黄金选矿厂冗余FCS自动控制系统设计*
2015-01-01彭秀云邹国斌刘继明王俊鹏
彭秀云,王 旭,邹国斌,刘继明,高 扬,王俊鹏
(1. 北京矿冶研究总院,北京 102628;2. 矿冶过程自动控制技术北京市重点实验室,北京 102628)
1 引言
现在DCS已经暴露出来了它自身的弱点。最初它取代传统的仪表盘给控制领域带来了一个又一个惊喜。但是随着时间的推移,计算机、通信、网络等技术的迅猛发展,DCS各厂家为了各自的垄断利益使DCS的发展相对滞后,目前DCS越来越显现出它自身的弱点:费用昂贵;DCS各厂家通讯标准不统一,互不兼容,封闭式的控制模式阻碍了信息共享。如何从封闭的控制系统向开放的控制系统延伸与发展成为自动化领域的焦点问题。现场总线控制系统(FCS)的出现使这一问题得到了解决[1]。
现场总线控制系统(FCS)的基础是现场总线,现场总线是用于过程自动化和制造自动化最底层的现场仪表或现场设备互连的通信网络,是现场通信网络与控制系统的集成。FCS是在传统的仪表控制系统和集散控制系统DCS的基础上利用现场总线技术逐步发展形成的[2]。
FCS技术就是将专用微处理器植入测量控制仪表或I/O模块,使其具有数字计算和数字通信能力,然后采用通讯电缆(如Profibus DP、Profibus PA)将其连接在一起,使它们相互或它们与计算机之间能够实现数据传输与信息交换,从而形成各种适应实际需要的自动控制系统。FCS优化了DCS传统的I/O单元和控制站,DCS控制站的功能块被分散到现场仪表中,各功能块可由用户统一选择并组态,从而实现了虚拟控制站技术并可实现更为彻底的分散控制[3]。
目前,国内大中型矿山选厂在工程建设中积极推广自动化、信息化、数字智能化技术,通过计算机网络系统实现在线优化生产调度和管理,使整个选矿生产过程处于最佳运行状态,最大限度提高产量、金属回收率等技术经济指标,以达到高产优质、节能降耗[4]。三山岛金矿是国家黄金工业“七五”期间重点建设项目,是中国100家最大有色金属矿采选业企业之一,也是目前全国机械化程度最高的地下开采黄金矿石。位于山东省莱州市北的三山岛特别工业区。三山岛金矿8000t/d探建结合工程选矿厂电力与综合自动化工程位于山东省莱州市三山岛街道新立矿区。
本文主要介绍FCS技术在三山岛金矿8000t/d探建结合工程选矿厂电力与综合自动化工程的应用。
2 工艺流程介绍
三山岛金矿8000t/d选矿厂主要工艺流程包括破碎、筛分、中细碎、磨矿、浮选、精矿浓缩及过滤脱水、尾矿分级及输送、尾矿输送及处理以及生产给水、生产回水和收尘水处理等。
粗碎设在井下(前期使用地表粗碎站),矿石经箕斗提至地表矿仓,与外来矿石由皮带运至预先筛和闭路筛,合格产品经中细碎后进入粉矿仓,经过磨矿作业、分级作业、浮选作业、过滤作业最终产品为精矿滤饼,然后由卡车外运至精炼厂。尾矿的再分析利用也是选矿厂重视发展的方向。浮选的尾矿经过旋流分级,底流通过加压泵输送至充填搅拌站;其溢流通过加压泵输送至5km外的尾矿处理车间进行处理,最终输送到尾矿库。其关键工艺流程图见图1。

图1 生产流程图
3 冗余FCS系统自动控制系统设计
3.1 FCS系统概述
在充分考虑矿山现状,本着稳定可靠、合理先进、增效降耗的原则,进行自动控制系统设计。
根据厂房平面布置以及工艺流程的相关性,系统设4个控制站:破碎、磨浮、精矿脱水和尾矿处理。4个控制站与操作员站和工程师站形成工业以太网,4个控制站与其远程站之间形成冗余网络,实现控制站与远程站之间的数据实时交换。所有设备全部纳入集中控制。
破碎控制站设6个分布式IO站集成粗碎站、筛分车间、中细碎车间和皮带廊及转运站的信号。磨浮控制站设7个分布式IO站集成主厂房、粉矿仓、石灰乳制备车间、尾矿加压车间的信号。精矿脱水控制站设1个分布式IO站集成浓密机、精矿过滤车间的信号。尾矿处理控制站设3个分布式IO站集成尾矿浓密与输送、尾矿分级和溢流回水泵站的信号。针对不同的设备系统选用了不同的集成方式或通讯协议,主要有:PROFIBUS DP/PA、MODBUSRTU、Industrial Ethernet。
在此基础上优化控制系统,集成了优化控制服务器、全流程综合指标优化服务器和设备与流程建模仿真服务器,完成了建模仿真、控制与优化集成平台。
在选矿磨浮厂房设有集中控制室,将各厂房内的主要设备运行情况、工艺过程参数等数据送到集中控制室,集中控制室根据生产状况和要求对工艺参数和工艺过程进行自动调节和控制。控制系统网络架构图见图2。
3.2 控制系统选用
本项目选用美国GE PAC RX3iCA系列产品作为主选型设备。PLC系统包括UPS电源、PLC处理器,用于数据采集的PROFIBUS、MODBUSRTU、Industrial Ethernet、AI、AO、DI、DO等通讯,以及IO站与CPU站/CPU站与数据采集服务器通讯所需要的各种模块。PLC系统采用冗余设计原则,主CPU模块、Industrial Ethernet主干网通讯模块、光纤、交换机输入输出口均采用冗余设计。在数据采集方面,PROFIBUS、MODBUSRTU、Industrial Ethernet、AI、AO、DI、DO等模块均留有30%的扩展容量,PLC机架均保有30%的空槽。

图2 控制系统网络架构图
系统在破碎、磨浮、脱水、尾矿处理4个关键工艺流程各配置1套冗余RX-3i主站在控制室,同该流程相关的电气设备信号、第三方设备信号以及仪表检测信号均接入就近的分布式IO站。
3.3 系统优点
(1)树形冗余网络。
FCS系统采用冗余设计原则,主CPU模块、Industrial Ethernet主干网通讯模块、光纤、交换机输入输出口均采用冗余设计。
磨浮控制室、中细碎厂房、过滤厂房、尾矿处理厂房分别设PLC站,每个控制站CPU冗余,网络冗余,服务器冗余。所有PLC系统的IO站均采用双网冗余与CPU主站进行通讯。主干网络采用单模光纤介质,并留有冗余。
(2)数据采集功能。
使用FROBIBUS现场总线采集现场的模拟量和开关量,并进行处理和输出;I/O模块与背板实现隔离。
采用PROFIBUS-DP通信技术,任何厂商生产的DP从站,利用GSD文件可以方便地集成到一个主站系统中组成所需的控制系统。系统组态方便、灵活,完全可以实现即插即用的开放式组态[5]。表1为系统通过现场总线采集的电气设备变频器、智能保护器、马达保护器和第三方设备表,表2为系统采集的检测和控制仪表。

表1 电气和第三方设备统计
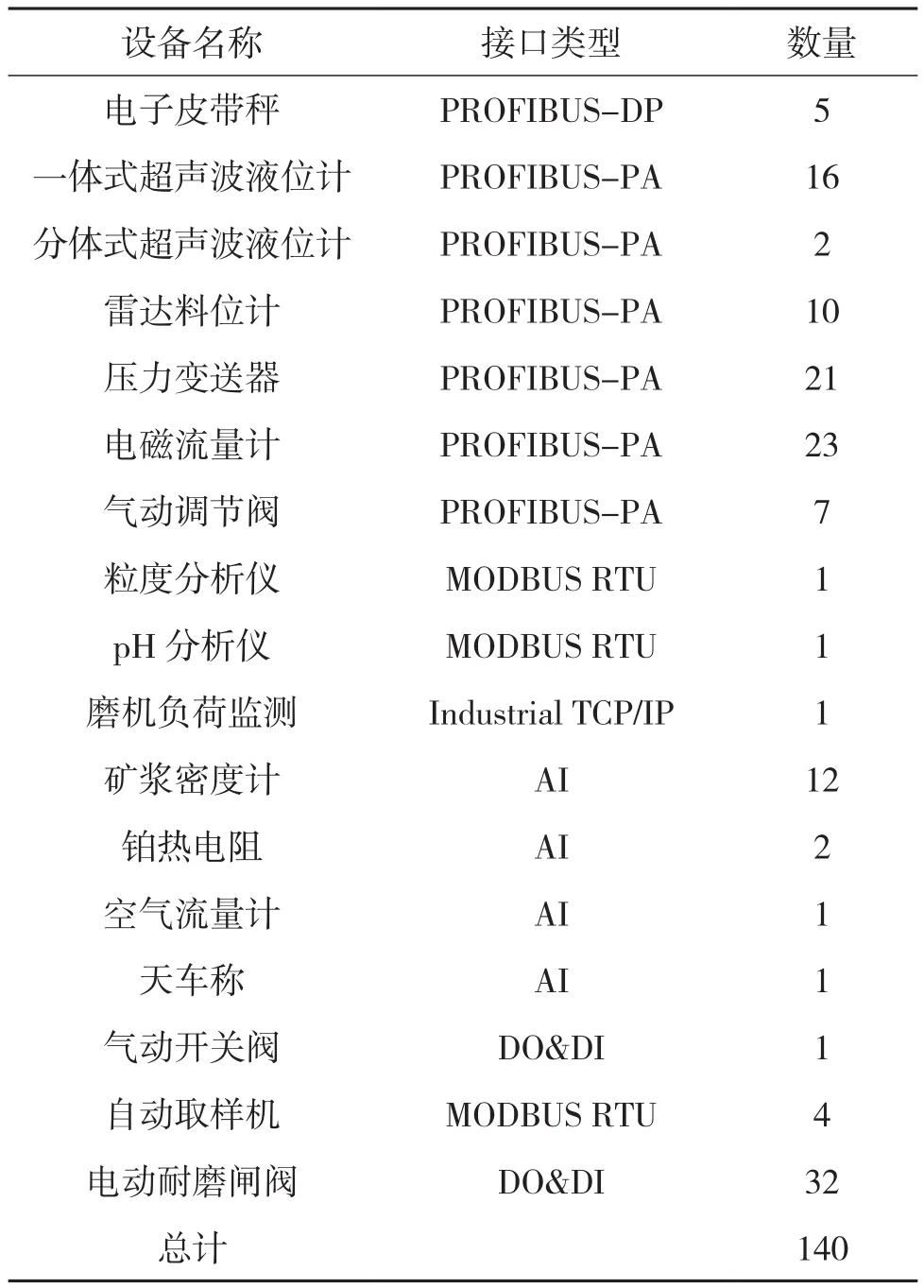
表2 检测控制仪表统计
(3)先进的控制算法。
系统具有反馈控制、比例控制、先进智能控制等功能。先进控制与常规(PID)控制相结合,进行智能闭环控制,完成各种控制算法,输出运算结果;把数字量信号转化成模拟量信号,控制各执行机构。
给矿控制的目标是要保证挤满给矿率,生产要求控制破碎机挤满给矿运行时间占总运行时间的80%以上。为此,采用料位计检测料腔料位,同时检测圆锥破碎机的运行功率,对圆锥破碎机的给矿实行分段控制原则,实现挤满给矿,控制原理见图3。
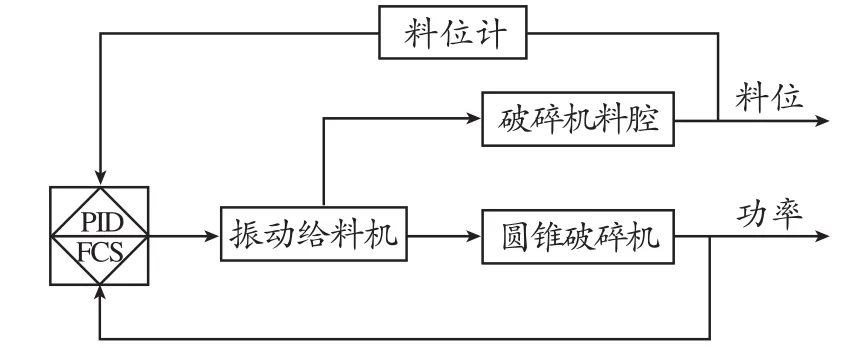
图3 挤满给矿控制原理图
4 面向对象系统平台
选择一个系统平台主要是从以下方面进行考察:平台架构、承载能力、用户界面、整合能力和可扩展性。此外,针对一线操作员工的专业技术局限性,必须要求系统用户界面友好,易于上手,便于操作和维护[6]。
本项目中,FCS系统由数据采集服务器、应用服务器、操作员站、工程师站、历史数据服务器、网络发布服务器、无线数据管理服务器等部分组成。其具体功能描述如下:
(1)数据采集服务器(IO Server)。
数据采集服务器负责和PLC控制器连接,完成生产数据的实时采集。
(2)应用服务器(Application Station)。
应用服务器作为一个统一的接口,负责将所有流程画面和数据发布到操作员站上,并接收操作员站返回的数据。应用服务器是监控层的核心设备,因此通常做冗余配置。
(3)工程师站(Engineering Station)。
工程师站提供多种服务。控制工程师根据生产过程控制状况,通过分析多种工艺和设备的约束条件,确定用于过程控制的最有效的操作参数;他们还可以在工程师站进行操作员模拟培训,完成系统配置、组态和系统维护等工作。
对照组饮食控制45例(100.00%)、运动锻炼42例(93.33%)、规律用药 43例(95.56%)、定时血糖检测42例(93.33%)、足部护理 40 例(88.89%)、定期复诊44 例(97.78%);观察组饮食控制38例(84.44%)、运动锻炼32例(71.11%)、规律用药 28例(62.22%)、定时血糖检测30例(66.67%)、足部护理25例(55.56%)、定期复诊26例(57.78%);观察组患者护理依从性明显高于对照组,差异有统计学意义(P<0.05)。
(4)操作员站(Operator Station)。
操作员站将所有人机界面、应用数据、控制变量完全集成。操作人员通过画面完成对现场各检测点以及所有控制回路运行状态的监控。受控参数的显示,被控变量变化趋势的描述等都可以在画面中看到。它是操作人员进入控制系统的接口。操作员站的数据输入输出和画面显示是由应用服务器来配置和管理的。
破碎控制室配置2台操作员站,用于实现破碎车间的生产操作与流程控制;磨浮车间配置2台操作员站,用于磨浮车间的生产操作与流程控制;精矿浓缩控制室配置2台操作员站,用于实现浓密脱水车间的生产操作与流程控制。尾矿加压泵站设置1台操作员站,用于实现尾矿车间的生产操作与流程控制;尾矿处理控制室配1台操作员站和1台工程师站。
(5)历史数据服务器。
历史数据服务器是用来对流程数据和报警等信息进行长期归档存储,历史数据可通过历史趋势曲线和报表等方式在操作员站上查看。历史数据服务器应提供通用数据访问接口,第三方软件可通过ODBC、OLEDB等方式访问历史数据库,读取相关数据。
(6)网络发布服务器。
网络发布服务器用于将操作员站上的流程画面和数据以网页的形式发布到办公局域网上,厂领导可通过IE浏览器及时了解现场情况,提高工作效率。以网页形式发布的流程画面只能监视,不能操作。
磨浮控制室作为选矿厂的中央控制室,同时配置2台应用服务器(互为冗余)、1台工程师站、1台历史数据服务器、1台网络发布服务器。
浮选流程WEB发布画面如图4。

图4 浮选生产流程WEB发布画面
5 总结
冗余FCS控制系统的设计在黄金选矿厂控制系统得到良好的应用,目前系统运行稳定。总线技术减少了集成信号硬接线电缆以及输入输出模块的使用,节省了投资成本。冗余网络设计在提高控制系统稳定的同时,稳定了选矿厂的生产流程,并为生产流程优化和指标优化提供了更大的空间和可能。
[1]梁东浩, 赵建国, 刘小勇. 现场总线控制系统(FCS)的应用与展望[J].工业计量, 2001, 11(5):34-36.
[2]王锦标, 刘宇. 现场总线控制系统的集成技术[J]. 冶金自动化,2002(3):21-23.
[3]仓冰南, 郭振宇, 徐宁, 等. 现场总线技术在黄金精炼厂中的应用[J].有色金属(冶炼部分), 2012(8):30-33.
[4]刘春丽, 刘小正. DCS、FCS控制系统在黑山沟选厂的应用[J]. 现代矿业, 2013(6):164-165.
[5]廖廷常, 方彦君. 基于PROFIBUS现场总线的控制系统通信互连[J].控制工程, 2002(4):32-34.
[6]梁昌晶, 杜勇, 张文静, 等. 基于Wonderware系统平台的油田井站监控系统设计与实现[J]. 测控技术, 2012, 31(8):99-104.
