直线旋转坐标联动控制加工旋转曲面凸轮的数控改造研究
2014-12-19丁凤琴
丁凤琴,张 凯
DING Feng qin,ZHANG Kai
(郑州旅游职业学院机电工程系,郑州 450009)
0 引言
图1所示是某中小型企业产品上的旋转曲面凸轮零件,因企业生产条件有限,在普通铣床上加工不能保证其加工精度,生产效率低。在现有生产条件下,利用数控技术的优越性,解决这个实际应用中的问题,有着积极的意义和应用前景。
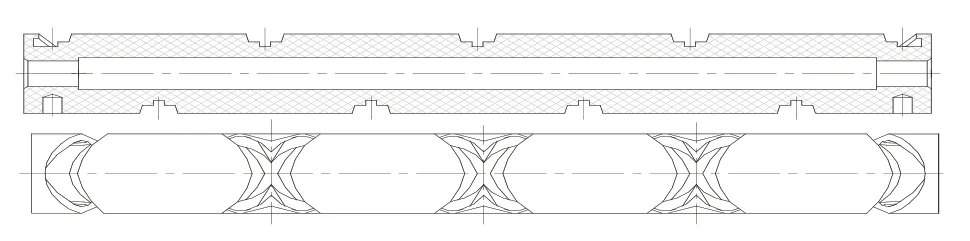
图1 零件图
1 圆柱体旋转曲面凸轮的运动条件与加工条件
加工圆柱体旋转曲面凸轮是按范成法原理进行,它的运动条件是:机床既要有绕工件中心轴线旋转运动,同时也要有沿工件中心轴线轴向移动的功能,这是两个必须的基本运动。为了使凸轮槽在深度方向能加工到尺寸要求,还需要在凸轮零件直径方向有个进给运动[4],这样机床加工圆柱体旋转曲面凸轮的运动条件才能符合要求。
在此基础上,如果发挥数控技术的优势,对普通铣床做一些改造,比如,让普通铣床工作台的直线移动和夹具分度头的转动联动控制工件,零件的槽深进给由铣床的垂直进给运动完成,即可实现上述圆柱体旋转曲面凸轮加工的运动条件。
2 数控改造原理
数控改造在XA5032普通立式铣床上进行。曲面凸轮装夹在分度头上,将它们一起安装在XA5032铣床的工作台上。分度头蜗轮副的蜗杆与Y向伺服电动机相联,使它和曲面凸轮作旋转运动,XA5032铣床工作台的纵向丝杠与X向伺服电动机相联,使工作台带动分度头及曲面凸轮作直线移动,利用斜线指令实现两台伺服电动机的联动,这样曲面凸轮旋转运动和直线移动就得到了联动控制。此数控改造是将铣床工作台的X方向和Y方向两直线单独移动[2],变成了工作台的X方向直线移动,原来的Y方向移动转换成了分度头的旋转运动,且工作台的直线移动和分度头的转动是利用斜线指令联动控制。在加工编程时,让凸轮圆周表面的旋转位移替代Y向位移,令零件的轴向长度替代X向位移,这样就实现了旋转曲面凸轮的数控加工原理。
对于圆柱体表面上的凸轮槽,无论是螺旋槽、圆弧槽还是斜槽,都可以按凸轮槽的几何轨迹展开为平面轨迹,数控加工中,再通过坐标转换到圆柱体表面上,因此,这些轨迹的凸轮槽都可以应用数控技术在改造后的机床上加工,并且能够保证加工质量,使生产效率也得了到提高。
此普通铣床数控改造方式的优点是:应用数控技术可在加工过程中任意改变其运行方向和位移长度,并可在加工中实现任意变速,因此可以实现要求轨迹的准确控制,有利于高精度零件质量的保证,并提高了生产效率。加工中零件深度的进给可由数控铣床Z向进给实现,也可由手动进给实现。
3 数控改造
改造的XA5032立式铣床控制系统采用西门子SINUMERIK802S经济型数控系统,选用FW-125型万能分度头,传动比τ=1:40,X向伺服电动机采用国产步进电机,单位位移精度为0.005mm。
改造后的XA5032立式铣床的主运动传动系统仍采用原来的传动系统,也就是主运动传动系统不变;进给运动的传动系统,用实际测量的方法可以得到与实际情况相符合的数据。例如XA5032普通立式铣床变速箱中的安全离合器,通过调整安全离合器弹簧的弹力即它的松紧,使安全离合器脱开极限压力发生改变,当铣床切削力距达到20kgm,切削运动将断开。机床相同主参数就用此类比法确定即可,铣床的纵向、横向和分度头传动链的数控改造,选用小功率的伺服电动机,就能满足对力矩和传动比的要求。
铣床机械部分改造如下。铣床X向改造后的机械结构如图2所示。铣床Y向(旋转方向)改造后的机械结构如图3所示[1]。
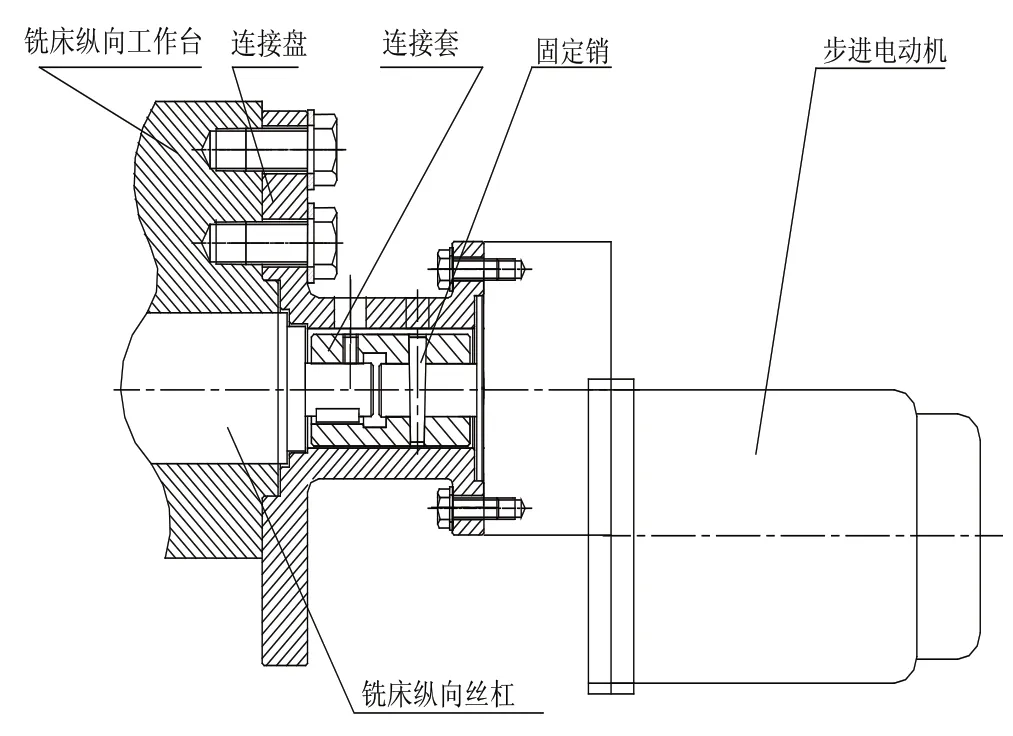
图2 铣床纵向改造结构

图3 铣床旋转向结构图
机床改造后的运行方向设定:根据圆柱体曲面凸轮零件螺旋槽的形状可知,Y向伺服电动机向一个方向转动即可满足加工的运动所需,所以,可任意设定一个运动方向并保持恒定不变;X向伺服电动机转向应根据工件需要而改变;按数控机床坐标系的标准规定采用直角坐标系,改造后的数控铣床X向向右运动为正,向左运动为负;机床Y向即圆柱体旋转曲面凸轮零件展开轨迹向上为正,向下为负。
4 传动比的确定
在数控改造中令X向伺服电动机与铣床纵向丝杠直接联接,因此铣床纵向的脉冲当量为0.005mm。
让分度头蜗轮副的蜗杆与Y向伺服电动机联接,根据以上数控改造原理,只有将旋转位移长度转换为直线位移长度,才能符合数控系统内控软件的编程规定。我们知道:与分度头蜗轮副蜗杆联接的Y向伺服电动机和铣床丝杠传动副的螺距相匹配。只要铣床丝杠的螺距确定为某一值后,Y向伺服电动机就必定转动一周,由于FW-125分度头蜗轮蜗杆副的传动比定数K1=40,所以,Y向伺服电动机转动一转时,带动分度头蜗轮副输入蜗杆一转,并带动分度头主轴及零件转动1/40转,所以,分度头主轴及零件转动一周时所需的位移长度L为:

式中:t 为伺服电动机丝杠螺距,mm;
K1为分度头传动比[4]。
分度头主轴带动零件转动一周,则零件在圆周方向展开长度为l=2πR。由此可知:只有在凸轮零件半径是一固定值即l=L 时,才能保证与旋转运动方向脉冲当量的设定值等值;当l ≠L 时,Y向伺服电动机驱动的分度头及曲面凸轮零件的脉冲当量(即工件转角位移对应的弧长)就会发生改变。在数控加工系统中,脉冲当量的大小影响着加工精度,脉冲当量越大,加工精度越低,加工精度越低误差就越大,反之加工误差就越小。脉冲当量的变化在数控系统的编程中,斜线位移指令和直线位移指令受其影响不大,可以按改变后的脉冲当量计算位移进行编程[3]。尽管如此,但当根据新的脉冲当量计算出的位移长度不是原脉冲当量的整数倍时,加工就会有误差。另外,当l ≥ L 即零件半径R≥tK1/2π时,新脉冲当量就会大于数控系统原规定的脉冲当量,这样就使加工误差增大了。再则,数控加工系统中,脉冲当量的改变对运行圆弧指令影响很大,机床改造后如果脉冲当量与数控系统原规定的脉冲当量不一致,则在运行圆弧指令时就会使加工出的圆弧轨迹发生变形。
改造时铣床控制系统采用西门子SINUMERIK802S系统,不改变其脉冲当量,即按原脉冲当量控制。
由于图1曲面凸轮零件圆柱面两端要求加工圆弧槽,所以,为了保证工件两端圆弧槽加工的圆弧轨迹精度,并且能够按照数控系统软件原来的规定进行编程,改造后的脉冲当量必须保证与原数控系统一致,即l=L。
为使l=L,在分度头输入蜗杆与Y向伺服电动机输出轴之间增加一个齿轮传动副,如图3所示,这样就解决了上述问题。增加的齿轮副传动比计算公式为:

在进行圆柱体旋转曲面凸轮加工的实际应用中:凸轮零件半径R=25mm,X向伺服电动机丝杠螺距t=4mm,分度头蜗杆蜗轮副传动比K1=40,所以,新增加的齿轮传动副传动比为:

5 误差分析

实例应用中:

上述结果证明:分度头输入蜗杆与Y向伺服电动机输出轴之间增加一个齿轮传动副后,因不能使L与l 完全相等,所以改造后的数控铣床有运动传递误差。不过,数控加工中位移长度可任意控制,当运动误差累积到ΔL≥±0.005mm 时,通过变换Y向伺服电动机的运行长度,就可消除其运动误差并可将累积误差控制在0.005mm之内,从而能够保证其加工精度。如以下实例中。
使零件加工中增加到两步位移长度,那么每周的旋转位移中实际运动传递误差为:

零件在加工中数转的全长旋转位移,造成的实际传递累积误差Σ△l为:

式中,m为工件的实际转数。
其中:

因此,铣床改造后虽不能使L与l 完全相等并使运动产生传递误差,但通过上例可知,能将加工中产生的运动累积误差ΣΔl 控制在小于脉冲当量的范围之内。
6 结束语
经过实践证明,普通铣床的数控改造采用上述结构,将机床的直线运动转换为工件的旋转运动,并实现了直线运动和旋转运动的联动控制运行,因此实现了圆柱体表面上旋转曲面轨迹的高精度的数控加工。拓展了数控技术的实际应用,具有很强的实用性。此数控加工方式还具有下述优势:可以根据零件实际直径尺寸,同比例地变换不同的脉冲当量,可以满足零件精度更高的加工需要,更换圆柱立铣刀为研磨棒,可以进行圆柱体表面上旋转曲面轨迹数控抛磨加工。
[1]余英良.机床数控改造设计与实例[M].北京:机械工业出版社,1998.
[2]田勇亮,等.圆柱螺旋凸轮数控加工的数控改造[J].机电产品开发与创新,2011.
[3]陈相志,等.加工圆柱螺旋凸轮的普通铣床数控改造[J].现代制造工程,2005.
[4]黄宏伟,等.圆柱螺旋凸轮数控加工的普通铣床数控改造[J].机床与液压,2009.
