兰溪小萝卜生产过程中有害微生物的初步鉴定以及巴氏灭菌的应用工艺
2014-12-20童秋法鲍银堂童永生
童秋法,鲍银堂,童永生
(兰溪市桃源食品有限公司,浙江 兰溪 321100)
1 实验材料和仪器
1.1 实验材料
生产线上抽取的小萝卜,成品真空袋装小萝卜,渍液,环境取样。
1.2 实验试剂
乙醇,氢氧化钠,无菌生理盐水,马铃薯葡萄糖琼脂培养基。
所用试剂均为分析纯,水为蒸馏水。
1.3 实验仪器
TG328A(s)分析天平,HH-4数显恒温水浴锅,101-1A恒温干燥箱,万用电炉 (500-1000 W),盐度计,pH-2C型数字酸度计,HH-B11-420上海跃进恒温培养箱。
2 实验方法
2.1 试验前的准备
在实验开始前应当做一些相应的准备实验。按照说明书配好马铃薯葡萄糖琼脂培养基,1 mL移液管用报纸包好,培养皿以10个一套用报纸包好,将蒸馏水按照9 mL每管的标准制备无菌水,制备好后10个一套用报纸包好并用灭菌锅灭菌。
2.2 微生物的分离纯化
2.2.1 微生物的取样
在规定的环境下用棉签蘸取少量物质,放入事先已经灭菌的无菌生理盐水中。
2.2.2 微生物的分离纯化
将上述生理盐水带入实验室的无菌操作间中,分别取1 mL样品溶液滴入到事先已经灭好菌的9 mL装的生理盐水中成为稀释10倍的样品溶液。按照此法一次制备10-1,10-2,10-3浓度的菌悬液。然后分别从这3个稀释度的菌悬液中吸取1 mL滴入装有马铃薯葡萄糖琼脂培养基的培养皿中并且放入恒温培养箱中28℃培养36 h。观察微生物生长的情况,挑选菌落比较单一的作为分离对象转接入含有马铃薯葡萄糖琼脂培养基的斜面试管中,并在28℃下培养36 h。按照此法重复即可得到比较单一的微生物。
2.3 微生物的初步鉴定
2.3.1 微生物菌落的观察
在培养皿上长成的单菌落,通过肉眼观察菌落边缘圆润与否,中心突凹与否,菌落颜色,菌落气味,生长状态等等。
2.3.2 微生物的显微观察
取出浸泡在酒精里的载波片在酒精灯上燃烧掉多余的酒精,在一端滴上一滴蒸馏水备用。将上述分离纯化的单一菌种用接种环挑出一点放入到载玻片一端的蒸馏水中,然后均匀的涂布到载玻片的中央,在酒精灯下固定3次即可。放到显微镜下利用400倍观察微生物的形态结构。
2.4 巴氏灭菌的效果测试
在杀菌过程中,温度与时间是至关重要的两个因素。如果杀菌温度过低,不能杀灭有害微生物而引起变浑,变褐等不良现象;而温度过高或时间过长,虽然能够有效遏制微生物的生长,但是过高的温度以及热强度都会对产品本身造成破坏。常见的情况便是产品出现褐变加速以及失去脆度。因此要通过一系列实验来找到既能有效杀死微生物又能保证产品颜色以及脆度的灭菌条件。
2.4.1 罐装半成品巴氏灭菌的效果测定
将生产线上的萝卜利用65℃灭菌5 min,10 min;70℃ ,75℃ 分 别 灭 菌 1 min,2 min,5 min;100℃灭菌 10 s,30 s,40 s,60 s。 在完成灭菌操作以后,要立即利用凉水冲洗降温。将处理好的萝卜样品放到包装车间放置1.5 h之后包装。放入恒温培养箱中28℃培养10天观察每一批产品的质量变化。最后分别对不同处理的样品进行细菌总数的测定,求得抑菌率。以了解不同温度不同时间的巴氏灭菌效果以及对产品的影响程度。
2.4.2 袋装成品巴氏灭菌的效果测定
由于袋装成品的真空包装过程中的真空包装度不够,因此其质量得不到相应的保证。主要将包装车间出来的成品袋装产品利用60℃灭菌1 min,2 min,5 min,10 min;65℃灭菌 1 min,2 min,5 min,10 min;70℃灭菌 1 min,2 min,5 min;75℃灭菌1 min,2 min,5 min;在完成灭菌操作以后,要立即利用凉水冲洗降温。放入恒温培养箱中28℃培养10天观察每一批产品的质量变化。最后分别对不同处理的样品进行细菌总数的测定,求得抑菌率。以了解不同温度不同时间的巴氏灭菌效果以及对产品的影响程度。
2.5 细菌总数的测定
按GB 4789.2-2010菌落总数测定中方法测定。
3 结果与讨论
3.1 厂区中有害菌的初步鉴定
通过对厂区个关键点取样的结果来看,厂区的卫生条件不是令人十分满意。在发酵池中以及包装车间中的酵母含量十分多,包装机器上有明显的酵母菌落。各关键点的取样结果如表1。
由表1我们可以看出在整个生产车间的各个环节中都充满了酵母菌。由菌落形态和显微镜下的菌体形态观察可以初步鉴定在整个生产环节中主要由三种酵母菌的存在。主要是胶红酵母,产膜酵母以及酿酒酵母。其中主要影响小萝卜产品品质的是产膜酵母以及酿酒酵母。产膜酵母在酱油制品以及酒类制品中都是影响其产品品质的重要因素。其表象特征主要是在生长过程中产生大量的气泡,然后在液体表面产生一层皱皱的膜状物质,从而影响产品的感观感受和品质。而酿酒酵母则多用于葡萄酒的酿制过程中,由于其在生长过程中产生大量的酒精而得名。也正是由于其在发酵过程中会产生酒精,抑制萝卜腌制过程中乳酸菌得生长,因而对萝卜产品的品质造成很大得影响。胶红酵母虽然在自身生长过程中不会产生一些不利于产品品质的物质,但是试验发现在整个生产过程中,酵母菌的含量始终是大于萝卜发酵的生产菌种——乳酸菌。因此胶红酵母在自身生长过程中可能会由于生长过旺而影响乳酸菌的生长。

工艺环节 取样点 菌落形态 气味 颜色 菌体形态发酵池 盐胚 外周圆滑,中间突起,菌落大 无味 乳白 球状,明显出芽生殖现象发酵池 盐胚 外周圆滑,中间突起,菌落小 酒味 乳白 椭球状,有出芽生殖现象发酵池 脱盐 外周圆滑,中间突起,菌落大 无味 乳白 球状,有出芽生殖现象分拣 排水沟 外周圆滑,中间突起,菌落大 无味 红色 椭球状,有出芽生殖现象分拣 台面 外周圆滑,中间突起,有黏液 无味 乳白 椭球状,有出芽生殖现象包装 机器 外周圆滑,中间突起,菌落大 无味 乳白 球状,有出芽生殖现象
综上所述,在整个生产过程中影响产品品质的一个重要原因就是酵母菌的存在。因此在整个生产工艺中有效地控制酵母菌的生长是必要的。而要想控制酵母菌的生长,首先要做到卫生条件要好,其次采用一些杀菌方式来有效地遏制产品在变为商品之后的质量问题。
3.2 巴氏灭菌的效果测试
3.3 巴氏灭菌对半成品的杀菌效果测试
由于包装材料的限制,罐装萝卜不能进行包装后的成品灭菌,因此只能进行半成品的灭菌试验。将脱盐的萝卜放入不同温度的水浴锅里浸泡不同的时间,然后放回包装车间进行包装之后按照固定温度培养10天观察效果。其结果如表2。

表2 罐装半成品产品巴氏杀菌以后(颜色/浑浊)观察结果
从上表可以看出所有经过巴氏杀菌的样品,在28℃下存放5天均未出现明显的褐变以及浑浊的现象。但是第6天开始便有不同现象发生。同时实验发现在加热以后,产品都有不同程度的气胀现象。当加热时间大于5 min的时候,样品在第6天明显在色泽上出现问题。主要的问题是产品变黑,发黄。分析其原因主要是因为长时间高温处理使得萝卜组织受到破坏,使色氨酸、羟脯氨酸、组氨酸、赖氨酸、天门冬氨酸游离出来与糖类物质发生美拉反应导致变黑。当温度大于70℃时,产品在第6天出现浑浊的现象,而且在70℃处理5 min以及在75℃下处理2 min时样品浑浊效果越发明显。分析原因可能是因为此温度与时间还不足以将酵母菌完全杀死,然而加热所产生的气胀现象又使得瓶装产品内的空气大量增加。在此环境下,为酵母菌的生长造成了非常好的环境,因而使得产品的感观效果要远远差于其他处理的产品。同时,实验也发现利用高温瞬时杀菌的效果与传统的巴氏杀菌方法相比不仅在色泽上没有太大的变化而且在防止浑浊的效果上也非常好。由上表可以看出100℃温度处理的样品大多数都能较长时间的保存,而且其颜色与色泽都与对照产品差别不大。
本实验同时还对巴氏杀菌半成品的灭菌效果以及产品其他的感观性质做了评价。其具体结果如表3。

表3 巴氏杀菌半成品的灭菌效果以及产品其他的感观性质评价
从感观评价来说,所作处理对于产品的风味以及口感上的影响基本上很小。同时也发现当加热温度高于70℃时,温度对产品口感上的影响要逐渐增大。而时间上,当温度低于70℃时,加热时间不超过5 min基本上不会对口感以及风味有太大的影响。其直观表现为有些样品在20℃条件下存放到6天之后便出现汤汁浑浊的现象。由下表可以看出当产品中的酵母细菌总数能够控制在102以下(即抑菌率在99.99%)的时候能够较好的保证产品汁液的浑浊度。而从上表中我们看到当温度在70℃以下时,其抑菌的效果不是特别理想,当加热时间延长时虽然能够达到抑制酵母生长的效果但是长时间的高温处理使得产品的颜色以及口感都得不到很好的保证。而当温度在70℃以上的时候,虽然杀菌效果非常明显但是由于温度的影响使得产品的胀气现象比较明显。由于产品出现胀气现象使得在包装后的空间中产生了大量的氧气使得酵母能够再次繁殖从而使抑菌效果大打折扣。所以当采用70℃以上的温度灭菌时,应当注意采用较短的加热时间来对产品进行处理。实验研究发现在70℃以上的温度条件下,加热时间不要超过1min时是比较理想的结果。同时实验采用100℃的高温对样品处理取得了比较理想的结果。其通过100℃杀菌的样品通过实验表明能够在28℃的条件下存放至少10天,而这种效果是通过其他温度杀菌所达不到的。

图1 各产品酵母对数比较
3.4 成品袋装产品巴氏杀菌效果
将生产车间中包装好的袋装成品放入水浴锅中分别以 60℃,65℃处理 1 min,2 min,5 min,10 min; 70℃,75℃的温度处理 1 min,2 min,5 min。然后冷水冲淋至冷却,做好标记放入恒温培养箱中28℃培养,分别从萝卜的颜色,料液的浑浊度跟踪观察10天,最后打开产品,测试产品的脆度。
在恒温培养箱中跟踪观察的结果如表4

表4 成品袋装产品巴氏杀菌以后(颜色/浑浊)观察结果
从上表能够清楚的看到在袋装产品的杀菌方面,其效果远不如罐装的效果好。当温度高于70℃时,整个灭菌样品袋或多或少的出现了浑浊的现象。并且伴有大量的气泡产生。实验表明,利用70℃以下灭菌至少需要5 min左右才能获非常好的结果。同时在萝卜感观上的变化影响不是十分的明显。相比较而言,袋装产品对温度的敏感性要比瓶装的大得多。应当说在60-65℃的温度条件下进行杀菌是可行的。
本实验同时还对巴氏杀菌袋装成品的灭菌效果以及产品其他的感观性质做了评价。其具体结果如表5。
从感官评价上来说,当加热时间不大于5 min的时候对于箩卜颜色的影响很小,而大于5 min时颜色会发生明显的变化。但是从杀菌效果上来说,当加热时间达到10 min时基本上能够达到灭菌的效果。在任何温度下加热到10 min的时候,其酵母含量只有一个数量级。从存放效果上来说也存在与实验结果相类似的结果。同时实验发现加热温度在70℃以上时,胀气现象同样十分明显。相比于罐装半成品而言这种胀气现象对于产品感官品质的影响要大得多。对于温度较高(高于70℃)时,加热时间短不适用于袋装半成品的杀菌过程。最好还是采用低温长时间加热或者是高温5 min加热的方式。由图可知当抑菌率达到99%以上时基本上能够解决产品的浑浊现象。试验表明在灭菌率高于99%时,样品在28℃下至少能够存放9天左右。

图2 各产品酵母对数比较
3.5 成品袋装产品其他杀菌方式效果
本实验处了完成巴氏杀菌的方式外,还对样品进行了紫外,微波杀菌的效果测试。其效果见表6
通过上述实验可以发现,紫外和微波的杀菌方式不能十分有效的杀死样品中的酵母菌。但是微波和紫外杀菌的方式都不会使产品发生胀气现象。应当说其对产品的感观效果是很好的。建议在采用巴氏杀菌方式的同时能够结合使用紫外杀菌的方式,在保证产品质量的同时对于产品中的酵母也能起到非常好的抑制作用。
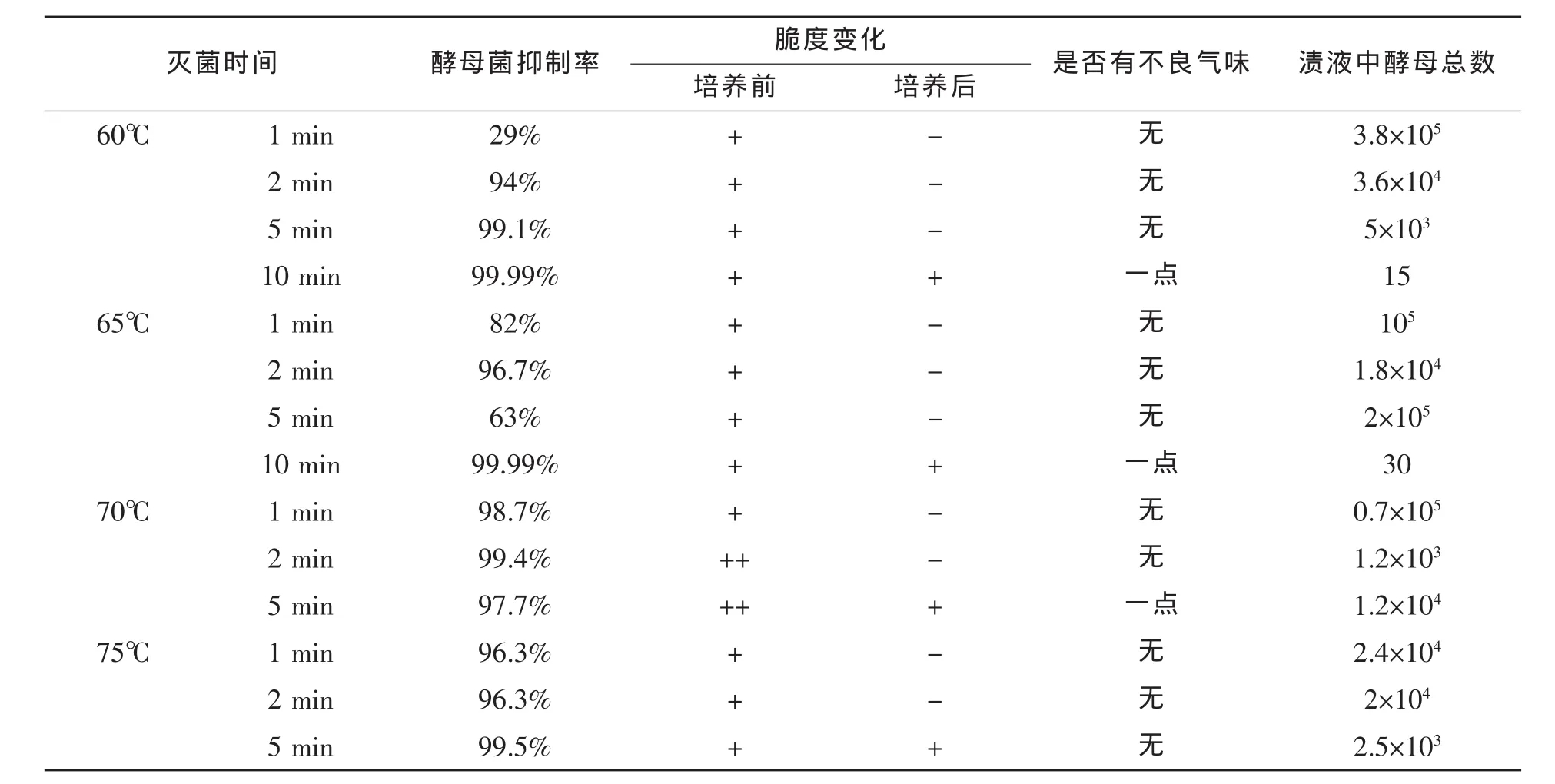
表5 巴氏杀菌成品袋装的灭菌效果以及产品其他的感观性质评价

表6 其他杀菌方式对于成品袋装的灭菌效果以及产品其他的感观性质评价
4 建议
1)采用巴氏杀菌与紫外杀菌相结合的方式对其进行处理,具体方式为70℃左右灭菌2-5 min,然后紫外灭菌5 min,这样基本上能够达到杀菌的效果。
2)产品灭菌只是从包装环节抑制酵母的生长来解决产品出现的品质问题。而要想真正从根本上解决问题还是需要从发酵环节来解决。
[1]黄洪明.兰溪小萝卜的特征特性及生产技术[J].浙江农业科学,2004(6):314-315.
[2]李学贵.对萝卜干腌制工艺的探讨[J].中国酿造,2005(7):39-42.
[3]施安辉.蔬菜传统腌制发酵工艺过程中微生物生态学的意义[J].中国调味品,2005(5):11-15.
[4]吴锦涛.延长泡菜和酸菜保质期的研究[J].食品与发酵工业,1999(3):39-42.
[5]李焕荣.泡菜贮藏期间品质变化规律的研究[J].食品科技,2004(9):28-31.
[6]周晓媛.蔬菜腌制品的风味研究进展[J].食品与发酵工业,2004(4):104-108.
[7]张兰威.酸菜发酵与贮藏期间发生变色的机理研究[J].科研开发,1997(3):11.
[8]雷红.腌渍幼瓜的脆度研究[J].中国调味品,2002(11):19-22.
[9]张怀珠.泡菜腌制方法及管理要点[J].农业科技通信,2002(11):11-12.
[10]高琼.兰溪小萝卜在腌制过程中品质变化规律的研究[J].中国调味品,2007(6):33-35.