电脑刺绣原理及问题探究
2014-12-18刘晓晓刘娟
刘晓晓 刘娟*
(北京服装学院)
1 电脑刺绣主要问题
在电脑刺绣的生产工艺中经常会出现各种问题,通过对图1、图2两个刺绣实例进行对比,可以看出这些问题有些是在刺绣打版时造成的,有些则是在机器刺绣时造成的。一般而言,遇到的问题大致可以分为三类:绣花花样走位、花样露出底布、绣花成品出现布面起皱。以下将通过介绍电脑刺绣工作原理及实验操作来分析问题的成因及解决方法。
2 电脑刺绣工作原理
2.1 电脑绣花打版
1977年,Meistergram在Bobbin Show展会上展出了其第一台字符电脑绣花机,[1]使刺绣工艺进入数字化生产的新阶段,用于绣花纹样设计的电脑绣花打版系统也随之诞生。富怡的电脑绣花图艺设计系统就是众多打版系统之一。
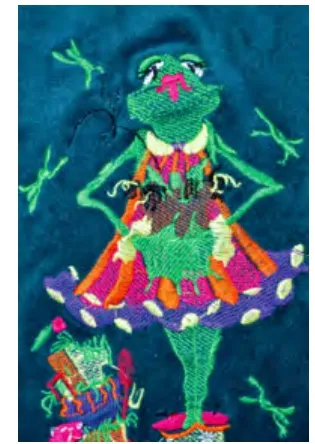
图1 :有问题的刺绣图

图2 :修改后的刺绣
2.1.1 富怡电脑绣花设计打版
富怡的绣花打版软件系统功能丰富,除一般的平绣打版外,还可进行贴布绣、雕孔绣、亮片绣等多种设计工序,操作便捷。
花样打版可分为以下步骤:
1)创建新画稿
可以通过页面设置选项来调整画稿页面的大小及背景颜色,以符合自己的绣花纹样。
2)图像读入
作为绣花打版的底图,图像可以是手绘白描稿或图片,系统支持多种位图和矢量图格式。
3)图案打版与编辑
打版前要先分析图像,单色图像可以按绣花图案的绣制顺序打版,多色图像则先要考虑图像各个部分的用色,排列出颜色的绣制顺序后再依次进行打版。在多色制版时,要随时记录换色的颜色顺序,以便在刺绣机电脑控制系统中输入绣线的换色顺序,还可通过选择针法及打版输入法来设计花样形式。
4)保存画稿
系统会默认保存富怡绣花图艺的系统文件为*.EDD,此格式用打版软件打开后可进行编辑修改。文件也可通过另存为得到*.DST格式,而绣花机电脑控制系统仅能够读取此格式,因此用打版软件打开后只可查看效果,不可进行编辑修改。
2.1.2 打版系统常用工具
2.1.2.1 打版输入法
花样设计的数字化就是输入用以描述针法对象轮廓的线段和封闭图形,并为每一个图形对象选择一种合适的针法和输入法。[2]富怡绣花打版软件共有七种输入法,与不同的针法搭配使用,可将图形对象填绣出最好的效果。
1)双边输入法
可用于图形两边轮廓线的描绘标注,搭配的针法有跳线挨针、挨针、三角挨针、E字针、立体针、挨他他米和曲线他他米。
2)中心线输入法
此输入法适用于宽度相等的图形,以一条中心线为轨迹线描绘图形,搭配针法同双边输入法。
3)对边输入法
该输入法可对图形轮廓线的两边交替进行描绘,两个对应的图形边界节点共同决定了针迹的角度,对节点进行编辑调整,针迹的角度也会随之改变,搭配法同双边输入法。
4)富怡图艺系统输入法
此种输入法可以输入单种类型的线和组合曲线,有直线(L)、样条(S)、圆弧(A)、贝塞尔曲线(C)。
5)富怡打版系统Ⅱ输入法(圆弧)
此输入法只限于直线和圆弧线条的输入,鼠标左键为直线输入,右键是圆弧输入。
6)富怡打版系统Ⅱ输入法(样条)
此输入法只限于直线和样条的输入,鼠标左键为直线输入,右键为样条输入。
7)富怡打版系统输入法
此输入法只用于圆弧输入。
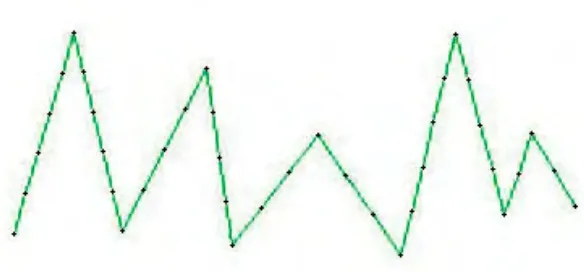
图3 :单针

图3 :手动单针

图4 :挨针刺绣图

图5 :跳线挨针刺绣
2.1.2.2.针法工具
电脑刺绣针法借鉴了传统刺绣中针法的表现形式并进行创新,常用的针法有单针、手动单针、跳线挨针、挨针、三角挨针、E字针、立体针、挨他他米、曲线他他米、他他米、复版和主题花纹填充等。
单针和手动单针,主要用于细线段的刺绣,可通过增加重复次数来绣出粗线效果。手动单针与单针的区别在于,在不超过最大步长的前提下,对轮廓线描绘的每个输入点都是下针点,跟随输入点走任意角度的针步(如图3)。
挨针是在绣花打版中使用最多的针法,跳线挨针、立体针、三角挨针与挨针在表现形式上仅存在细小差别。用挨针绣制图形时,当步长超过机械的最大步长,软件会自动在挨针针法对象中插入一个下针点(如图4),使步长保持在最大步长之内。而跳线挨针针法在超过最大步长时,则会自动插入一个不剪线的跳针,机器上的针头会停顿但不下针,保持了图案的完整(如图5)。立体针在对立体效果要求较高的花样中用的较多。三角挨针常用作包边。
E字针的针迹外形像一把梳子,常用作包边或填绣较稀疏的图形。[2]
他他米、挨他他米、曲线他他米在打版软件的模拟显示上没有太大差别,表现形式上用针迹规律性的来回交织形成连续的纹理,创建凹凸不平的肌理效果。[3]
复版和主题花纹填充都需要小花样来制作。小花样是指一些简单的或经常使用的针法对象,可从系统小花样剪贴板中调用自带或保存的花样。复版是指在画面中定义一条轨迹线,使小花样沿轨迹线重复排列。主题花纹填充则是指选择一种小花样填充任意形状的封闭图形。
2.2 电脑绣花机
富怡电脑平绣机可根据刺绣颜色及机头数量分为不同机型,有精密绣花机、大型平绣机、超大型平绣机、特种绣花机和帽绣机等。不同型号机器的可绣作面积也不同,可依据纹样的大小来选择绣花机。
绣花机操作可分为以下步骤:
1)根据面料及绣线选择绣花针,最常用的绣花针型号是DBXK5。
2)安装底线及面线,并调整线的松紧程度。
3)准备衬纸及布料,用绣框专用夹将衬纸和布料一同固定在绣框上,布料要平整。
4)用U盘导入刺绣机电脑控制系统,可用电脑操作屏来查看并选择U盘中的花样。
5)在电脑存储系统中调整花样的旋转角度。
6)系统带有自动剪线设置、断线检查设置、换色顺序设定功能。
7)为防止刺绣过程中针头碰到绣框损坏机器,要在刺绣前进行边框检查,检测花样是否在绣框之内。
8)打开绣花机开关,开始刺绣。
3 刺绣问题的成因及解决方法
根据电脑刺绣的工作原理进行绣花工艺的实际操作时,可以找出刺绣问题的解决方法。绣花花样走位的原因有很多,布料没有固定好是其最主要原因之一,绣花布片绷得过松、过紧都会出现走位现象,打版时没有妥善考虑到走针的合理性也会造成花样走位,花样没有打底或打底密度不够也会造成花样走位的可能。相应的解决方法有在固定绣框时将布料推平,松紧要适度,以不出现不良皱褶为宜;在打版时走针针法设计要均匀,避免大面积绣作,也为防止绣作时产生的拉力将布料扯偏;还可通过花样打底来固定布料,减少了花样走位的可能性。
花样露出底布(如图6)是由于花版针法对象的密度不够而造成。同一花样在不同面料上绣出来的效果会有差异,因此在没有把握时,可在正式刺绣前先进行小片的刺绣实验,再通过成果来改变针迹密度以完美最终成品。
布面起皱(如图6)是刺绣中的常见现象,花样间密度过大、针迹密度过大、绣线面线过紧以及机器转速过快等都会导致布面起皱。在进行设计时,需注意每个花样的设计应疏密有度,防止过于集中。同时,适当的减小针迹密度、调整面线松紧或是降低机器转速,都可以减少布面起皱的现象。另外,给花样打底也可以有效防止布面起皱(如图7)。

图6 :修改前

图7 :增加密度和打底
4 结语
本文通过实验验证了电脑刺绣所产生问题的解决方法的可行性,为各种花样及面料质地的刺绣设计与应用提供了参考。电脑刺绣在多年的发展过程中形成了一种独特的形式语言,在材质、工艺、技术上都有创新应用,但其工作原理大同小异,通过上述解决方法可以有效地解决刺绣问题,进而提高绣花版的绣花质量。
[1] 电脑刺绣编年史[J].中国制衣,2008(03).
[2] 张志刚.电脑绣花花样设计系统应用教程[M].北京:中国纺织出版社,2010.
[3] 张盼,梁昭华.传统刺绣与电脑刺绣的艺术特点比较[J].艺术与设计(理论),2010(07).