途径,同时沿炉缸圆周方向均匀喷煤,保证风口前燃烧带稳定,初始气流分布合理稳定,对提高炉缸工作的稳定性起到促进作用。在恢复喷吹过程中,加强对风口和煤枪的检查,每小时看1次以上风口,减少堵枪和磨风口,保证全风口喷煤,发现堵枪现象及时清理。强化喷吹操作,减少喷煤倒罐时间和煤量波动,做到均匀、准确地喷吹,为炉况恢复创造了良好的外围条件。
喷煤具有热滞后现象,其热效应需要一段时间才能显示出来。炉容越大,冶炼时间越长,热滞后越显著。由于缺煤较多,加风期间加煤幅度比正常情况大(计划休风时复风加煤的幅度为每100 m3风量加煤0.75 t,此次加煤幅度在1.2~1.3 t)。此次最大补煤量达到80 t,以尽快补回少喷的煤量,控制料速抑制炉温向凉趋势。为防止因大煤量造成火焰温度降低,保证煤粉燃烧,保持了较高的富氧率,连续3 h燃料比613 kg/t。观察风口,发现生降现象基本消除,风口热量呈回升趋势,大煤量补煤3 h后逐渐减煤,2014年2月8日0:04减煤至75 t/h,1:00减煤至65 t/h,喷煤量仍然处于补煤的状态。逐渐减煤维持燃料比540 kg/t,继续提炉温,复风后连续补煤5 h 40 min后结束补煤操作。复风过程过量喷煤135.4 t,较休风前多喷煤34.6 t,整个过程补煤量是少喷煤量的1.35倍。
3.4 净焦与轻负荷料的过渡
2014年2月8日2:40观察风口明亮,及时减煤以平衡燃料比(焦比400 kg/t,负荷料共12批),煤量由65 t减至45 t。平衡炉温的燃料比按520 kg/t。休风前后加净焦33.2 t。第1次附加的5 t焦炭没有考虑,第2次附加1罐18.2 t焦炭按附加焦量的50%减煤,第3次复风后附加焦10 t全按低料线处理没有考虑。复风后7.5 h附加焦未作用前,Si含量由0.3%逐渐上行至0.7%,铁水温度1 500℃以上。在此期间风压小幅波动持续时间约1 h。采取逐步减氧的措施,风压趋于平稳。附加焦炭作用Si含量由0.7%上至1.0%,铁水温度上升到1 530℃,过渡附加焦期间采取逐步减氧至9 000~10 000 m3/h,风温维持在1 160~1 170℃,以火焰温度不超过2 300℃为原则。附加焦过渡期间风压比较平稳,6:30附加焦过渡后根据料速逐步加煤至47 t/h。
3.5 控制适宜的理论燃烧温度
高炉喷煤后,理论燃烧温度降低,为保证正常的炉缸热状态,要求足够的热补偿,高风温和富氧都有助于提高理论燃烧温度[2]。随着喷煤量的上升,在其他条件不变的情况下,风口区域未燃煤粉增多,这不仅大大降低了煤粉燃烧率,还会使高炉透气性变差,引起高炉难行。而富氧和高风温有利于煤粉燃烧率的提升,改善高炉透气性。恢复喷煤后富氧按富氧率逐步加至正常,在风压允许的情况下,风温全用,保证火焰温度在2 220~2 250℃。风量以炉温和压差为参考,尽可能大风量操作,增加风速和鼓风动能,有利于炉况恢复。
3.6 复风后炉温变化及渣铁温度
本次休风复风后3 h内炉温和铁水温度处于比较低的水平,目测Si含量在0.15%左右,S含量0.06%~0.07%,铁水温度维持在1 400~1 405℃。3.5 h后炉温和铁水温度逐渐回升,2014年2月8日 1:08分铁水温度上升到1 435℃。2:00第3炉铁打开4#铁口,2:30 Si含量上升到0.38%,S含量0.036%,铁水温度上升到1 456℃(复风后5.5 h)。3:30分目测Si含量上行至0.55%左右,铁水温度为1 475℃;4:30 Si含量0.7%~0.8%,铁水温度达到1 501℃(复风后7.5 h);4:55堵口前铁水温度为1 505℃。第4炉铁18.2 t净焦的作用,Si含量目测基本维持在1.0%左右,铁水温度1 530℃。恢复炉况期间渣铁温度变化情况见表3。

表3 2014年2月莱钢3#高炉炉况恢复期间渣铁温度变化情况
4 结语
本次炉况恢复是在高煤比(175~180 kg/t)、重负荷(焦比<330 kg/t)、少喷煤量100.8 t、无计划休风13.5 h条件下进行的,这是开炉以来的第1次。复风后炉温低,铁水温度仅有1 404℃,复风后7.5 h铁水温度就达到1 500℃以上,这得益于适宜的送风面积,合适的送风比。高煤比、重负荷条件下停煤无计划休风15 h以内,补煤量可以参照少喷煤量的1~1.35倍,或复风后3 h补煤燃料比不低于600 kg/t。参照煤气量的变化,选择送风面积为全风面积的95%,送风风量为全风的85%~90%完全可行。另外,高煤比、重负荷条件下无计划停煤后,对恢复喷煤的时间不明确的,应果断铁后休风,以防止炉温剧烈下行造成炉凉。
[1]杨守慧,高远.邯钢3 200 m3高炉无计划休风炉况快速恢复实践[J].中国冶金,2010,20(8):40-42.
[2]李胜杰,吴铿,焦虎丰.安钢2 200 m3高炉喷煤降焦生产实践[J].冶金能源,2010,29(6):8-11.
Operation Practice of Laiwu Steel’s 3 200 m3BF Unscheduled Wind off
GUO Xinchao
(The Ironmaking Plant of Yinshan Section Steel,Laiwu Iron and Steel Group Corporation,Laiwu 271104,China)
The coal injection system stopped due to nitrogen pipeline leak in Laiwu Steel’s No.3 blast furnace with 3 200 m3volume,it caused 13.5 h downtime due to unscheduled wind off.To stabilize furnace conditions,the measurements have been taken after PCI stop,that included to stop oxygen-rich,reduce the quantity of wind and smelting strength,adjust coke load.After nitrogen restoration, some uyere were blocked,the air supply can be restored,and to control the tuyere area was 95%of the normal’s,the amount of supply air was 85%-86%of normal’s.And excess oxygen enriched pulverized coal injection were restored(It was 1.35 times the amount of coal injection as normal).After restoration,the molten iron temperature in the third furnace was improved to more than 1 500℃,and it did not result in large impacts on the furnace conditions.
blast furnace;unscheduled wind off;delay operation;pulverized coal injection
TF548
B
1004-4620(2015)01-0001-03
2014-10-16
郭新超,男,1985年生,2008年毕业于辽宁科技大学冶金工程专业。现为莱钢型钢炼铁厂助理工程师,从事炼铁工艺技术工作。