基于AHP-GRA的热轧计划排程评价体系研究
2014-12-19刘雪伟刘丽兰吴毅平王蔚林
刘雪伟,刘丽兰,吴毅平,王 森,王蔚林
LIU Xue-wei1, LIU Li-lan1, WU Yi-ping2, WANG Sen2, WANG Wei-lin2
(1.上海市智能制造及机器人重点实验室,上海 200072;2.上海宝信软件股份有限公司,上海 200072)
0 引言
近年,随着MES的发展,钢铁企业多工序一体化的生产模式备受关注,热轧作为一体化生产的三大核心环节之一,对于准时化交货期、保证产品质量、提高节能降耗水平等具有重要意义。目前,国内外学者对热轧生产计划排程方面进行了深入研究,在实际应用中也取得了显著的效果,但是如何针对计划排程后所得到的的多个优化方案进行选择的问题却鲜有研究,虽然许多学者和专家通过进行研究和参考国外的做法,提出了不少目标评估指标,但对于在实际操作中如何权衡轻重,如何综合分析,则没有很好的解决办法[1]。
本文基于对热轧计划排程及企业实际生产情况的研究,综合考虑热轧过程中需要优化的工艺、生产资料、能源消耗等方面的目标,构建了热轧计划排程多目标综合评价指标体系,通过灰色关联层次分析法(AHP—GRA)对排程方案进行综合评定,为热轧计划排程方案的选择提供实用、完整、全面的评估和选择依据。
1 综合评价体系概述
热轧计划排程方案的综合评价问题属于多目标的综合评价决策问题。通常多目标综合评价决策问题可以表述用n个指标对m个方案进行评价和比选,选出最优方案,多目标评价矩阵可以表示为[2]:
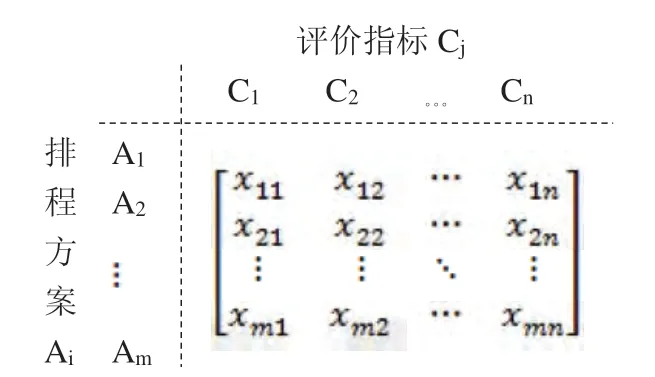
式 中,Ai(i=1,2,3,...,m)表示第i个方案;Cj(j=1,2,3,...,n )表示第j个指标;xij表示第i个方案的第j个指标。此外,定义wj为对应于指标Cj(j=1,2,3,...,n )的权重。
多目标评价决策问题由评价目标、评价指标、指标权重和综合评价模型等要素构成。通常主要包括以下四个阶段:方案提出、指标选择、权重确定、评价集成。其主要步骤为[2]:
层次分析法(AHP)把研究对象作为一个系统,按照分解、比较、判断、综合的思维方式进行决策,分层确定权重,以组合权重计算综合指数,减少了传统主观定权存在的偏差,且容易把不易测量的的目标量化为易测量的指标,但在评价集成阶段,由于需要通过加权平均、分层综合,原始指标值被弱化。灰色关联综合评价法(GRA)利用灰色关联分析理论,采用灰色关联度为测度去评价各方案指标数列与理想方案数列的关联程度,能够充分利用实绩数据来构造数据序列,保证了评价结果的客观性和公平性。本文将GRA的优点融入到AHP中,形成灰色关联层次分析法(AHP—GRA),并利用模糊理论将定性指标定量化,达到更客观、公平、科学的评价排程方案的效果。
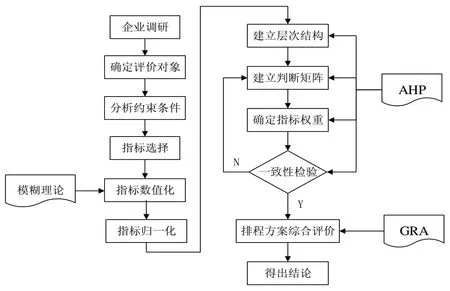
图1 热轧排程方案多目标综合评价流程图
2 热轧计划排程约束条件分析
由于热轧生产环境的动态性、生产知识的多样性、计划排程问题的复杂性,多不同的生产排程方案可能导致不同的生产结果,因此,在进行综合评定的时候,必须首先综合分析热轧生产过程中多方面的约束,从而制定合适评价指标体系,在保证产品质量与客户满意程度的基础上,提升热轧计划排程方案的节能降耗能力。
面向热轧计划排程的综合评价体系基于对已有研究热轧计划排程约束条件的研究,综合考虑交货期、节能降耗水平、产品质量等问题,将约束条件分为三大类:生产资料约束、能源消耗约束以及工艺条件约束。
1)工艺条件约束
为了保证轧制质量,板坯在轧制计划中宽度需要尽量按照非增的方向排列。但是由于在更换工作辊之后,轧辊的工作状况还不稳定,因此,轧制单元初始阶段为了使轧辊达到热平衡和稳定,需按照宽度非减的方向排列来加热轧辊,这部分板坯被称作“烫辊材”。相应的,轧制计划的主体部分被称作“主体材”。烫辊材在轧制单元中所占比例较小,一般安排硬度较低的带钢。通常,一个完整的轧制单元的轧件宽度具有“乌龟壳”结构。
因此,在考虑热轧计划排程的工艺约束时,需考虑烫辊材的工艺约束和主体材的工艺约束,综合已有研究及企业实绩对烫辊材与主体材的约束,可以归结为以下四个方面:
烫辊材/主体材长度约束;
烫辊材/主体材宽度约束;
烫辊材/主体材硬度约束;
烫辊材/主体材厚度约束。
2)生产资料约束
考虑到生产资料(库存、原材料、设备等)对生产计划的影响,将原料约束、设备约束考虑在内,基于TOC理论,借鉴瓶颈资源识别理论,建立以下瓶颈识别模型,从而构建面向资源约束的生产计划排程:

当满足上述条件时,Xi为瓶颈资源。
在热轧过程中,每完成一个轧制单元之后需更换工作辊来保证板坯的轧制质量,然而更换工作辊是一项成本耗费大、作业时间长的工序,一方面轧辊的售价较为昂贵;另一方面若频繁的更换轧辊将会相当影响轧制的生产效率,从成本角度和瓶颈资源利用率的角度考虑,应当使每个轧制单元的轧制公里数尽可能的大,这样可以在满足合同生产要求的前提下减少换辊次数,达到降低生产成本的目的。
另一方面,为了满足客户需求,需要在规定时间内完成订单生产,且在生产时,需考虑库存的因素,因此在考虑资源约束时,需要考虑交货期,不能拖期,也尽量减少提前期,降低库存。
综上,基于热轧生产过程资源方面的约束主要有:
(1)合同交货期窗口约束;
(2)设备产能约束;
(3)库存约束;
(4)轧制单元计划容量约束。
3)能源消耗约束
在面向一体化计划的热轧排程计划体系中,基于时间因素的节能降耗必须加以重点考虑,在热轧工序中主要考虑热轧和连铸之间的衔接,通过热装热送比来衡量,编制计划时必须满足这两道工序在时间上的匹配。
另一方面,经过生产实践发现,不同钢板在热轧期间所消耗的能量与钢种(即出钢记号)有直接关系。在轧制过程中,不同钢种所需能源量(如电能)不同,造成电厂需要不断地变换供电量,由于电厂供电量的跳跃并不能完全实时,所以在一定的波动幅度下只能按照高于需求量的标准进行供应,如此便造成了多余能源的浪费,如图2所示。
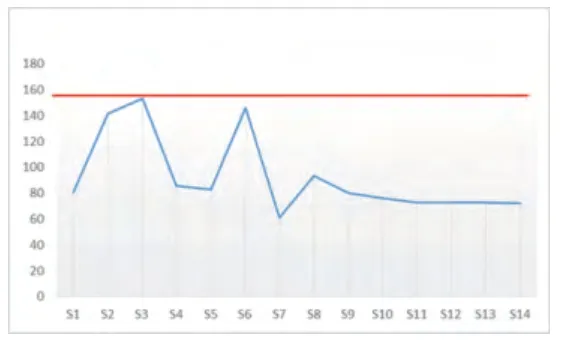
图2 轧制单元内钢板电耗变化与电厂供电量示意图
本文处于对这种现象的考虑,将板坯间的钢种跳跃纳入考虑范围,使整个轧制单元的能源供应曲线按照平滑的走势发展,不能反复跳跃。
综上所述,在热轧阶段考虑能源约束,主要聚焦在以下两个约束条件上:
(1)工件轧制的时间窗约束;
(2)板坯间对应的吨钢电耗变化要平稳,不能反复跳跃。
3 基于AHP-GRA的热轧计划排程综合评价体系
3.1 指标体系建立
目前,用于建立评价指标体系的方法很多,比如分解评价目标法、频度统计法、理论分析法、专家咨询法等。为了充分体现综合评价的决策目标,本文采用分解评价目标的方法建立热轧计划排程综合评价指标体系。该方法的实质是将评价目标逐层分解成可以观测、测量、操作的定性指标或定量指标[3]。
由2的分析可知,由于热轧生产过程中需要面对的多方面约束,故而在确定计划排程的评价指标时需要涵盖工艺、生产资料、能源消耗三个方面,并逐步分解,综合考虑多方面指标对于计划排程效果的影响。依据评价指标体系的建立原则和方法,逐层分解评价目标得到热轧计划排程综合评价指标体系如图3所示。
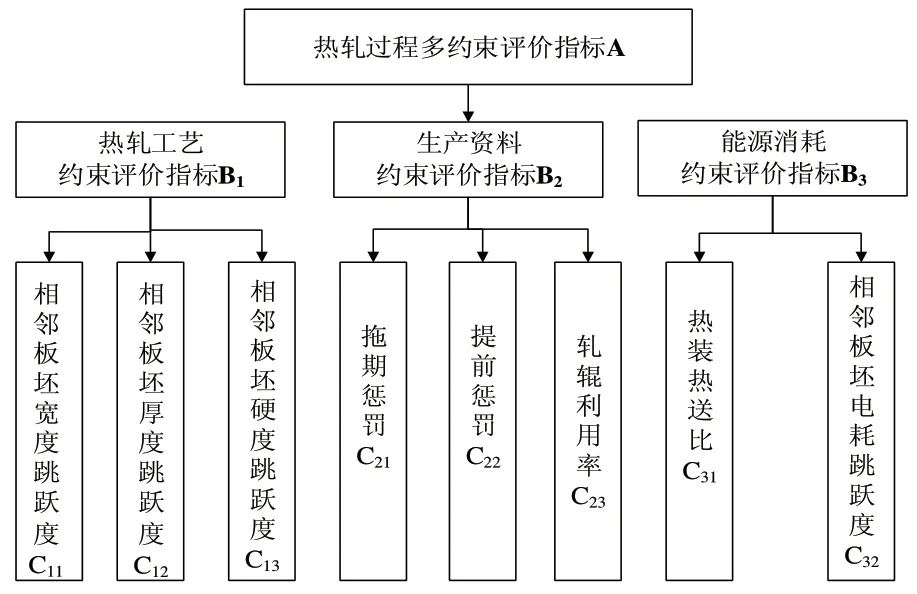
图3 热轧计划排程综合评价指标体系
3.2 指标数据的采集量化
指标的种类不同,数据采集和量化的方法就不同。由图4中的指标体系可以看出,钢铁热轧计划排程的评价指标既有定性指标又有定量指标,既有正向指标也有负向指标,且一般来说,由于定量指标的原始数据之间各个指标值的单位和量级不同,因此不能直接用原始指标值进行分析和比较。在进行综合评价前,需要先将评价指标的原始值统一变换到特定范围内,必须对评价指标进行归一化处理。
1)定量指标的归一化
为了消除原始指标单位及其数值数量对评价结果的影响,采用极值变换法将定量指标的原始指标值转化为评价值,具体做法如下[3]:
设某一定量指标的原始值为x,并根据数据统计规律,获得该定量指标的参考最大值 xmax和参考最小值 xmin,则该指标的评价值Z为:
利用上述公式变换后,指标评价值均处在(0,1)之间,且各指标处在同一数量级别上,便于进行综合评价。
2)定性指标的归一化
由于定性指标的确定中有大量的模糊性存在,为了便于评价,需要运用模糊数学的方法对该评语集进行量化处理。首先将评价等级分为{好、较好、一般、较差、差},根据建立隶属度函数的一般规则,参照宋佳佳[3]关于定性指标归一化处理的研究,建立隶属度函数。等级M的左隶属度μl(M)与右隶属度μr(M),分别为:
其中,当0<x<1时,μmin(x)=1-x,μmax(x )=x,其他情况下均为0。
计算评语M的总隶属度为:

经计算得每个等级对应的隶属度为:
3.3 基于AHP—GRA的综合评价
1)建立层次结构模型
建立问题的层次结构模型是AHP-GRA分析法中最重要的一步,把复杂的问题分解,并按元素的相互关系及其隶属关系形成不同的层次,同一层次的元素作为准则对下一层次的元素起支配作用,同时它又受上一层次元素的支配,系统的层次结构体系如图4所示。
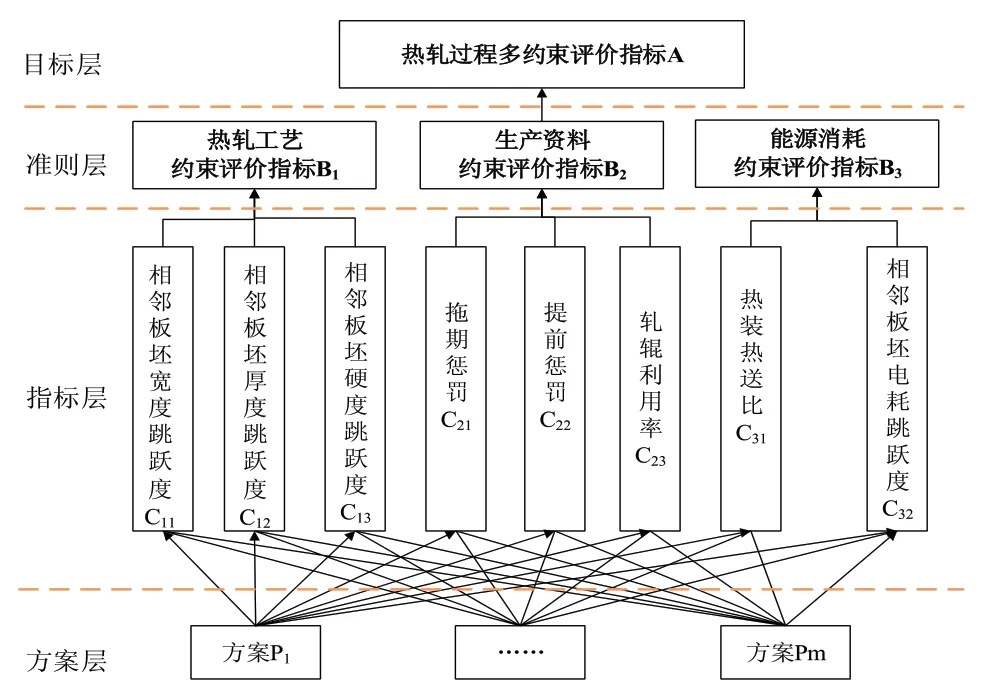
图4 热轧计划排程的层次结构
2)构造判断矩阵
判断矩阵是以对上一层的某要素而言将本层各要素之间进行两两比较来确定的,反映了决策者对本层两两要素与上层要素相对重要性的认识。在AHP中,为使矩阵中的各要素的重要性能够进行定量,一般采用Saaty教授确定的1-9标度,给出AHP判断矩阵A。
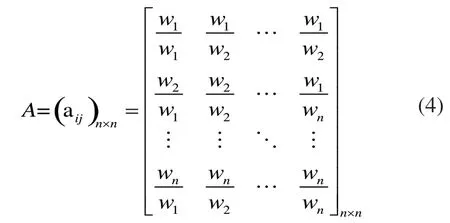
式中,aij是指标wi和wj相对于该属性的重要性的标度量化值。
3)根据判断矩阵计算相对重要度并进行一致性校验。
根据式(5)、(6)、(7)和(8)可以得出,各指标的权重组成的向量为:(其中各权重相加为1),最大特征根约为 λmax,并根据式(9)对指标进行一致性检验。
4)结合生产数据,进行综合评价
根据GRA综合评价方法,建立综合评价模型:

ξ0i(j )第i个方案的第j个指标与第j个最优指标的关联系数,i=(1,2,…,m ),j=(1,2,…,n )。
4 应用实例
4.1 应用背景与数据
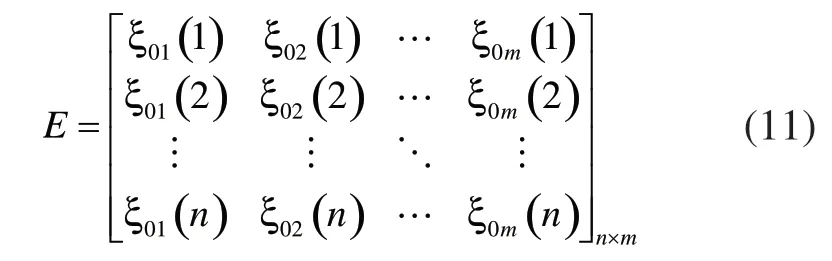
为验证所提出的热轧计划排程综合评价体系的科学性和实用性,以对某钢铁企业的热轧进行计划排程为例,对2套排程方案进行综合评价。假定2个排程方案的各个指标原始数据归一化得到的隶属度μ如表1所示。
表1 各指标原始数据
4.2 指标体系建立
通过调查研究,结合企业生产实绩,征求决策部门领导及专家的意见,对各指标之间的重要性进行对比,构建A—B、Bk—C(k=1,2,3)的判断矩阵表2所示(仅以A—B判断矩阵为例,Bk—C(k=1,2,3)的判断矩阵同样方法):
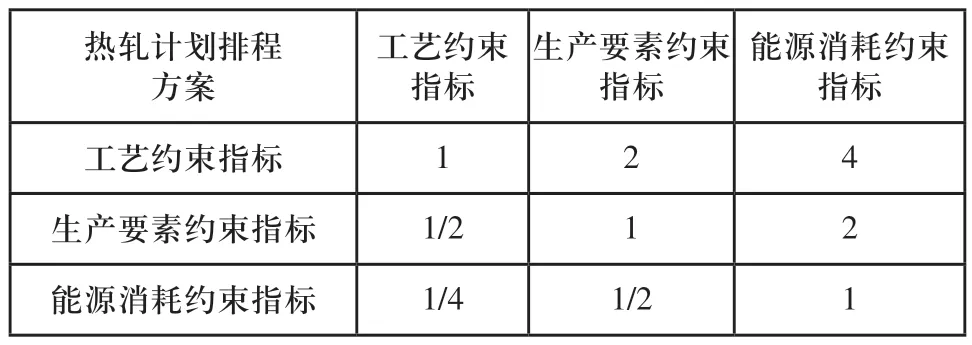
表2 A—B判断矩阵
根据公式(6)、(7)、(8)和(9)计算各指标的权重并评判一致性,得到结果:




经过验证后,矩阵的一致性均满足要求。
经过对企业进行调研,及相关数据的分析,分别对热轧排程方案P1和P2进行综合评价,根据式(1)、(2)和(3)得到灰色关联分析矩阵D和关联系数矩阵E分别为:
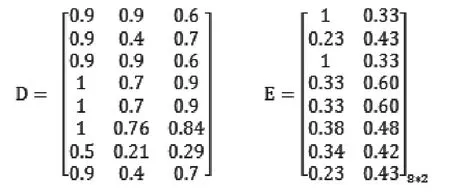
综合评判结果向量R为:
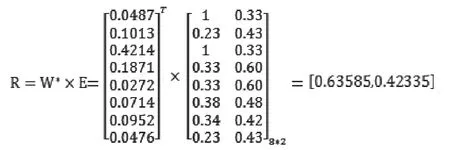
由上述结果可以看出:
1)方案1的综合评价值(0.63585)要高于方案2的综合评价值(0.42335),故而在进行实际生产时,选择方案1能够得到满足生产工艺、生产资料、能源消耗水平多目标优化的目的;
2)由权重矩阵可以看出,生产工艺水平的满足情况在热轧多目标评价中需要重点考虑,综合优化需要在满足生产工艺需求(即保证产品质量合格)的基础上,考虑其他各方面因素。
5 结束语
热轧工序作为钢铁行业三大工序之一,其生产调度是一个多目标优化问题,不同的计划排程方案的实施可能导致不同的生产结果,因此必须慎重选择排程方案。本文基于对生产实绩的研究,综合考虑工艺、生产资料、能源消耗三方面约束及优化目的,对影响计划排程优劣的因素进行分析,构建了热轧计划排程多目标综合评价体系;把灰色关联层次分析法(AHP-GRA)与模糊理论有机结合起来,建立了钢铁企业热轧工序计划排成方案的综合评价模型,并进行了实例分析。实例证明,本文提出的综合评价方法能够充分考虑影响计划排程的各方面因素,保证评价结果的系统性和合理性,具有科学简洁的特点和一定的实用性,可以为钢铁企业热轧计划排成方案的选择提供依据,达到节能降耗的效果。
[1]蔡兰.制造业车间生产调度及其评估理论的研究和应用[D].武汉:武汉理工大学,2008:80.
[2]王江江.楼宇级冷热电联供系统优化及多属性综合评价方法研究[D].北京:华北电力大学,2011:117.
[3]宋佳佳.面向绿色制造的钢铁企业综合评价体系研究[D].武汉:武汉理工大学,2010:17.
[4]苑帅,王坚.企业能效综合评价方法研究[J].电脑知识与技术,2009,5(2):487-489.
[5]刘琦铀,施灿涛,等.钢铁生产多工艺方案综合工艺能力评价方法研究[J].制造业自动化,2013,35(3):74-76.
[6]SLONIM T Y,SCHNEIDER MKUNKEL B N,BROOKS D M.Design issues in fuzzy case-based reasoning[J].Fuzzy sets and systems.Curr Opin Plant Biol,2001,117(2):251-267.
