关节式坐标测量机测量原理特点及应用理论分析
2014-12-18艾竹君费业泰
艾竹君,胡 毅,费业泰
(合肥工业大学 仪器科学与光电工程学院,合肥 230009)
0 引言
在精密工程技术中,坐标测量机是最常用的测量方法。面对测量对象的实际需要,多年来坐标测量技术不断发展,有多种形式的测量机,测量精度日渐提高,测量功能愈来愈强,其中测量精度则是测量机发展中始终致力研究的关键问题。对于最常用的三坐标测量机,测量精度已达到微米级精度水平,而近几十年迅速发展应用的关节式坐标测量机,测量精度则处于数十微米的精度水平,为了能提高关节式坐标测量机精度,本文从测量机测量原理,误差减少与控制等几方面进行分析,提出测量机精度提高的若干途径和措施。
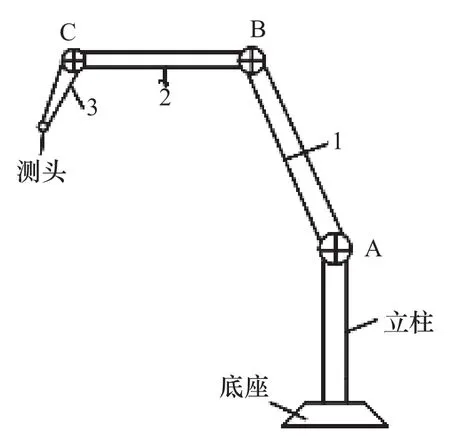
图1 测量臂1,2,3和关节A,B,C
关节式坐标测量机具有测量空间开阔、操作简便、携带方便,对使用环境要求不高、适于现场测量和在线测量等优点,因此应用广泛,其测量功能越来越强,测量精度也日渐提高。但由于其机构原理特点及精度控制存在不足,虽然采用了高精度组成器件和制造技术,目前最高测量精度也难以达到常用直角三坐标测量机的低精度水平。
1 测量机具有串联式逐级放大结构测量系统
关节式坐标测量机组成结构原理如图1所示。它主要是由三个测量臂和六个角度编码器所组成的串联式极坐标测量信号传递系统。
测量方程式如式(1)所示。

θi为关节处圆编码器测得的角度;

由式(1)可以看出,关节式坐标测量机是具有多参数组成的复杂测量系统,测头在坐标测量点位置坐标值得系统误差如式(2)所示。

式中Δθi,Δαi,Δdi,Δli以及 Δl 为制造装配引起的结构参数的原始系统误差,由于测量机是串联式的结构组成的多误差源测量系统,故各项误差逐级传递、积累放大,使测量机的总误差较大,这是关节式坐标测量机固有的重要特点,虽然已尽量采取多项措施来减小测量误差,但其效果仍有限。
2 测量误差与测量机姿态密切相关
进一步分析式(2)可以看出,关节式坐标测量机空间测量点坐标值测量误差与正交直角坐标测量机有很大不同,正交直角坐标测量机空间测量点的坐标值可以表示为:


其中,θi=[0,2π],i=1,2,…,6。
式(4)表明,关节式坐标测量机空间任意测量点的测量误差是变量,为圆编码器角度实时值得函数。空间测量点的几何坐标值不变,而其测量误差是与测量机各个测量臂姿态密切相关,且为一个随机变量,这是关节式坐标测量机又一个重要特点。进一步的理论研究表明[1,2],在测量机整个测量空间内各个测量点的误差范围呈三维误差几何形体,具有误差的最大值与最小值。而各测量点误差最大值不相等,在整个测量空间所有测量点误差最大误差值变化具有一定规律并可用数学模型来描述。
3 采用参数辨识原理确定结构参数
为了保证提高关节式坐标测量机精度,面对测量机多参数、多误差源的复杂测量系统,目前常用参数辨识与标定方法,用高精度标准量在测量机测量空间内多个位置不同姿态进行大量测量采样,建立误差方程后用D-H最小二乘求得测量机的各个结构参数,在实际测量时,将解得的各个结构参数值代入测量方程(1),即可得到所需的结构参数测量值,它未考虑除测量机结构参数以外的其他各因素对测量采样值的影响,这是测量机的又一重要特点。
4 存在高精度的最佳测量区
关节式坐标测量机是一个串联关节的复杂结构系统,测量误差与测量机实时姿态有关,研究表明测量机整个测量误差分布具有一定规律[3~7],各个测量点的误差为变量,存在误差变化的最大值与最小值,期望得到在测量机全部测量空间内测量误差最大值为最小者或较小者的测量区域。德国学者Werner Lotze研究了平行关节臂坐标测量机ScanMax存在测量误差较小的最佳测量区并得到应用[8]。全关节的坐标测量机同样存在最佳测量区,通过实验和理论分析能够证明最佳测量区的存在性并可确定其在测量空间的位置,它为高精度使用全关节坐标测量机堤供理论依据,这是关节式坐标测量机又一重要特点。
5 影响测量精度因素分析
根据上面分析的测量机特点及精度标定方法,可知影响难以提高测量机精度,存在三个重要因素。关节式测量机是具有复杂结构组成系统,制造装配和采用标准件精度将直接影响测量机精度。
首先,测量方程式是测量机原理给出的测量信号传递模型,它包含了测量机主要结构参数实际值,而忽略了还有其他因素与组件偏差对测量结果的影响,如测头轴线的位置偏差和测球的形状误差以及温度变化产生的误差等,这些因素在一定程度上影响测量精度,但却被忽视,所以现有的提高精度手段,其效果受到限制。
其次,测量机姿态与测量结果有直接关系,虽然在参数辨识、精度标定已考虑了多姿态的大量采样,但仍是有限的离散值,而实际测量使用时测量机姿态又是随机连续变化,致使测量姿态与精度标定时姿态难以吻合一致,即测量机结构参数在不同姿态下直接测量结果及其误差与实际测量状态所得结果不符,由此随机的测量姿态必然影响测量精度。
再次,测量机在整个测量空间内各测量点的误差不同,且具有连续变化规律,存在最大测量误差为最大值测量区域和最大测量误差为最小值测量区域,实际测量时的测量区域是随机的,而就整个测量区间来看,最小值测量区所占整个测量区间的比例较小,因此在误差最大值区域进行测量的概率较大,这将会直接影响测量结果精度。
6 提高测量精度的途径与措施
根据关节式坐标测量机的特点及影响测量精度的各因素分析,为了有效提高测量精度,可采用以下有效措施。
6.1 采用变臂关节坐标测量机
如图1所示,全关节坐标测量机具有三个测量臂、六个圆编码器组成的三个关节A、B、C,用数字表示相应三关节的园编码器和测量臂为(21-21-21)。通常情况下第一个测量臂多用于送至被测对象所在测量部位,而实际测量时往往只需第二、第三测量臂和第二、第三关节B、C的组合运动,即可实现测量功能,此时将第一测量臂和测量机支座固定锁紧不动,用数字表示则为(00-21-21)。由式(1)、式(2)可知,减少第一测量臂和第一关节A运动,则式中就减少了相应结构参数及其误差的影响,而第一测量臂和第一关节误差是经过逐级传递放大,对测量结果精度影响最大,所以采用变臂的(00-21-21)测量机结构,将会大幅度提高精度,这是提高测量精度的有效途径和措施,但需要在测量机结构上增加可靠地快速锁紧构件。关于变臂关节式坐标测量机,也有其他变臂和变关节结构,都能有效达到提高精度之目的。
6.2 采用智能记忆精度标定技术
测量机目前采用的参数辨识与精度标定方法得到的参数值具有一定的随机性,或者说它是有限范围多次变姿标定采样得到随机值得平均值,其值不可能与实际测量时的姿态完全吻合一致。因此采用记忆精度标定技术,在测量机多种姿态下离散标定采样,由于采样值仍是有限个数据,必须进一步用支持向量机等现代数学方法进行数据拟合,得到测量空间某一点位的误差线序数学模型,并用软件存入计算机,在实际测量时将记忆的数学模型用于相应的测量姿态的测量结果,能够得到较高精度的测量结果。这种方法在理论和技术上均有一定的难度,但能够研究解决。首先需要对测量空间的测量点位采样进行优化布置,用较少的测量点位得到能尽量反映整体测量空间的点位误差实际状态。其次是采用现代数学方法和建立误差模型的记忆软件,虽然这是具有一定繁杂性的理论与技术工作,但经过努力是能够得到解决。
6.3 采用全误差分析应用理论与技术
关节式坐标测量机目前采用的结构参数辨识原理是建立在机器人相关技术基础上,它存在固有的弊端。关节式坐标测量机是一种使用性强的测量仪器,虽然结构上与机器人有一定的相似性,但它要求具有高精度的定位结果输出,而现有机器人的精度理论不完全适应关节式坐标测量机,需要用仪器精度与测量误差理论来指导关节式坐标测量机的设计制造全过程,其中主要是应用测量系统全误差分析、建模及分离修正理论。根据已确定的结构组成系统级测量方法,全面分析各个原始误差源,其中包括按式(1)所示各参数的函数误差,还有未包含在式(1)内的其他多项独立作用误差。这两种误差均影响测量精度,必须建立包含所有误差的全误差方程,并进一步解得最后结果。具体方法步骤如下:
首先根据测量机设计给出的各个结构参数值,代入式(1)求得各坐标公称值;
其次按式(2)求出各参数误差影响的测量机函数误差方程;
再次全面分析结构参数以外的其他所有独立原始误差及其误差传递函数,给出全部独立作用误差项;
最后将函数误差和各独立作用误差合成,建立全误差公式。
实际应用全误差公式,若已知各个误差值就可直接带入全误差公式而得到测量总误差,对系统误差则可采用误差修正技术而得到高精度测量结果。但已知各个误差实际值若存在困难,仍可采用精度标定方法,将全误差公式带入式(1),建立包含该测量方程以及其他所有独立作用误差的统一方程,根据该方程再用多次测量采样值由D-H方程解得全部结构参数值和全部误差值。根据这些数值,可得到高精度测量结果。
以上论述表明应用全误差分析建模方法,在理论上不存在困难,仅仅是仪器误差分析建模的实际应用,但工作程序繁杂,建立的全误差方程和测量机统一方程的解算工作量大,用计算机软件能方便地完成。
6.4 应用最佳测量区域进行测量
已知测量机存在最佳测量区及其位置,可用空间几何与测量机空间误差的最大误差为最小误差分布区域及其规律进行数学三维截取,参照平行关节臂坐标测量机ScanMax的方法,根据给出的测量精度大小,所截取的测量范围也不相同,在此最佳测量区进行测量,能够提高测量精度。由于所截取的最佳测量区位置可能不方便用于实际测量,为此必要时可进一步研究改进设计与制造,匹配各个园编器的误差起始相位,使最佳测量区能够在方便测量的最佳位置。
7 结论
关节式坐标测量机具有多项优点,应用也愈来愈广泛,但目前测量精度与通用的直角三坐标测量机精度相差较大,本文根据国家自然基金项目(51075117),创新精度理论与应用技术研究内容进行开拓与扩展,分析了关节式坐标测量机的特点,在此基础上提出了提高精度的途径与措施,虽然其中有的仅是探索性的,尚需进行实践,但理论分析和部分实验表明,拟采取的途径与措施具有可行性和应用前景,能在一定程度上有效提高关节式坐标测量机精度,并将有利于关节式坐标测量机的扩大应用。
[1]郑大腾.柔性坐标测量机空间误差模型及最佳测量区研究[D].合肥工业大学,2010.
[2]程文涛,于连栋,费业泰.关节式坐标测量机参数识别算法研究[J].中国科学技术大学学报,2011,41(1):45-49.
[3]叶东,黄庆成,车仁生.多关节坐标测量机的误差模型[J].光学精密工程,1999,7(2):91-96.
[4]费业泰.误差理论与数据处理[M].第6版.北京:机械工业出版社,2010.
[5]黄奎,莫健华,钟凯,余立华,史玉升,王从军.柔性关节臂式测量机的误差仿真分析[J].北京科技大学学报,2010,32(10):1346-1352.
[6]高贯斌,王文,林铿,陈子辰.应用改进模拟退火算法实现关节臂式坐标测量机的参数辨识[J].光学精密工程,2009,17(10):2499-2504.
[7]汪平平.柔性坐标测量机精度问题研究[D].合肥工业大学,2006.
[8]Werner Lotze.ScanMax a novel 3D coordinate measuring machine for the shop-floor environment[J].Measurement,1996,Vol.18(1):17-25.
