基于机床转角的叶轮流道加工刀轴控制方法
2014-12-05韩飞燕张定华党创锋
韩飞燕 张定华 党创锋
1.西北工业大学现代设计与集成制造技术教育部重点实验室,西安,710072 2.西安星展测控科技有限公司,西安,710089
0 引言
叶轮类零件广泛应用于航空、航天等军工领域,其工作转速高、形状复杂、加工精度高,尤其是叶轮流道型面的制造精度对提高整机性能具有决定性影响。而自由曲面叶轮往往叶片稠度大、流道狭窄、空间形状复杂,其加工难度较高。目前国内外自由曲面叶轮的加工大多采用五轴联动加工[1-2],但五轴机床价格昂贵,而且我国许多叶轮生产厂家存在着大量的四轴数控设备,从加工成本和生产实际情况考虑,研究四轴数控加工理论对于开发现有设备的加工潜力、降低叶轮加工成本有着重要现实意义。
刀轴控制是自由曲面叶轮四轴数控加工中最为核心的内容,直接决定了叶轮加工的可能性、质量和效率。国内外许多学者针对自由曲面[3-5]及自由曲面叶轮流道加工[6-9]中的刀轴控制方法开展了大量研究。文献[6]在侧铣叶型的两条刀具轨迹之间采用圆周线性插值的方法求解流道加工的刀轴矢量。文献[7]通过对与流道两侧的压力面和吸力面相应的精加工刀轴矢量进行线性插值得到流道的刀轴矢量。文献[8]利用直纹面逼近叶型曲面,确定通道粗加工区域的边界轮廓,通过连接刀心轨迹线和刀轴驱动线上的对应点,规划叶盘通道加工刀轴矢量。文献[9]提出了一种新的端面铣削五轴加工叶轮流道刀轨生成算法。该算法首先提取原加工刀轨面的上下边界边,接着采用5次NURBS曲线拟合此上下边界边,然后顺序地连接上下NURBS曲线的型值点,最终生成了全程C2连续的刀位曲线和空间平滑变化的刀轴矢量。文献[10]提出了一种在满足刀轴约束条件下的单位圆锥面上旋转插值的叶轮流道非正交四轴刀轴控制方法。上述刀轴控制方法均通过对刀位数据进行后置处理得到数控加工NC代码,计算量较大,且仅限于五轴数控加工,并不适用于带短叶片的自由曲面叶轮非正交机床四轴加工。
本文从四轴非正交机床特性出发,通过插值机床转角实现长短叶片叶轮流道加工的刀轴控制。首先建立机床转角与机床平动坐标的映射关系;然后对流道两侧清根刀位数据后置处理得到的机床转角进行线性插值,计算整个流道加工的机床转角,并对其进行干涉修正,从而得到无干涉的机床转角,实现刀轴控制;在此基础上,根据映射关系求解流道加工机床平动坐标。
1 非正交四轴机床加工工艺的实现
一般四轴数控机床回转工作台是作为机床的附件提供给用户的,可以按工艺要求安装在工作台上(就像安装分度头一样安装在铣床的工作台上),这样回转工作台的转轴可以按用户的要求实现需要的运动形式。因此,在许多情况下,为了满足实际生产的需要,常常需要将工作台倾斜一个角度以增加工件的可加工范围。比如在三元叶轮的加工中,为了增大刀具深入叶轮流道的长度,降低碰撞干涉发生的可能,通常将工作台绕XM轴旋转一个角度α,以提高四轴加工整体叶轮的能力,如图1所示。

图1 四轴非正交机床加工示意图
当工作台绕XM轴旋转角度α后,其回转轴变为R。在工作台旋转的过程中,刀轴矢量的相对运动被约束在以回转轴R为轴、半顶角为π/2-α的圆锥面上。因此,在规划刀具轨迹的时候,刀轴矢量必须满足这一要求,否则计算出来的刀轴矢量机床将无法实现。
2 机床转角与平动坐标数学映射关系
在常规的四轴或五轴的后置处理过程中,机床转动坐标的轴线同平动坐标轴线重合,因此其运动的求解通常按照矢量绕坐标轴的旋转计算。而在图1所示的带倾斜工作台的四轴机床中,由于工作台的旋转轴线与机床的平动坐标轴不重合,因此现有的后置处理算法不再适用。这种情况下,必须按照矢量绕任意轴线的旋转来确定机床的旋转坐标B以及平动坐标XM、YM、ZM。如图1所示,机床的运动坐标分别为 XM、YM、ZM、B,工作台绕XM轴旋转角度α,此时工作台的回转轴线变为R轴,回转轴线R与机床的平动坐标轴不再重合。文献[11]成功实现了在机床坐标系与工件坐标系原点重合的情况下四轴非正交机床数控加工后置处理,本文根据此后置处理算法推导四轴非正交机床加工中机床转角与平动坐标XM、YM、ZM的数学映射关系。
在图1中,假定工件坐标系OWXWYWZW和机床坐标OMXMYMZM都满足右手定则且原点重合,则有如下关系式:

因此,工作台绕机床坐标系的XM轴旋转相当于绕工件坐标系的YW轴旋转,回转轴R旋转α角后在工件坐标系中的表达式为

对于该四轴非正交机床,工作台绕回转轴R旋转B角以后,原有的刀心坐标CW随之变化,变化后的刀心坐标为

令

可得工作台绕回转轴R旋转∠B以后刀心在工件坐标系中的坐标为

由式(1)可得此时刀心在机床坐标系下的坐标为

由此可知,在工件坐标系下的刀心轨迹CW和工作台旋转角B已知的情况下,根据式(3)可确定机床坐标系下机床各轴的平动坐标CMx、CMy、CMz。
3 叶轮流道加工机床转角的计算
3.1 基于线性插值的机床转角计算
假定整个流道加工的刀心轨迹已知,在插值计算流道加工的机床转角时要保证其与刀心轨迹一一对应。将机床转角的计算分为两部分:第一部分先计算流道进口到短叶片进口处每个刀心轨迹线对应的机床转角,第二部分计算短叶片进口处到流道出口每条轨迹线上的机床转角。具体步骤如下:
(1)计算流道进口处切削行轨迹上的机床转角B0。流道两侧清根轨迹刀位数据经过后置处理得到两组机床转角为B1(j)和B2(j),如图2所示,流道进口切削行轨迹对应的机床转角为

式中,i∈ [1,2n];j∈ [1,m];2n为整个流道刀心轨迹数目;m为清根轨迹上所有切触点对应的机床转角数目。
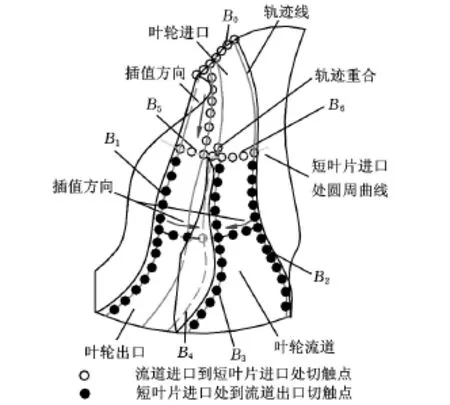
图2 流道机床转角规划示意图
(2)计算短叶片进口处机床转角B5和B6。短叶片进口处指流道曲面上距离回转轴R长度为Rc(流道曲面上的点相对于叶轮回转轴的回转半径)的位置,短叶片清根刀位数据经过后置处理可得两组机床转角B3(q)和B4(q),如图2所示。假设在短叶片进口处长短叶片清根轨迹对应的机床 转 角 分 别 为 B1(k)、B2(k)、B3(k)和 B4(k),那么
其中,i1∈ [1,n],i2∈ [n+1,2n],且k∈ [1,m]q∈ [k,m]。
(3)计算流道进口到短叶片进口处切削行上机床转角。如图2所示,流道进口到短叶片进口的部分,存在轨迹重合的现象,为了计算方便,将重合的轨迹作为两条轨迹进行处理。那么由式(4)~式(6)中对应点的机床转角进行线性插值,可得到流道进口到短叶片进口处各条切触轨迹上的机床转角,每条轨迹线上的机床转角数目为m1,且m1=k。
(4)计算短叶片进口到流道出口切削行上机床转角。通过在流道曲面上进行周向线性插值长短叶片清根轨迹上对应切触点的机床转角,可得到流道在该区域所有切触点对应的机床转角,如图2所示。短叶片进口处到流道出口各切触轨迹对应的机床转角数目为m2,m2=m-m1。
3.2 机床转角的干涉修正
四轴非正交机床加工时,工作台倾斜了一个角度,这样可以增加加工的开敞性、减小刀具深入流道的长度,在一定程度上降低了刀具与叶片曲面发生干涉的可能,但是仍无法完全避免加工中存在的干涉。
采用上述方法确定的机床转角并不能保证加工中不与流道两侧叶片发生干涉碰撞,因此,需要对其进行修正。假设机床转角B在工件坐标系下对应刀轴矢量为lW,初始刀轴为lW0(1,0,0)。根据运动学相对性原理,工作台的旋转角度B即是由初始刀轴矢量lW0绕回转轴R旋转至lW的角度θ的相反数,B=-θ,那么

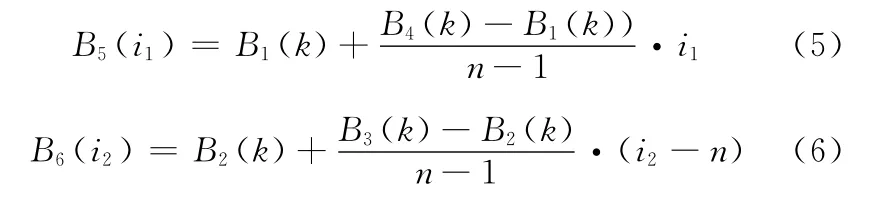
如图3所示,当刀轴矢量lW发生干涉时,刀轴的旋转应该使得刀具远离存在干涉的区域。图3中:C为切触点,O为刀具中心点,Rf为刀具半径,Cs为叶片曲面上任意一点,C′s为Cs沿刀轴垂直方向,在刀轴线上的投影点。刀杆与曲面发生碰撞干涉时满足关系:

式(8)为基于距离监视的碰撞干涉判别式。实际上,在叶轮的流道加工中,若存在碰撞干涉,只能是刀杆与构成流道的叶片曲面发生干涉。所以刀轴矢量只有一个正确的旋转修正方向,朝向另外一个方向的旋转将导致刀具穿透叶片。当曲面上一点Cs满足式(8)时,如果Cs∈SP(SP为叶片压力面),那么

式中,B′为修正后转角。
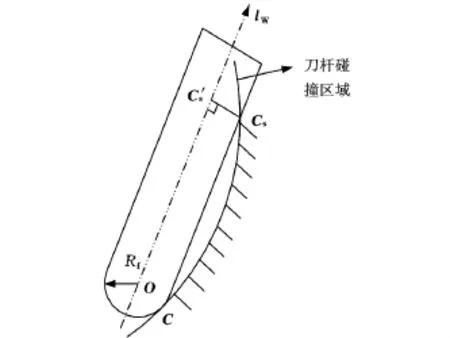
图3 碰撞干涉示意图
如图4a所示,采用式(9)修正机床转角。如果Cs∈Ss(Ss为叶片吸力面)时,那么

如图4b所示,采用式(10)修正机床转角。
通过上述步骤可以计算出流道曲面上各切削行轨迹对应的机床转角,同时对机床转角进行干涉修正计算,修正后的机床转角可通过插值处理来避免较大的变化,从而得到整个流道加工无干涉的机床转角。在流道刀心轨迹已知的情况下,根据式(3)机床转角与机床平动坐标的数学映射关系,可以计算流道加工机床平动坐标。
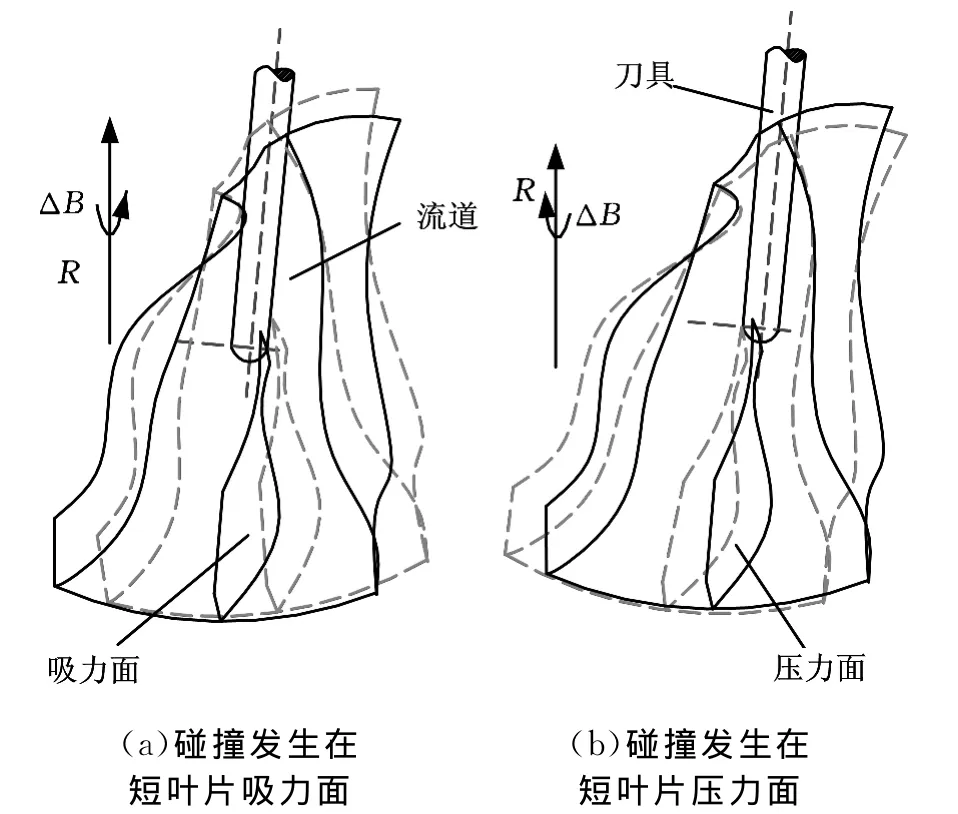
图4 机床转角修正示意图
4 算例及分析
为验证本文提出方法的正确性与有效性,本文使用图5所示长短叶片形式叶轮为研究对象,在MATLAB7.6编程软件中进行算法开发验证。
采用半径为12.5mm、长度为450mm的球头刀,精加工行距为5mm,在回转台倾斜40°的四轴机床上对叶轮左右流道所规划的精加工刀轨如图6所示。
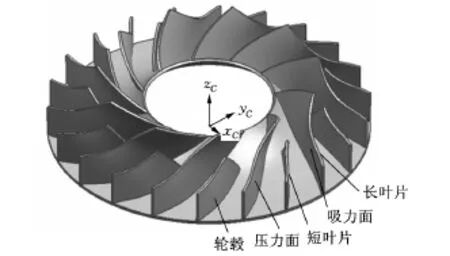
图5 长短叶片叶轮示意图
对于非正交四轴加工来说,每个切触点处的刀轴矢量唯一对应一个绕单位圆锥回转轴旋转的角度。如果切削行轨迹上,刀轴矢量是平滑变化的,那么其绕回转轴的旋转角度应该是连续变化的。
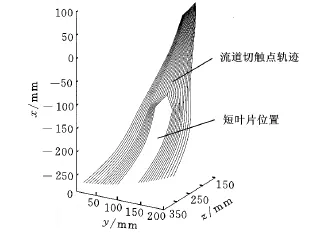
图6 流道切触点轨迹分布
在叶轮流道加工中,长叶片叶根部位与短叶片进口处刀具最容易发生干涉,图7为采用该算法生成的长短叶片压力面、吸力面清根轨迹对应的机床转角对比图。由图7可以看出,长叶片和短叶片清根轨迹上机床转角的变化都较为均匀,因而在实际加工中机床运行状态更趋平稳。
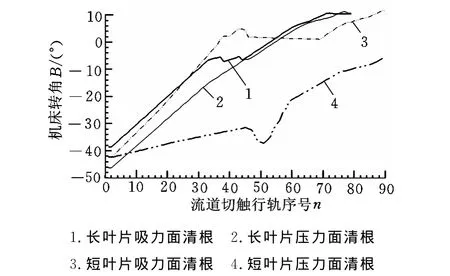
图7 机床转角B变化图
图8为流道短叶片清根轨迹上干涉区域及周边18个样例切触点在干涉修正机床转角之后的刀轴示意图。由图8可以看出在短叶片进口处刀具与短叶片未发生干涉且过渡平滑。
为验证本文方法的正确性与有效性,以一个长短叶片形式叶轮流道(叶轮共有22个叶片,其中长短叶片各11个,叶轮高度为100mm,内径为320mm,外径为890mm,具有22个等长叶片,流道最窄处宽度为44.5mm,叶片型面为空间扭曲自由曲面且最高高度为157mm。)为验证对象,将本文方法生成的数控加工NC代码在VERICUT加工仿真软件下进行了仿真实验,如图9所示,仿真结果验证了本文方法的正确性和有效性。

图8 流道短叶片清根轨迹刀轴示意

图9 叶轮流道仿真加工
5 结论
(1)通过机床转角线性插值来控制流道加工的刀轴矢量,算法简单,根据机床转角与平动坐标的映射关系可直接生成数控加工NC代码,省去了刀轴计算及刀位数据后置处理,提高了数控编程效率。
(2)计算结果表明,在流道加工的切削行上机床转角的变化量较小,说明在实际加工中机床的运行比较平稳,在一定程度上可以确保加工的精度。
(3)采用本文方法对一个长短叶片形式的自由曲面叶轮流道加工进行刀轴控制计算,仿真结果表明,对NC代码进行操作能够保证刀位数据的几何信息,具有一定工程实用价值。
[1]Young H T,Chuang L C.An Integrated Machining Approach for a Centrifugal Impeller[J].International Journal of Advanced Manufacturing Technology,2003,21(8):556-563.
[2]Tsay D M,Chen H C,Her M J.A Study on Fiveflank Machining of Centrifugal Compressor Impellers[J].Journal of Engineering for Gas Turbines and Power,2002,124(1):177-181.
[3]Lu J,Cheatham R,Jensen C G,et al.A Three-dimensional Configuration-space Method for 5-axis Tessellated Surface Machining [J].International Journal of Computer Integrated Manufacturing,2008,21(5):550-568.
[4]Luo Ming,Zhang Dinghua,Wu Baohai,et al.Tool Orientation Control Using Quaternion Interpolation in Multi-axis Milling of Blade[C]//International Conference on Manufacturing Automation.Hong Kong,2010:128-132.
[5]南长峰,吴宝海,张定华.复杂通道类零件五坐标加工全局干涉处理方法[J].航空学报,2010,31(10):2103-2108.Nan Changfeng,Wu Baohai,Zhang Dinghua.A Global Interference-free Tool Path Generation Algorithm for Five-axis End Milling of Complex Tunnel Parts[J].Acta Aeronautica et Astronautica Sinica,2010,31(10):2103-2108.
[6]杨波,周济,刘玉君,等.整体叶轮五坐标联动数控加工自动编程系统[J].机械与电子,1995(5):29-31.Yang Bo,Zhou Ji,Liu Yujun,et al.Automatic Programming System of Five-axis NC Machining for Integral Impeller[J].Machinery & Electronics,1995(5):29-31.
[7]陈良骥,王永章.整体叶轮五轴侧铣数控加工方法的研究[J].计算机集成制造技术,2007,13(1):141-146.Chen Liangji,Wang Yongzhang.Five-axis CNC Flank Milling Method of Integral Impeller[J].Computer Integrated Manufacturing Systems,2007,13(1):141-146.
[8]胡创国,张定华,任军学,等.开式整体叶盘通道插铣粗加工技术的研究[J].中国机械工程,2007,18(2):153-155.Hu ChuangguoZhang Dinghua,Ren Junxue,et al.Research on the Plunge Milling of Blisk Tunnel[J].China Mechanical Engineering,2007,18(2):153-155.
[9]蔡永林,孙卫青,姜虹.叶轮数控加工中的干涉检查[J].中国机械工程,2007,18(19):2287-2290.Cai Yonglin,Sun Weiqing,Jiang Hong.Detection for Interference in Numerical Control Machining of Impeller[J].China Mechanical Engineering,2007,18(19):2287-2290.
[10]吴宝海,韩飞燕,杨建华,等.叶轮流道非正交四轴加工的刀轴控制方法[J].中国机械工程,2012,23(21):2546-2551.Wu Baohai,Han Feiyan,Yang Jianhua,et al.Tool Axis Control Method for Impeller Tunnel Milling Using Non-orthogonal 4-axis Machine[J].China Mechanical Engineering,2012,23(21):2546-2551.
[11]吴宝海,王尚锦.带倾斜回转工作台的四座标后置处理方法[J].机械科学与技术,2008,27(3):356-359.Wu Baohai,Wang Shangjin.Post- processing Method for a 4-axis Machine with Inclined Rotary Working Table[J].China Mechanical Engineering,2008,27(3):356-359.
