船用螺旋桨螺距测量机的改造
2014-12-19李勇波徐云朝张运邦
李勇波,何 佳,杨 扬,徐云朝,张运邦
LI Yong-bo,HE Jia,YANG Yang,XU Yun-zhao,ZHANG Yun-bang
(中国地质大学(武汉)机械与电子信息学院,武汉 430074)
0 引言
螺距是螺旋桨的一个重要参数,数显式螺旋桨螺距测量机(以下简称螺距机)作为测量螺距的主要工具,被大量用于螺旋桨铸模、毛胚加工和成品检测等工序中[1]。
应用于某螺旋桨厂的螺距机,由于使用时间较长,出现X轴显示不稳定、Y轴测杆垂直度偏差大和C轴重复定位精度差等问题。针对上述问题,在分析螺距机的测量方法和结构之后,采用了更换磁栅尺和直线导轨、安装偏心轴承、用较低成本的编码器配合精密同步带传动装置代替原来的高精密光栅编码器等方法,成功地完成了对螺距机的改造工作,恢复了测量稳定性,提高了定位精度。
1 螺距机简介
1.1 螺距的测量方法
如图1(a)所示,在桨叶表面选取到轴线距离相同的两点A、B作为测量点,该距离记为r,由X轴磁栅尺测得;O’A’与O’B的夹角记为θ,由C轴角度编码器测得;A、B两点在轴向的高度差记为Δh,由Y轴磁栅尺测得。则半径r处的螺距P与θ、Δh的函数关系为:

在实际生产中,依据测量点间的r、θ、Δh和P的函数关系来铸造、加工和检测螺旋桨。图1(b)是一组样本点的选取示例,在垂直于螺旋桨轴线的同一平面内,每隔5°画一条辐射线,作半径分别为0.35R、0.4R、0.5R、0.6R、0.7R、0.8R、0.9R、R的同心圆,辐射线与圆的交点在桨叶表面的投影即为螺距测量的样本点[2,3]。
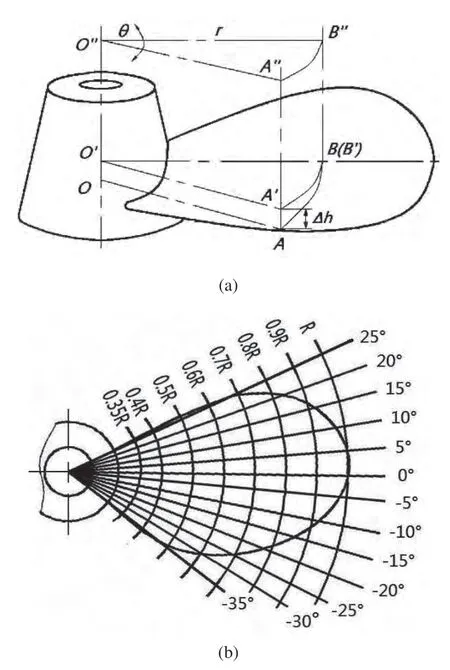
图1 螺距测量示意图
1.2 螺距机的组成
螺距机由机架体、滑车体、测杆、平衡配重体、基座、电控系统等部分组成,如图2所示。其中,电控系统包括单片机控制电路、信号处理电路、传感器、继电器、显示屏、按键、抱闸装置等,其功能是控制坐标值的检测和显示、分辨率的调整、机架体的抱紧与松开[3]。

图2 螺距机结构图
2 螺距机的改造
2.1 X轴的改造
2.1.1 直线导轨和滑块的更换
螺距机的X轴滑车体通过四个滑块在机架体旋转臂的两个平行直线导轨上移动,滑块的滑槽和直线导轨磨损严重,且两边导轨磨损程度不同,水平高度已不一致,造成滑车体不能顺畅地移动。因此,对滑块和导轨进行成套更换,选用上银公司的HGH20C型号直线导轨和滑块,并且在安装前将旋转臂上表面打磨至两边等高,再安装直线导轨,这样保证了两条导轨各处高度相同,使滑车体能在导轨上直线移动。
2.1.2 磁栅尺和磁头的选型
螺距机的X、Y轴测量由磁栅位移传感器完成。磁栅的工作原理是磁电转换,空气的磁阻很大,为保证磁头有稳定的输出信号幅度,磁栅尺与磁头之间不允许存在较大和可变的间隙[4]。X轴的磁栅尺贴在旋转臂内侧,磁头安装在滑车体上,由于使用年限已久,测得的数值不稳定。
鉴于原型号的磁栅尺和配套磁头已经停产,且连接磁头的信号变送器输出的信号为易受干扰的单端信号,将位移测量传感器更换为Magnescale公司的SL130磁栅尺和PL20C磁头,该传感器的输出信号为更加稳定的差分信号,分辨率为0.01mm。
2.1.3 X轴刻度尺的制作
为方便与传感器的测量值形成对比,以检验测量电路是否正常工作,在三个轴上安装刻度尺。由于X轴横臂沿X轴正方向越来越细,刻度尺又只能安装在横臂侧面,与直线导轨存在一个不为零的夹角θ,所以标注的最小刻度对应的长度Δl’与实际长度Δl之间的关系为:
2.2 Y轴的改造
2.2.1 偏心轴承的安装
要实现Y轴坐标的准确测量,不仅要求滑车体处于垂直位置,测杆上下移动的轨迹也要与直线导轨所在平面垂直,而原机测杆的垂直度偏差已超过误差允许范围。为此,采用8个IKO CF8UU偏心轴承对测杆的垂直度进行微调,安装在测杆滑槽的上半部四壁和下半部四壁,分别调整上、下半部分测杆四个方向的偏心量。轴承安装完成后将滑槽水平放置,用水平尺检验测杆水平度,对各偏心轴承的位置作出相应调整使测杆水平,将滑槽翻转90°,重复上述步骤直至测杆四个方向的水平度都达到要求,装回螺距机后检查其垂直度[5]。
2.2.2 恒力弹簧的采用
在螺距测量过程中,要求螺距机的测尖与桨叶接触时的冲量足够小,以免造成测尖和桨叶受损,这就要求测杆在竖直方向上的移动速度具有较好的平滑度,而滑槽与测杆的摩擦力不足以平衡测杆重力。原来的涡卷弹簧弹力会随测杆的上、下运动产生较大的拉力变化,无法保证测杆运动速度的平滑度,将其更换为恒力涡卷弹簧,这种弹簧密绕圈各处的原始曲率基本相同,变形所产生的恢复力,即对测杆的竖直拉力大小基本不变,很好地改善了测杆上下移动速度的平滑度[6]。
2.3 C轴的改造
2.3.1 同步带传动装置的引入
原螺距机的C轴存在回转重复定位性差的问题,所用角度编码器为日本MUTOH公司NH-10800型号的产品,该编码器的精度为10800P/R,中间空心,直接固定在螺距机旋转主轴上,打开检测发现编码器内部玻璃介质有裂隙。鉴于该型号的角度编码器为高精密进口产品,订货周期长,无法在改造合同要求的工期内到货,且售价较高,采用低成本NEMICON公司的OVW2-25-2MD型号编码器更换。该编码器精度为3600P/R,经过传动比为4:1的同步带传动装置变速后,测量精度达到14400P/R。
同步带传动装置的机械结构如图3所示,大同步轮固定在螺距机基座的中心轴上,小同步轮安装在支撑架内,通过联轴器联接角度编码器的转轴,基座与机架体平面通过螺丝固定,旋转机架体时螺距机的中心轴相对于机架体转动,通过同步带将角度增量4倍放大后传递给角度编码器[7]。起初选用的同步带为HTD型圆弧齿带,测量误差尤其是反向测量误差仍较大,后经研究改用带有双圆弧齿的RPP型同步带,其传动精度比HTD型同步带高[8],满足了用户要求。
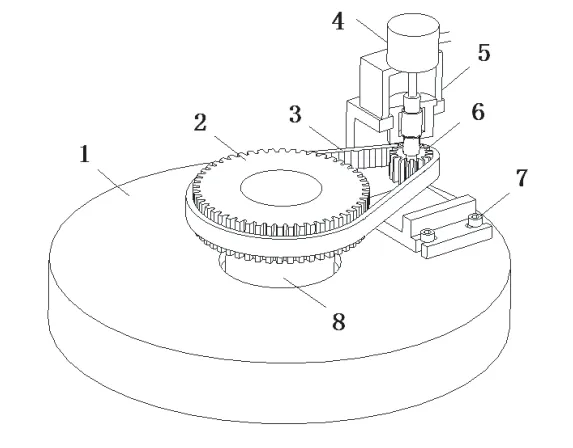
图3 同步带传动装置结构图
2.3.2 环形刻度尺和移动指针的制作
C轴测量尺安装在基座圆柱面上,其刻度的标定与基座底盘半径r有关,基座底盘圆周长为2πr,考虑到测量尺本身具有一定厚度,将尺厚d计入半径,最小刻度为30’,其对应的长度为:

螺旋桨生产现场环境复杂,角度测量的起始位置不确定,故将指针做成与机架体相对位置可改变的移动指针。
2.4 系统性能的提升
2.4.1 加入一键置数功能
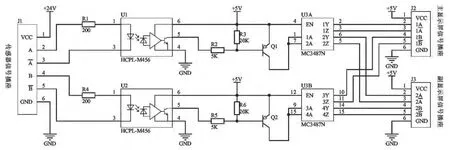
图4 信号转换与同步输出电路
由于滑车体无法滑到基座的轴线位置,原螺距机在X轴坐标值的显示上没有计入其初始位置到轴线的距离,螺距测量者通过显示屏只能获知滑车体当前位置相对于初始位置的坐标。针对此问题,在改造后的系统中增加一键置数的功能,将滑车体移动到初始位置后,按下一键置数功能按键,X轴显示值即被设定为初始坐标值。
2.4.2 增设辅助显示模块
显示三个轴坐标值的数显表安装在电气控制箱上,距离机架体顶端较远,不便于大半径螺旋桨螺距测量时坐标值的读取和按键的操作,需要在滑车体上增加副显示屏和操作面板,这就要求将各传感器的输出信号同时送到两个显示设备进行同步显示。
考虑到测量电路的稳定性与信号传输过程中干扰的最小化,采用图4所示脉冲转换与同步输出电路,角度编码器和新磁头的输出信号均为差分信号,各路差分信号经过200Ω电阻输入到信号光耦HCPL-M456,输出的单端信号经三极管放大后送到差动信号驱动器MC3487的两个输入端,在输出端得到两路相同的差分信号。整个电路实现了一个传感器测量信号的两路同步转换,输入信号与输出信号完全隔离,具有较高的共模抑制比,增强了电路的抗干扰能力[9]。
2.4.3 增加电源滤波器
工业电源产生的强烈噪声能够干扰含有微处理器的数字设备,使其产生误动作,采用带有共模扼流圈的传输滤波器对电源进行滤波。安装时让滤波器的金属外壳与电气控制箱铁皮紧密接触,使电源在高频的工作效果更好[10]。
3 结束语
改造后的螺距机X、Y轴坐标显示精度达到0.01mm,C轴重复定位准确,分辨率达到22.5''。从用户使用后的反馈来看,改造后的系统性能稳定,使用方便。
[1]颜少平,李松玲.螺旋桨数控加工技术研究[J].机电设备,2005,22(2):16-20.
[2]张宏伟,王树新,侯巍,等.螺旋桨三维建模方法研究[J].机床与液压,2006(5):60-62.
[3]皱绪春,李卫春,王西,等.螺旋桨节距测量机的开发研究[J].实用测试技术,2001(4):8-11.
[4]Shuanghui H,Jizhu L,Minghui H,etc.Design of High Precision Magnetic Grid Displacement Sensor[C].IEEE International Conference on Mechatronics and Automation,2008:185-188.
[5]侯勇俊,朱维兵,游思坤,等.双轴平动椭圆振动筛设计中的两个问题[J].矿山机械,2000(10):46-47.
[6]陈强.恒力弹簧的探讨与研究[J].机械工艺师,1997,8:23-24.
[7]张志香,苏铁熊,郑国璋.4100Q汽油机同步齿形带传动系统的设计[J].机械设计,2011,28(6):51-55.
[8]郭建华,姜洪源,潘永阁,等.新型同步带多边形效应对运动性能影响的研究[J].机械传动,2009,33(4):22-25.
[9]Chen CH,Huang CH,Horng TS.Integrated Transformer-Coupled BalunBandpass Filters with an Optimal Common-Mode Rejection Ratio[J].IEEE Transactions on Components,Packaging,and Manufacturing Technology,2012,2(1):53-62.
[10]远坂俊昭.测量电子电路设计——滤波器篇[M].北京:科学出版社,2006.
