PVA 吹塑薄膜生产工艺
2014-11-28孙永泰
孙永泰
(辽中水利化工设备厂,辽宁 辽中 110200)
0 前言
PVA 薄膜具有优良的阻隔性、透明度、抗静电性以及耐油性与耐有机溶剂性,是优良的包装材料。PVA 和聚乙烯、聚丙烯、尼龙、聚酯、聚碳酸酯等生产一些复合膜,用于一些出口物品的包装。
PVA 薄膜较一般薄膜生产工艺复杂。由于PVA 树脂熔点为210~240 ℃,在160 ℃左右开始脱水醚化,200 ℃左右开始分解。生产时一般把PVA 树脂在水中溶胀,使水的质量分数达到45%~50%,然后经挤出熔融,吹塑成膜。
与其他薄膜比较,PVA 薄膜具有许多优良的特性。
1 PVA薄膜的特性[1]
1.1 拉伸强度与断裂伸长率
PVA 薄膜的拉伸强度大,断裂伸长率一般。表1列出了各种薄膜的拉伸强度及断裂伸长率。
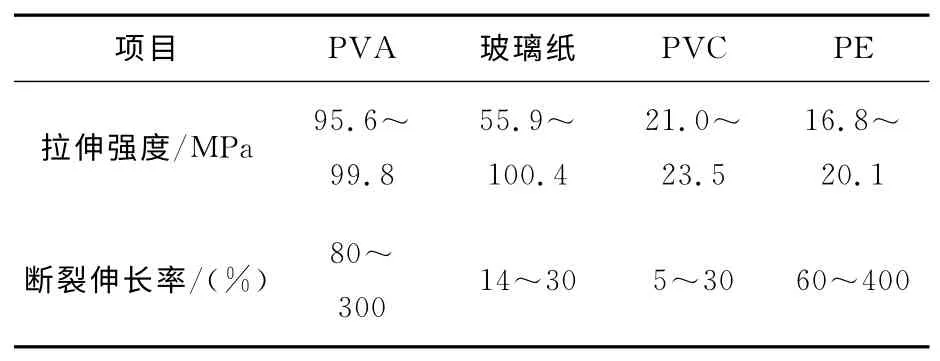
表1 各种薄膜的拉伸强度及断裂伸长率
1.2 脱模性和表面金属化
PVA 膜对疏水性极强的塑料的亲和力低,对极性小的有机材料的剥离性能好。PVA 薄膜可以在1.5×10-2Pa~270×10-2Pa的真空度下镀铝,其制品在25 ℃水中浸24h,镀层不会剥离。
1.3 印刷性
PVA 薄膜同玻璃纸一样,极性强,印刷性能好,用印刷玻璃纸的油墨也可印刷各色美丽的图案和文字,装潢性能好。
1.4 透明度和光泽度[2]
PVA 薄膜的透明度和光泽度优于其它薄膜,如表2所示。
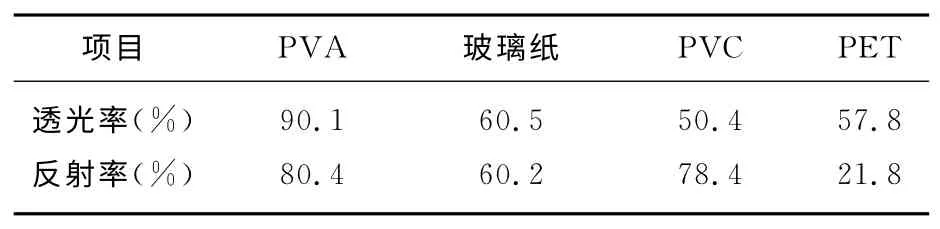
表2 各种薄膜的透明度和光泽度
1.5 耐油性
PVA 膜同玻璃纸一样,耐油性极好,能耐几乎所有油和油脂类的有机溶剂,如表3所示。

表3 各种薄膜的耐油性
1.6 抗静电性
PVA 薄膜几乎不带静电,与玻璃纸的相差不多,如表4所示。

表4 各种薄膜的静电压
1.7 热合性和黏接性
PVA 膜不仅可以热合,还可以黏接。热合时,热合温度与热合压力、时间、薄膜的厚度、树脂牌号及含水率有关,一般热合温度为150~250 ℃。PVA 膜黏接时,醇酸树脂为良好的黏合剂,如表5所示。
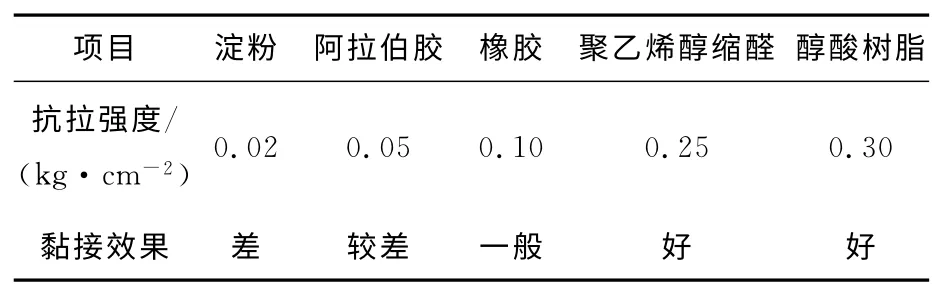
表5 不同黏合剂下PVA膜的黏接强度
1.8 其它性能
PVA 薄膜的耐热水温度为70~80 ℃,耐候性较好,使用寿命长。PVA 薄膜的透湿性较高,包装较热湿的物质不会产生雾滴。PVA 膜有一定的透气性,但较其它薄膜的低,透氧量也较其它薄膜的低,是良好的包装材料。
2 吹塑法生产PVA膜工艺及特点[3]
2.1 PVA薄膜的生产方法
PVA 薄膜的生产方法较多,主要有溶液流涎法、平挤法、双向拉伸法、吹塑法及吹塑后再双向拉伸等。
溶液流涎法的特点是:产品透明度、光泽度好,但生产能力低,设备费用高,占地面积大,工人劳动强度大。平挤法较溶液流涎法生产能力有所提高。双向拉伸法生产的PVA 薄膜的力学强度、耐候性、透明性、气密性、尺寸稳定性、光泽度等均良好,可满足食品包装的要求。在国外,这种生产方法较普遍,但设备投资巨大。而吹塑法操作简单,设备投资小,生产范围广,产品成型为筒状,便于制袋。但透明度、光泽度、尺寸稳定性不如双向拉伸法的。因此,人们采用吹塑成型后,再双向拉伸的方法,以克服吹塑法生产的缺点,取得了良好的效果。
2.2 吹塑法生产PVA薄膜工艺
2.2.1 工艺流程
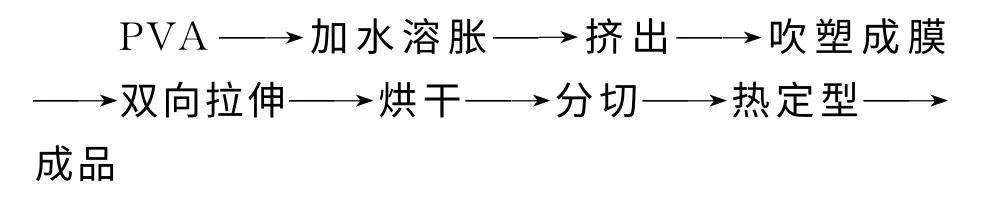
2.2.2 工艺特点
(1)吸水溶胀 PVA 树脂在挤出前,要用水溶胀。溶胀是否良好、均匀直接影响后序的生产。溶胀不好,不可能形成均匀一致的熔融体,无法正常吹塑成膜,即使成膜,性能也不好。树脂的吸水量与温度、溶胀时间有关。
(2)挤出吹塑 在挤出吹塑时,PVA 熔体中的树脂硬点、杂质和气泡均会使泡管破裂,所以在口模前加装孔径为0.10~0.15mm 的过滤网。与PE吹膜相比,PVA 吹膜对环境要求高。这是由于PVA 含水熔融体吹塑制膜时泡管直径不易稳定,原因有:①黏度低。②泡管必需的降冷量高,冷却效果如有波动,泡管直径立即波动。③泡管形成区和胀大区的薄膜表面不断挥发出蒸汽。由于蒸汽导热系数只有PVA 的15%左右,导致冷却速率受到限制,使泡管胀大区域增长。这也会使泡管直径不易稳定。④室温超过30 ℃,冷却效果下降,泡管也不易稳定。因此,生产时要严格控制各种影响因素,以保证顺利生产。
(3)双向拉伸 一般吹塑法生产PVA 薄膜,在成膜后采用加热后烘干得到成品。由于成膜后未经双向拉伸,薄膜厚,强度也低;而吹塑成膜后再经过两次双向拉伸,效果较好。如果两次双向拉伸比为1∶(3~4.0)时,纵横向拉伸强度为120~250 MPa;双向拉伸比为1∶(8~9)时,纵横向拉伸强度可达400MPa。生产中可根据产品要求,控制合适的双向拉伸比,制备所需性能的薄膜。因此,用这种方法生产的薄膜性能优良,并节省能耗。
(4)烘干与热定型 经双向拉伸后的泡管,进入烘干通道。在通道周围采用远红外加热或工频加热。通道长6~8m,直径视泡管直径而定。
由于PVA 薄膜的吸湿性与透湿性都较高,因此需要热定型。热定型后薄膜的结晶度提高,吸湿性与透湿性均下降。
3 结论
(1)由于我国出口贸易不断增长,对包装材料的要求越来越高。PVA 薄膜优良的性能适合各种复合包装材料。
(2)吹塑后再经双向拉伸生产PVA 薄膜,具有生产设备紧凑,投资少,可一机多用等优点,生产的薄膜性能良好。
[1]何祥萃.湿法生产聚乙烯醇薄膜[J].甘肃化工,1990(1):22-27.
[2]齐昆,译.流涎薄膜与吹塑薄膜生产方法比较[J].广东塑料,2006(4):41-45.
