高精度视觉测量系统中检测方法的研究
2014-12-19赵大兴孙国栋
赵大兴,彭 煜,孙国栋,冯 维
ZHAO Da-xing,PENG Yu,SUN Guo-dong,FENG Wei
(湖北工业大学 机械工程学院,武汉 430068)
0 引言
电子接插件是实现可分离电接触必不可少的元件,由于其使用量大,分布广范,且在电子设备中起着实现电路通断的重要作用。因此,它的可靠性是整个电子设备正常运行的关键,而其质量将直接影响电子设备的产品品质[1]。对于每分钟高达上千件的电子插接件制造过程来说,其质量检测压力非常大。
目前,国内微型电子接插件生产企业采用的多数检测设备已基本实现自动化,但仍然存在检测与测量精度不高的问题,而其检测的核心环节还得需要人工,这给企业增加了巨大的管理成本,并在一定程度上降低了检测效率[2]。而且即使在最好的情况下,仍然无法保证100%的检验合格率(即“零缺陷”)[3]。针对电子接插件质量检测存在的问题,国内许多专家进行了研究,上海交通大学的金隼、洪海涛将机器视觉技术应用在电子接插件制造的冲压阶段中,通过目标零件的位置信息与标准零件模板匹配以检测出插脚形状上的质量[4]。同时,国内有部分高新技术企业已经对电子接插件质量检测做出了部分成型设备,但由于受电子接插件尺寸型号、检测效率、测量精度以及成本高等条件限制,并不能实现在同一设备上实现多种型号的电子接插件在线检测。
本文正是针对这一需求,提出了一种新的微型电子接插件在线检测与测量系统,并对其中关键的检测方法进行了革新,提高电子接插件的在线检测效率和精度。
1 视觉检测系统原理
微型电子接插件高精度视觉测量系统是一套基于机器视觉的无损检测设备。主要由光源、CCD相机、镜头、图像采集卡、PLC、工控机、细分工作台、驱动器、相应机械结构和视觉测量软件等部分组成[5]。微型电子接插件高精度视觉测量系统工作原理如图1所示:PLC通过驱动器控制细分工作台运动,触发位置传感器并将信号传输至两台面阵CCD相机,由相机分别采集置于细分工作台上的微型电子接插件图像,通过细分工作台的间歇运动实现对微型电子接插件图像的分段采集;相机所采集的图像经图像采集卡处理后传送至工控机,应用自主研发的微型电子接插件高精度视觉测量系统软件,依次对图像进行检测与测量处理;工控机将处理结果传输给PLC控制器,通过电磁阀控制剔除机构剔除不合格的电子接插件,同时可实现故障报警等功能。
2 检测方法的方案设计
2.1 设计的要求
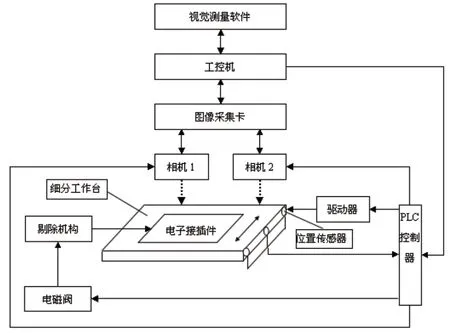
图1 视觉测量系统原理图
采用机器视觉检测代替传统人工检测,实现了微型电子接插件的自动化检测与测量,使人工抽检升级为全检,让检测的效率大大提高。
使用两台相机同时检测同一接插件,这样不仅可以完成对不同部位多种缺陷类型的检测,还能实现对不同型号接插件的检测(可识别接插件类型:micro usb rec、FPC、d-type rec、molding hdmi rec、micro usb plug、camera socket和IC socket等)。
本文以FPC系列接插件为例,如图2所示,目前使用较多,精密度较高的一款接插件。其具体尺寸和公差如图,采用双相机耦合检测,二台相机同时在线采集不同图片,保证了对接插件端口的无死角检测[6]。通过高精度滑台间歇运动的配合,能使检测的精度提高,同时检测的速度也加快。
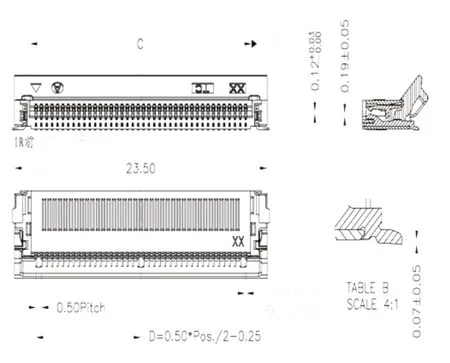
图2 FPC系列电子接插件
2.2 平台的设计
本高精度滑台是采用PLC控制驱动器来运动,XY平面联动,不同于传统平台的被动检测(传统检测平台无动力装置,无法平面移动),能够主动将待检测的接插件送到相机视野内进行检测并实现实时控制及分段进给,且可根据需要调整传动速率[7]。检测时工作台运行的最高速度为5mm/s,即3m/min,最低速度为1mm/s,其负载在0.5kg以下,运动的有效范围可在100mm×100mm内。根据接插件的尺寸和大小,以及滑台的特殊移动检测方式,工作台之上取消了夹具,不同的接插件需要不同的夹具,而此滑台采用的矩形小槽能放置绝大多数的电子接插件,这就避免因为接插件不同要更换夹具的麻烦,提高了检测的效率。XY轴方向除了需要一定的负载能力,在运动的过程还得保持一定的精度。
3 分段测量方法控制的实现
整个测量系统的核心就是分段检测,分段检测提高了检测的精度,使检测的稳定性增强。而此系统采用PLC控制器驱动细分工作台运动,采用工控机反馈信号给PLC控制剔除机构的启停,实现细分工作台高精度保持性的实时控制及分段进给。
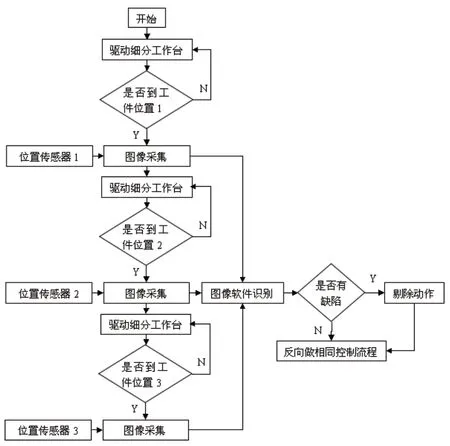
图3 单向分段采集PLC控制流程图
如图3所示,本作品的控制部分包括PLC控制器、位置传感器、驱动器、细分工作台、相应机械结构等。单向分段采集PLC控制主要流程为:PLC通过驱动器控制细分工作台运动,直到移动至工件位置1处触发位置传感器1,PLC接收位置传感器触发信号后触发相机采集微型电子接插件第一段图像;接着,细分工作台会继续运动至工件位置2处,并触发位置传感器2,PLC接收位置传感器触发信号后触发相机采集微型电子接插件第二段图像;最后,细分工作台会继续运动至工件位置3处,并触发位置传感器3,PLC接收位置传感器触发信号后触发相机采集微型电子接插件第三段图像。将同一个微型电子接插件的三段图像经过视觉测量软件自动识别与测量,如果发现缺陷存在,则PLC通过电磁阀控制剔除机构,自动剔除不合格产品;若没有发现缺陷存在,则表示产品合格,不作处理,控制台做反向相同控制流程。另一方向分段PLC控制流程与此相同。
4 检测结果与分析
微型电子接插件高精度视觉测量系统涉及到步进电机的调速控制、PLC控制器的通信控制、CCD的触发方式控制、界面的实时显示、海量图像的实时处理、数据库的记录、剔除机构的执行等诸多任务,而采用的分段检测方法不同于以往的传统检测手段,将接插件分段处理,使相机摄取的检测图像更清晰。
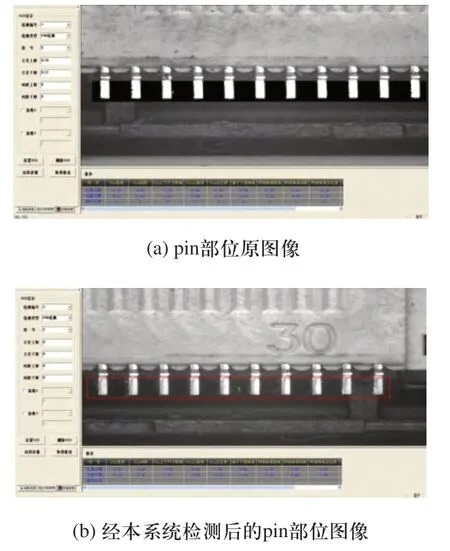
图4 电子接插件pin部位检测与测量效果图
如图4所示为对图2系列电子接插件检测效果图,可以看出检测系统将电子接插件的针脚都以标出,并且实现了针脚尺寸与间距测量,其针脚尺寸与间距将显示在主界面下角的报表中。
以表1所示数据为基准。视觉检测系统对pin部位的测量数据分析如图5所示,其中绿线表示被测量部位允许的误差范围,蓝线连接的各值点表示测量值曲线。
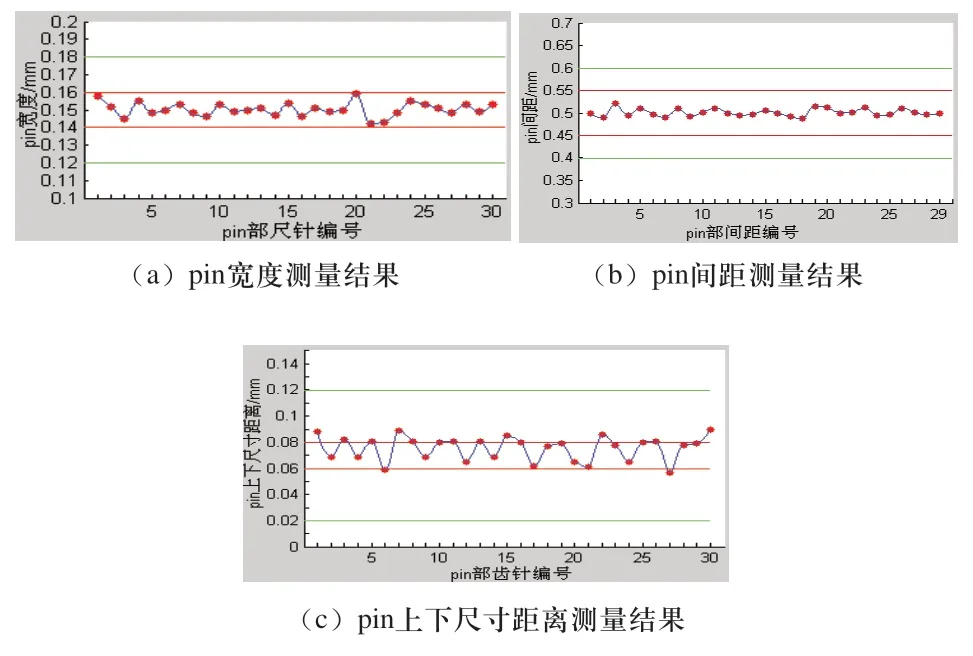
图5 pin测量数据分析图
由5图可知,测量值曲线在允许的误差范围内,满足测量精度要求,实验结果表明,本测量检测方法实现了接插件的高精度检测。
5 结论
微型电子接插件高精度视觉测量系统是一套集机械、电子、光学、计算机、软件工程等于一体的自动化无损检测设备。不仅实现了从传统人工检测到基于机器视觉的自动检测的转变,提高了微型电子接插件检测的时效性和经济性,而且可实现接插件的分段检测和高精度测量,通过将在线检测系统的结果与原始图像中的疵点信息相比较,测量精度可达到0.007mm,而检测过程也因采用滑动平台运载以及自动剔除装置,检测效率达到了8-10个每分钟。
[1]张明畏,金福群.提高接插件可靠性的途径.机电元件,1993,13:4-6.
[2]金隼,来新民.电子接插件大批量制造中的质量在线检测.轻型汽车技术,2003,9:25-29.
[3]杜婷婷.机器视觉技术在电器工业中的应用.制造业自动化,2011,33(7):101-104.
[4]金隼,洪海涛.机器视觉检测在电子接插件制造工业中的应用.仪表技术与传感器,2000,2:13-16.
[5]周传宏,陈郭宝,王怀虎,康少博.OpenCV在条烟视觉检测系统中的应用.机械设计与制造.2011,11:72-74.
[6]隋婧,金伟其.双目立体视觉技术的实现及其进展.电子技术应用.2004,10:4-6.
[7]林海波,杨国哲,赵文辉.三维纳米定位微动平台的设计与分析.设计与研究,2009,7:41-44.
