通过程序实现主轴高转冷却功能——SINUMERIK840D的应用
2014-12-02武建龙
武建龙
(齐重数控装备股份有限公司,黑龙江 齐齐哈尔161005)
在数控移动龙门镗铣床中,其铣主轴需要具有高转功,用来实现如刚性攻丝、钻孔等机床加工功能。

1 转换过程流程概述
全部转换过程由PLC程序控制。首先,PLC程序启动,然后读取主轴实际速度,与设定速度实际值比较,满足条件冷却。转换过程流程如图。
2 转换示例
2.1 NC变量的读取
SINUMERIK840D系统中,要实现PLC对NC变量的读取,首先要确定所要读取的变量,这就必须用NCVaribleSelector32BIT软件。该软件在系统随机Toolbox光盘中。NC变量选择器软件是一个把NC变量转化为PLC源文件的软件,利用它,可以将所需NC变量(机床数据、设定数据、NC状态等)做成*.VAR变量文件,并转化成*.AWL源文件。然后,用S7-300PLC编程管理软件SIMATIC-MANAGER,将生成的源文件编译成相应的数据块DBX(数据块号在生成源文件时确定)。在PLC中调用功能块FB2进行NC变量的读取操作。编译的DB块用于FB2所读取的变量的确定。根据读取数据类型的不同,目标数据块中的数据类型要与之相适应。
2.2 NCVaribleSelector32BIT软件的操作
启动软件后,进入菜单[NCVarible]→[Selector]选择ncv_Ncdata.mdb文件并打开,在变量表中选出所需变量C[.]SSPactspeed[.],设置好要生成的数据块号DBX例子中为DB64),然后生成以*.awl为后缀的源文件(本例中取名sp.awl)。
2.3 s7-300软件的操作
打开SIMATIC-MANAGER的S7 program中,导入sp.awl文件,将它进行编译,生成数据块DB120。将这些数据块下载到PLC中,利用在PLC中的编制功能,对FB2进行调用。将转换程序下载到PLC中,并在FC100中编写:


并在OB1中调用FC100,即实现铣主的实际转速读取,并存放于MD500中。
2.4 PLC的程序编程
在PLC中编制铣主轴在高转的时候进行冷却程序。
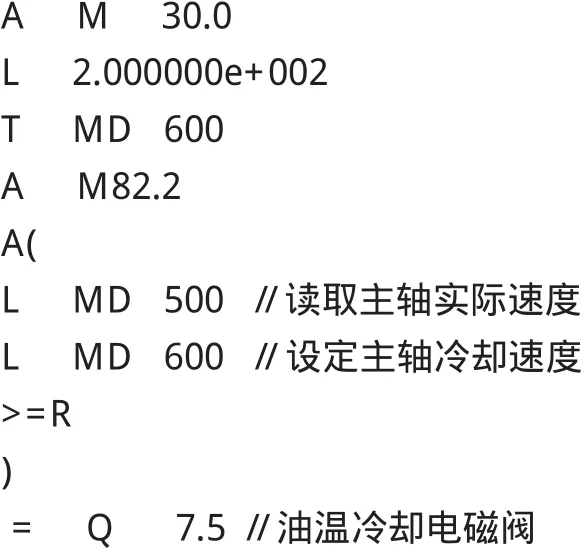
通过上述程序,即可以实现主轴打到高转200转以上时,对铣主轴进行油温冷却。
3 结语
通过上述程序的编制和过程处理,认识到:虽然一些功能SINUMERIK840D数控系统没有直接给出,但它提供了很多PLC和NC接口变量,通过对这些变量的调用和处理,能够较好地完成很多自动控制流程。
[1] 铁维麟.机床使用保养调整技术问答[M].2000.
[2] 张玉龙.先进复合材料制造技术手册[M].2003.
[3] 铁维麟,马慧.机床备件手册[M].1999.
