基于员工工作积极性等级指数的标准时间研究
2014-12-02尹小庆
尹小庆,张 迪+,黄 文
(1.重庆大学 机械工程学院,重庆 400044;2.重庆大学 艺术学院,重庆 400044)
0 引言
标准时间作为产品最基本的信息,是企业产能规划制定、制造成本估算、产品价格预算、员工薪资定额和劳动定额的依据,对企业决策起着重要的指导作用[1]。随着现代市场对产品需求的不断个性化和多样化,产品生命周期不断缩短,缩短产品交货期和提高顾客满意度成为企业核心竞争力。因此,制定准确合理的标准时间尤为重要,工人按照标准时间操作对提高产量、保证质量和缩短生产周期具有积极的作用。
除了经验估计和统计分析等传统的标准时间制定方法外,目前国内外一些学者和企业对标准时间的制定方法进行了大量的研究,如文献[2]提出工时测定需要综合考虑加工精度、工作周期时间、工作要素类型和工作紧迫性等因素;文献[3]提出应用线性回归和人工神经网络估计船舶中间产品的工时;文献[4-5]运用人工神经网络技术建立工时计算模型,提出基于神经网络的工时定额技术;文献[6-7]提出基于事例推理的工时预测模型;文献[8]通过成组技术和模块化思想提出一种基于时间模块的工时估算方法。
综上所述,对标准时间的研究中存在一定的缺陷:①过分注重工时的制定方法和应用,忽略了工时的载体——作业的标准化管理;②工时制定的技术深度和多样性很难在企业中实现和推广;③过分注重周围环境和劳动技能等因素造成的工时偏差,忽略了员工自身因素对标准时间的影响。
本文提出一种基于员工工作积极性等级指数的标准时间制定方法。首先,对员工工作积极性划分等级并阐述积极性等级指数含义;其次,根据时间的分布规律建立员工工作积极性等级指数模型,运用积极性等级指数修正观测时间;最后,通过与客观评定法的对比验证该方法的合理性和准确性。
1 工作积极性等级划分及确定
1.1 作业评定方法
1.1.1 目前的作业评定方法
标准时间指在正常的操作环境和条件下,拥有平均熟练技能水平的合格工作者以标准的操作方法和正常的操作速度,完成符合要求的工作所需要的时间[9]。从标准时间构成图(如图1)中获知标准时间由正常时间和宽放时间组成,正常时间指以正常速度完成一项作业或操作所需的时间;宽放时间指由于操作者和各种不可避免的延迟因素所耽误的时间,分为私事宽放、疲劳宽放、延迟宽放和政策宽放。标准时间的构成公式为
对于各类宽放,各个行业根据实际情况制定了标准,可以通过查表得到,本文不作研究。然而,评定系数一直没有统一的标准也是有争议的问题。本文主要探究运用员工工作积极性进行作业评定的方法。
由于操作者的操作速度与正常操作速度不可能完全一致,观测时间不能直接作为正常时间,正常时间需要经过评定工作确定。正确地进行作业评定,需要精确的评定系统,目前已经研究了不同的作业评定方法,主要包括以下几种:
(1)速度评定法 根据观测者关于正常速度的定义评价工人的工作速度,常用的有60分和100分法,即凡观察速度与正常速度相同的给予60 分或100分,如果观察速度大于正常速度,则给予60 分以上或100 分以上的分数,否则给予60 分以下或100分以下的分数。
(2)平准化法 将员工作业的熟练程度、努力程度、工作环境和一致性等4个方面作为衡量工作的因素,每个评比因素再分为理想、优、良、平均、尚可和欠佳6个等级,各等级对应不同的系数,并有相应的判断标准。
(3)客观评定法 采用速度评比系数与工作难度调整系数的积作为评定系数。
(4)合成评比法 将作业操作时间的观测数据与预定动作时间标准中相同动作的时间数据之比,作为评定系数。
以上评定方法中的评比因素主观性强,评比依靠主观判断进行,要求定额人员具有丰富的经验且受到良好的评定培训。如果时间研究人员经验不足,则制定的标准时间缺乏说服力。本文主要探究运用员工工作积极性进行作业评定的方法,避免评定人员的主观性,以制定出更加客观合理的标准时间。
1.1.2 作业评定与工作积极性的关系
通过实际产量与标准时间换算出的产量比率就是“积极性的生产率”,提高积极性的生产率可以达到倍增的效果,目前盛行的单元式生产系统就是重视积极性的方法[10]。因此,工作积极性是制定标准时间不可忽视的因素,作业评定中的工作积极性是一项重要的评比因素。通过研究发现,在众多的作业评比因素(包括环境、工作难度、员工积极性和熟练程度等)中,积极性是影响标准时间制定的关键因素,通过提高积极性缩短标准时间、提高生产效率具有很大的潜力,也是企业目前尚未意识到的一个问题。
作业评定与作业宽放是制定标准时间不可缺少的两个步骤,本文提出的运用积极性等级指数制定标准时间,其核心在于提出一种更加客观的作业评定方法,制定的标准时间是具有平均熟练水平的合格员工在积极性最高状态下的作业或操作的时间,这是一种理想的工作状态。因此,在进行作业宽放时,应该考虑员工由于疲劳或工作单调等造成的不能持续保持最高积极性的状况,从而适当调整宽放时间。
1.2 工作积极性等级划分
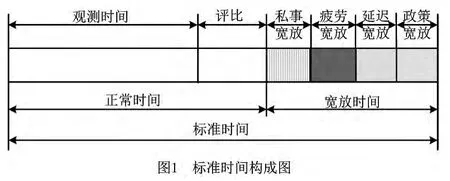
员工工作积极性是员工对提高工作效率和工作质量的主观表现,员工工作积极性等级是指对工人工作状态而制定的积极性等级,各等级相应的系数为工作积极性等级指数。本文将工作积极性划分为a,b,c,d,e五个等级,a等级为最高,b,c,d,e依次降低。a等级为工作状态非常好、工作非常积极,b等级为工作状态良好、工作比较积极,c等级为工作状态一般、工作积极性中等,d 等级为工作状态不好、工作消极,e等级为工作状态非常差、工作非常消极。员工工作积极性等级划分如表1所示。
表1 工作积极性等级划分表
工作积极性等级指数定义为

式中:C为积极性等级指数,Tave为观测时间平均值,Tstd1为正常时间。
当员工在理想工作状态下,即工作积极性最高时,平均观察时间等于正常时间,积极性等级指数C=1,其余状态下Tave>Tstd1,因此Tave≥Tstd1,0<C≤1。
由式(3)变形得

1.3 工作积极性等级指数的确定
1.3.1 工作积极性衡量
通过长期研究分析发现:①合格员工在积极性较高的状态下进行同一操作的工时数据符合正态分布;②员工工作积极性越低,其工时数据的分布偏离正态分布越严重。因此,以这两项研究结论为依据,判断员工工时数据分布符合正态分布的程度大小,进而判断员工的工作积极性等级。
偏度系数是度量数据分布偏斜方向和程度的指标,是用来帮助判断数据偏离正态分布的数值。为了精确测定样本数据的偏斜状况,统计上采用标准差为单位计量的偏度系数,偏度系数的计算公式为

式中:SK为偏度系数为样本均值,M0为样本众数,Me为样本中位数,σ为样本标准差。偏度系数是一个无量纲的系数,其取值范围一般在0~±3之间。SK=0表示正态分布,SK=+3或-3分别表示极右偏态和极左偏态。
因此,通过偏度系数可以度量员工的工作积极性,在员工工作积极性等级中只需表示偏移的程度,而不必关心偏移的位置,运用偏度系数的绝对值表示工作积极性等级。
1.3.2 工作积极性等级指数模型建立
若某工序的标准时间能够充分调动员工的工作积极性,则具有平均熟练水平的员工工作积极性与其工时数据偏度系数之间的关系模型即为工作积极性等级指数模型。
经专家和员工鉴定,某家电企业干衣机装配线上的某工序现使用的标准时间科学合理,能够调动员工的积极性。观察10名员工在此工序上的操作时间,每位员工观察50组数据,表2所示为部分观察数据。
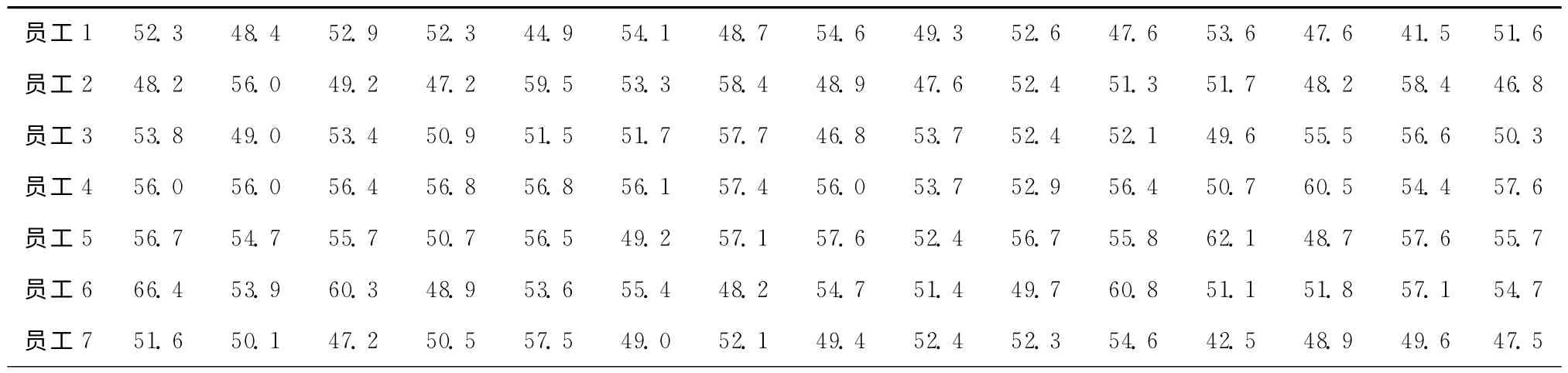
表2 10名员工的工时数据(部分数据) s

续表2
建立工作积极性等级指数模型的步骤如下:
步骤1 确定偏度系数SK。
表3为10名员工工时数据的统计特征,根据式(5)计算每位员工工时数据的偏度系数SK。
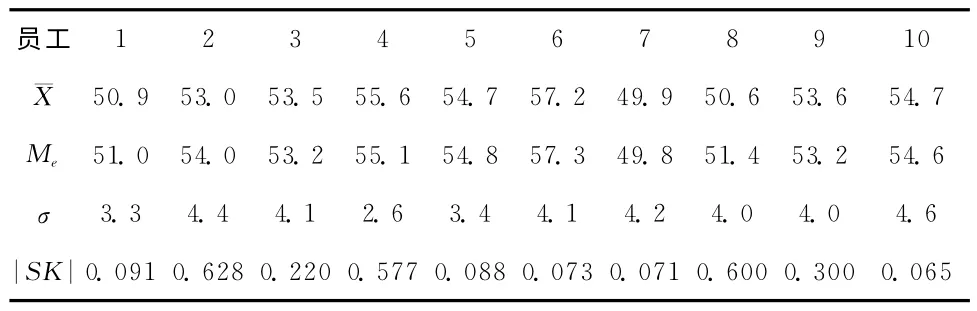
表3 10名员工工时数据统计特征
步骤2 确定积极性等级指数C。
在评价员工的工作积极性时并不能保证该名员工具有平均熟练水平,因此需要运用熟练系数修正正常时间。根据文献[11]对熟练程度的划分,熟练系数的等级及评分规定如表4所示。

表4 熟练程度等级及评分
修正后的正常时间为

式中:Tstd2为修正后的正常时间,p为熟练系数。
查表得到宽放系数,计算标准时间

式中:Tstd为标准时间,k为宽放系数。
根据式(4)、式(6)和式(7)得

该工序的标准时间为52s,宽放系数为0.13,用式(8)计算各员工的工作积极性等级指数,计算结果如表5所示。

表5 员工工作积极性等级指数
步骤3 建立模型。
工作积极性等级指数与偏度系数绝对值的散点图和回归直线如图2所示。
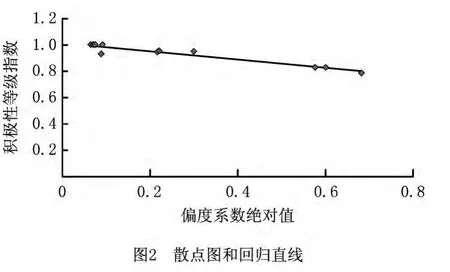
由图中判断两者具有线性相关关系,运用回归分析法得到两者的一元线性关系为

2 基于工作积极性等级指数的标准时间制定
2.1 标准时间制定
确定某一作业或操作的标准时间的过程如下:
(1)员工工作积极性评价 根据式(5)和式(9)计算偏度系数和员工的工作积极性等级指数,确定其相应的积极性等级。
(2)计算正常时间 运用式(4)计算该操作的正常时间。
(3)修正正常时间 评价员工的工作熟练程度,根据式(6)修正正常时间。
(4)标准时间 查表得到操作的宽放系数,用式(7)计算该操作的标准时间。
2.2 标准时间合理性论证
通过对比方法验证工作积极性等级指数制定标准时间的合理性,合理性论证依据包括含义合理性、取值合理性和方法合理性。
(1)含义合理性 由式(4)知,工作积极性等级越高,正常时间越接近平均观测时间。在相同熟练程度下,如果能够证明积极性等级高的员工的平均观测时间与正常时间的差距比积极性等级低的小,就能够证明工作积极性等级含义的合理性。
(2)取值合理性 运用两种方法制定标准时间,第一种是基于工作积极性等级指数的方法,第二种是客观评定法。如果能够证明用第一种方法制定的标准时间符合理想标准时间,且与第二种方法得出的结论相同或相似,则该指数的取值和标准时间的合理性得到证明。
(3)方法合理性 与第二种方法相比,如果能够证明第一种方法得到的标准时间更接近理想标准时间,就能证明第一种方法制定的标准时间更加准确,更有利于提高员工工作积极性和工作效率。
3 实例验证
3.1 标准时间制定
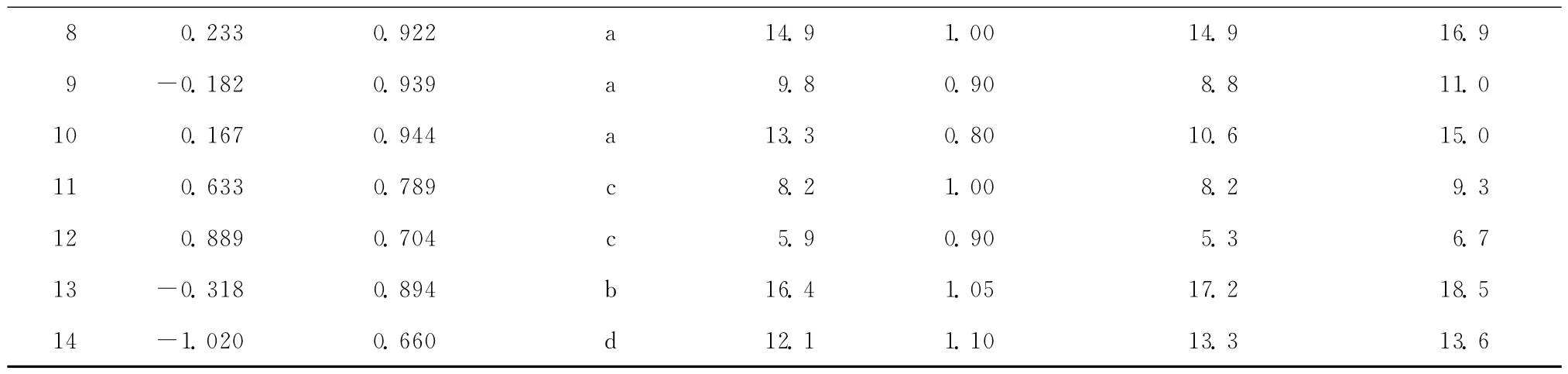
A 公司是全自动波轮、滚筒、搅拌式全种类洗衣机的全球三大洗衣机制造商之一。公司主要以装配加工为主、自制件加工为辅。该公司的洗衣机内筒桶装线采用流水线装配,自动、半自动与人工结合的生产操作方式。该装配线包括14道重要工序,采用员工工作积极性等级指数制定该装配线每道工序的标准时间,每道工序观察工时数据包括10 个数据。表6 所示为各工序的观测时间和平均观测时间。
用上述方法计算各道工序的工作积极性等级指数和标准时间。以工序1为例,该工序的偏度系数积极性等级指数其对应的工作积极性等级为d,正常时间Tstd1=C·Tave=0.682×19=12.9s。该员工的熟练系数为1.15,A 公司为该装配线制定的宽放率为0.13,工序1 的标准时间T=12.9×1.15×(1+0.13)=16.8s。其余各工序的计算结果如表7所示。
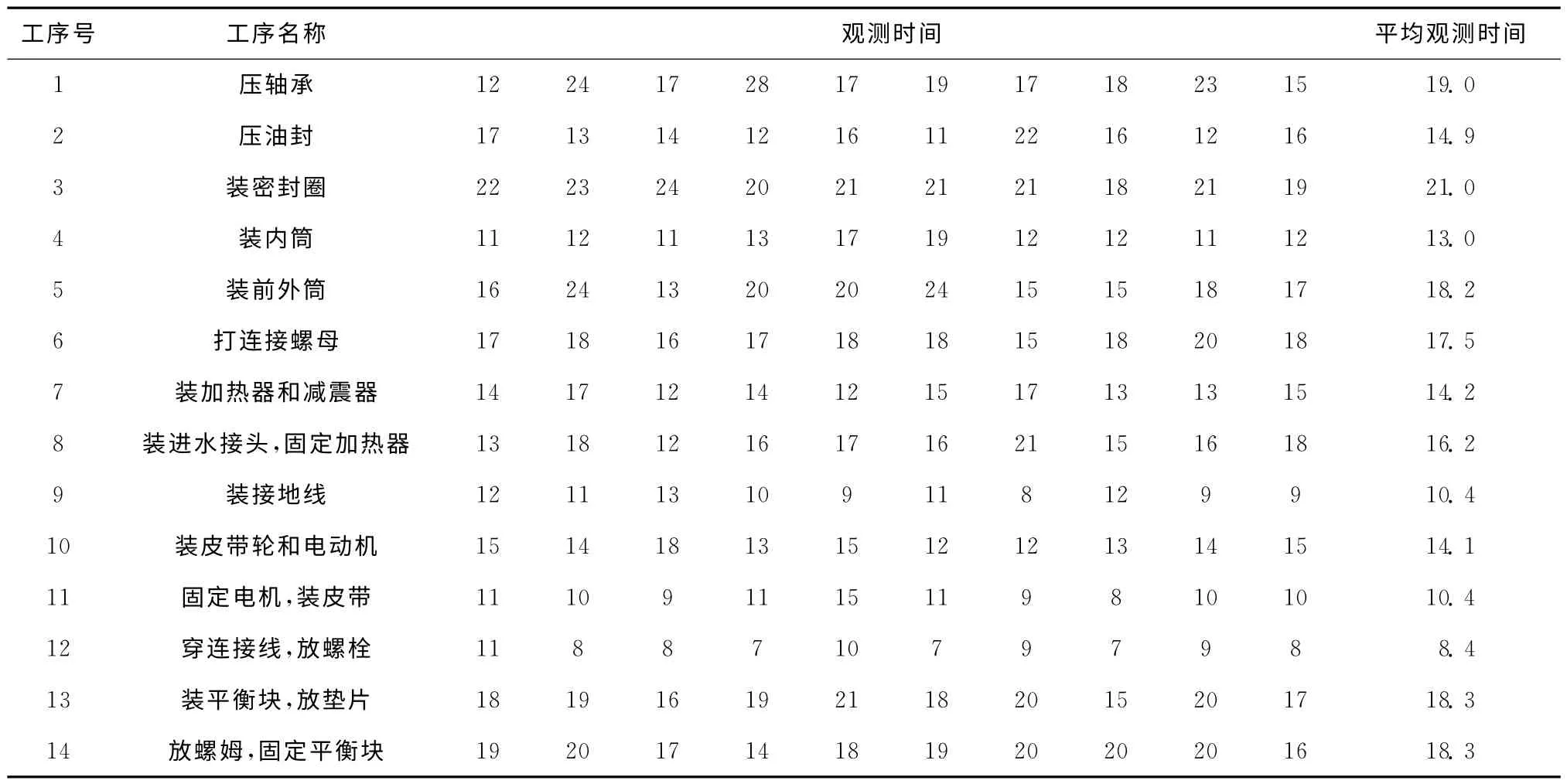
表6 各工序的观测时间和平均观测时间 s
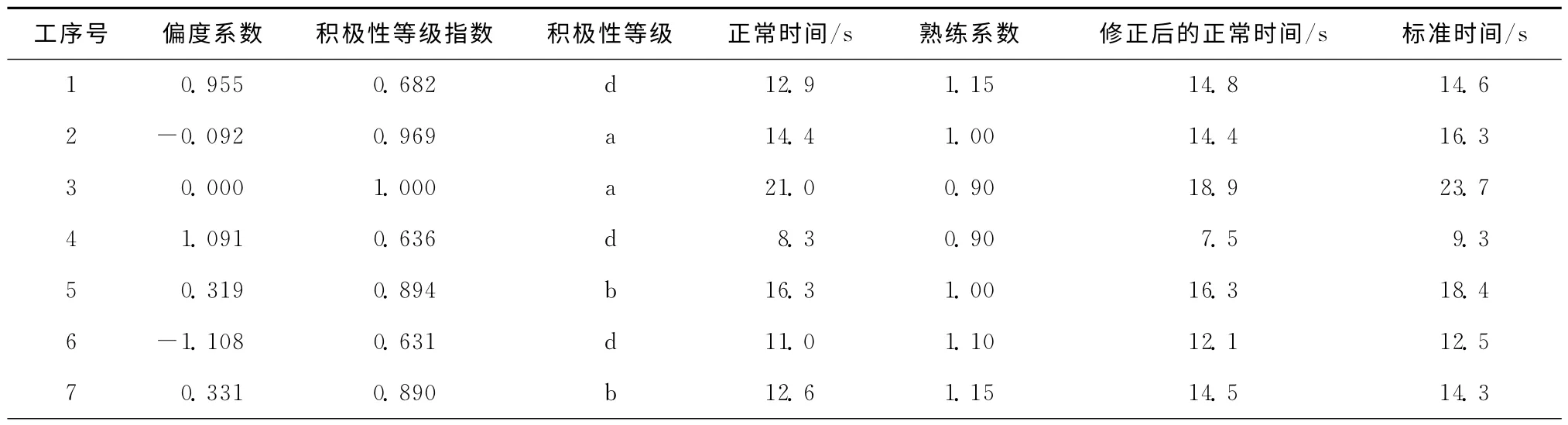
表7 积极性等级方法标准时间计算结果
续表7
3.2 合理性论证
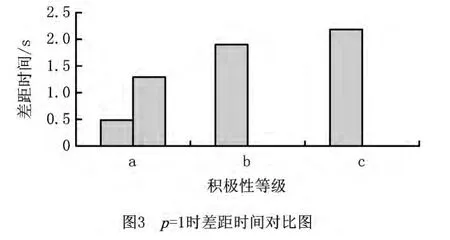
图3和图4所示为该装配线上不同熟练程度的员工在各积极性等级下的差距时间,差距时间=平均观测时间-正常时间。

运用客观评定法确定各工序的速度系数和难度系数(两系数由企业有关人员提供),然后确定各工序的评比系数,评比系数=速度系数×难度系数(如表8),再根据确定的宽放系数最终制定出标准时间。用式(2)计算各工序的正常时间,用式(1)计算标准时间,计算结果如表8所示。

表8 客观评定法标准时间计算结果
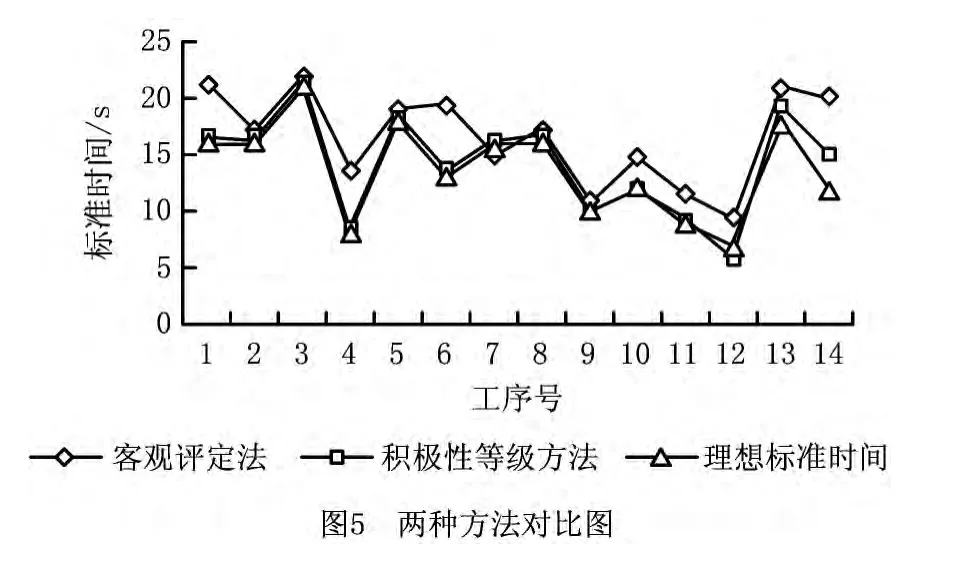
为了便于比较将两种方法制定的标准时间,用折线图表示,如图5所示。
由图3~图5可以看出:
(1)图3和图4显示,相同熟练程度时,积极性等级越高,平均时间与正常时间的差距越小。
(2)图5显示,运用积极性等级方法得到的标准时间基本与客观评定法标准时间接近,总体上小于客观评定法得到的标准时间。
(3)图5显示,运用积极性等级方法得到的标准时间总体更接近理想标准时间。
由以上现象可以得出如下结论:
(1)图3和图4证明工作积极性等级的含义是正确的。
(2)积极性等级方法制定的标准时间与客观评定法制定出的标准时间基本相同,没有出现异常,证明积极性等级方法制定的标准时间的合理性,也证明了运用偏度系数表示的积极性等级指数的正确性。
(3)积极性等级方法制定出的标准时间整体比客观评定法制定出的标准时间小,并且更接近理想的标准时间,进一步说明此方法制定的标准时间有利于提高员工的工作积极性。
4 结束语
本文针对目前标准时间制定中作业评定方法的主观性,提出一种基于员工工作积极性的标准时间制定方法,充分考虑人的因素对标准时间的影响。定义了员工工作积极性等级指数的含义和取值区间,采用偏度系数建立员工的工作积极性等级指数模型对作业进行客观评定,并运用熟练系数修正标准时间,通过对比法论证了该方法的合理性。该方法能够避免评定人员的主观性,也无需观测人员是否具有丰富的经验。制定出的标准时间可以严格要求操作人员,提高员工的工作积极性,对提高产量和工作效率有很大的帮助。
[1]GUO Fu,LI Sen.Research on problems in application of work measurement technology[J].Industrial Engineering,2003,6(3):57-60(in Chinese).[郭 伏,李 森.作业测定技术应用中的问题研究[J].工业工程,2003,6(3):57-60.]
[2]GOWAN C B.Which work measurement tool[J].Manufacturing Engineering,1999,122(3):18-19.
[3]LIU B,JIANG Z H.The man-hour estimation models and its comparison of interim products assembly for shipbuilding[J].International Journal of Operational Research,2005,2(1):9-14.
[4]LI Shujuan,LI Yan,HONG Wei.A neural network based method for determining time quota[J].Journal of Mechanical Science and Technology,2000,19(2):266-268(in Chinese).[李淑娟,李 言,洪 伟.基于神经网络的加工时间定额确定方法[J].机械科学与技术,2000,19(2):265-268.]
[5]GUO Chao,ZHOU Danchen.Man-hour quota system based ongenet ic neural network[J].Computer Applications and Software,2010,27(8):205-208(in Chinese).[郭 超,周丹晨.基于遗传的神经网络的工时定额系统[J].计算机应用与软件,2010,27(8):205-208.]
[6]YANG Ning,WANG Yu,ZHOU Xionghui.Application of case-based reasoning in injection mould for determinning manufacture quota[J].Computer Integrated Manufacturing Systems,2005,11(2):275-279(in Chinese).[杨 宁,王 玉,周雄辉.基于事例推理的注塑模加工时间定额的确定方法[J].计算机集成制造系统,2005,11(2):275-279.]
[7]YANG Qinghai,QI Guoning,HUANG Zheren,et al.Evaluation method of machine hour of part based on case-based reasoning and SML[J].Chinese Journal of Mechanical Engineering,2007,43(5):99-105(in Chinese).[杨青海,祁国宁,黄哲人,等.基于案例推理和事物特性表的零件工时估算方法[J].机械工程学报,2007,43(5):99-105.]
[8]XIAO Yingjiao,CHEN Youling,ZHOU Yujie.Method of determining modular time quota for order-oriented enterprise[J].Application Research of Computers,2011,28(4):1356-1359(in Chinese).[肖莹姣,陈友玲,周玉杰.面向订单的模块化时间定额的确定方法[J].计算机应用研究,2011,28(4):1356-1359.]
[9]HE Yixian.Standard time of industrial engineering[J].Public Communication of Science &Technology,2011(23):59-60(in Chinese).[何益仙.工业工程之标准时间[J].科技传播,2011(23):59-60.]
[10]TAMURA Hyowen.Standard time management[M].LI Binying,transl.Beijing:Oriental Press,2011:7-10(in Chinese).[田村孝文.标准时间管理[M].李斌瑛,译.北京:东方出版社,2011:7-10.]
[11]YI Shuping,GUO Fu.Basic industrial engineering[M].Beijing:China Machine Press,2006:194-210(in Chinese).[易树平,郭 伏.基础工业工程[M].北京:机械工业出版社,2006:194-210.]
[12]SHENG Zhou,XIE Shiqian,PAN Chengyi.Probability theory &mathematical statistics[M].Beijing:Higher Education Press,2005:250-253(in Chinese).[盛 骤,谢式千,潘承毅.概率论与数理统计[M].北京:高等教育出版社,2005:250-253.]