工业缝纫机自动更换底线装置的研究与应用
2014-11-26易朋兴杜衡鲁华南来五星
易朋兴,杜衡,鲁华南,来五星
(华中科技大学机械科学与工程学院,湖北武汉430074)
0 前言
工业缝纫机是各行各业广泛使用的一种生产设备,其缝制出的锁式线迹由面线和底线在机针和勾线、跳线机构的作用下相互交织形成。其中面线(又称针线)采用大线团连续供线的方式供应,因大线团线量在5 000 m以上,连续供线时间长,更换频率小,一般每班只更换一次。而底线 (又称梭线)采用梭芯供线的方式,将底线绕在梭芯上,再将梭芯装进梭芯套中,再将梭芯套装进旋梭中进行供线,由于梭芯尺寸较小,每次只能装入几十米的底线,所以每隔15~20 min就必须手工更换底线。这样不仅大大降低了缝纫机的生产效率,而且不利于缝纫工作的自动生产。因此,作者研制出一种可以自动更换缝纫机底线的装置,对提高缝纫机生产效率以及实现缝纫工作的自动化至关重要。
目前国内外自动更换底线技术主要通过两个功能模块实现,一是对底线梭芯的抓取;二是空梭芯与备用梭芯的运输转移。根据实现方式,可分为3种类型:第一种是将空梭芯取出后通过水平或竖直布置的平移转移机构,将备用梭芯换上,如美国的Raymond SCISLAK[1]、Raymond D SWANEY[2]和日本的 SATORU SUZUKI[3],以及佛山启创公司[4-5]提出的自动更换底线装置。该方式可靠性高,易于实现,被广泛采用;第二种是通过旋转机构将备用梭芯取出并放入旋梭中,如美国的Alfred D SACCHETTI[6]提出的相应装置。该方式可以节省缝纫机旋梭前面的空间,可用于对空间布局有特殊要求的场合;第三种是将整个旋梭连同里面的底线梭芯一起进行更换,如浙江信胜公司研制的用于珠片电脑绣机的底线自动更换装置[7]。该方式省去了对底线梭芯的抓取,实现简单,但由于更换的部件多,不适用于大量更换。
由于文中所研制的自动更换底线装置是作为一个辅助部分使用在集装袋自动生产线,在空间和结构上受到一定的限制,所以综合了上述各类型的优点,采用旋转机构来对梭芯进行抓取和更换,更换完后,由平移机构将装置执行部分收回到安全范围,避免与自动生产线的工作产生干涉。
1 自动更换底线装置功能分析与设计
1.1 更换底线工艺过程分析
目前的自动更换底线装置都只采用了一个抓取机械手,需要先把空梭芯取出以后,再换上备用梭芯,这样就导致了时间的浪费,效率降低。文中研制的装置使用两个机械手分别负责空梭芯和备用梭芯的抓取。在动作步骤上可以节省30%,在更换时间上可以降低35%,大大提高了生产效率。
如图 1所示,自动更换底线的工艺过程是:首先机械手2夹住备用梭芯,由转移机构将机械手1转移到对准旋梭的位置并取出空梭芯,再由转移机构将机械手1和机械手2的位置对调,使备用梭芯对准旋梭,然后机械手2将备用梭芯放入旋梭,同时机械手1释放空旋梭,使其掉入回收装置中。最后整个装置复位。
1.2 自动更换底线装置结构与工作原理
文中研制的自动更换底线装置如图2所示。装置主要由底座、丝杠传动部分和工作台三部分组成。工作台上放置更换底线的执行机构,由机械手1、机械手2、转轴、带座轴承和电机等组成。
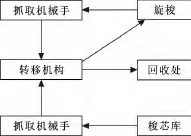
图1 自动换底线工艺流程
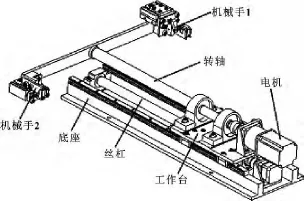
图2 自动更换底线装置
其工作原理为:装置检测到更换底线的信号以后,机械手2首先抓取备用梭芯;工作台带着执行机构向前移动到缝平机台板前方指定位置;电机逆时针转动90°,使机械手1对准缝纫机旋梭里的空梭芯;工作台后移到指定位置,机械手1抓住空梭芯;工作台再次前移,将空梭芯从旋梭中取出;接着电机朝同一方向旋转180°,使备用梭芯对准缝纫机旋梭;工作台后移,机械手2将备用梭芯放入旋梭中,同时机械手1将空梭芯释放,使其落入回收装置中;电机再次逆时针转动90°,使两个机械手在圆周方向复位;最后工作台收回,回到初始位置,整个更换底线操作结束。整个动作流程如图3所示。
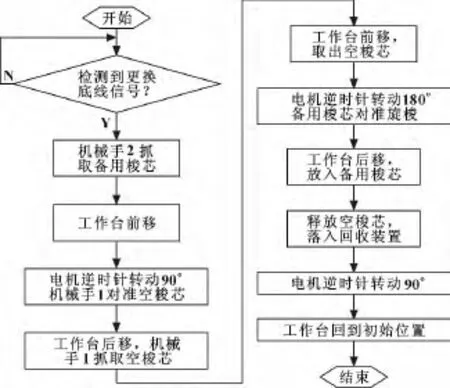
图3 自动更换底线动作流程图
2 梭芯抓取机械手的结构设计与分析
2.1 梭芯抓取机械手设计
梭芯抓取机械手是自动更换底线装置的关键部件,对梭芯进行可靠地抓取是成功更换底线的基本保障。缝纫机的底线梭芯是装在梭芯套中,再连同梭芯套一起放进旋梭内进行供线的,其整体结构如图4所示。因此,更换底线实际上是将装有梭芯的梭芯套一起更换。要将梭芯套从旋梭中取出,须先将梭门掰开到60°左右(如图4所示位置),才能将梭芯套沿旋梭轴线方向取出来。
根据梭芯套的结构特点,设计出如图5所示的抓取机械手。
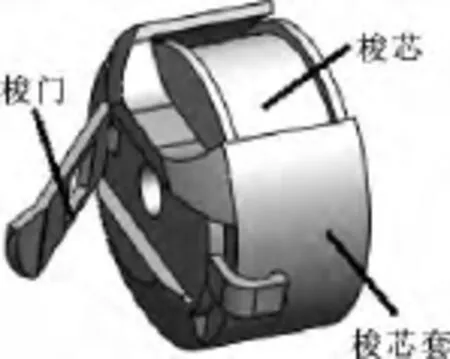
图4 梭芯与梭芯套
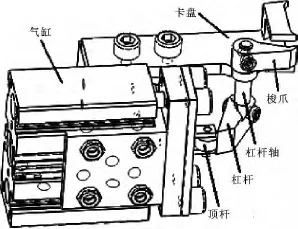
图5 机械手结构
机械手由卡盘、梭爪、杠杆、顶杆、气缸等部分组成。其工作原理是:卡盘将梭芯套的顶面抵住;由气缸通过杠杆推动梭爪旋转;梭爪转动过程中将梭门掰开到60°左右的位置并夹紧。
2.2 机械手抓取力计算与仿真
为了确定机械手夹紧梭芯套以后,二者的应力和变形情况,确定气缸输入压力的合理范围,避免因气缸推力过大而对机械手或梭芯套造成破坏,利用ANSYS对机械手夹紧梭芯套后的模型进行有限元仿真分析。
将模型导入ANSYS中,对模型中的接触面类型进行定义并施加约束;最后对模型进行加载[8]。机械手和梭芯套的材料都设置为结构钢。根据所选气缸,其最大输入压力为0.7 MPa,此时的气缸施加在机械手杠杆上的最大推力为103.39 N。首先考虑此极限情况,将最大推力施加到模型中,得到如图6所示的应力图和如图7所示的变形图。

图6 应力图

图7 变形图
仿真结果显示,最大应力出现在杠杆轴与卡盘下表面接触的位置,大小为168.69 MPa,大于材料的许用应力 [τ] =125 MPa(取安全系数 S =2[9])。最大变形出现在杠杆末端,其值为0.115 3 mm。在气缸输入压力取最大的情况下,模型的最大变形较小,满足设计要求,但最大应力大于材料许用应力,因此需要对气缸的输入压力进行控制。为了进一步确定气缸输入压力的合理范围,选取不同压力对应的气缸推力对模型进行加载,得出对应的最大应力,绘制最大应力随气缸输入压力的变化曲线 (如图8所示)。由该曲线可知,气缸的输入压力应控制在0.55 MPa以下。
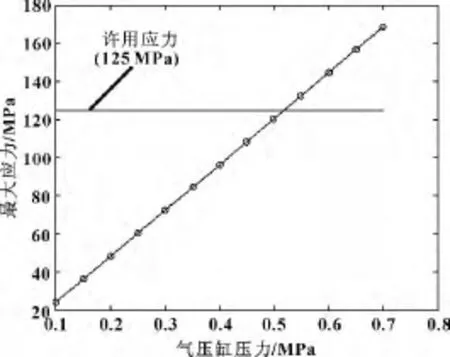
图8 最大应力变化曲线
3 梭芯抓取实验与结果分析
3.1 梭芯抓取实验
为了验证机械手结构设计的合理性,保证能顺利将梭芯套夹住,加工出机械手样机 (如图9所示),对梭芯套进行抓取。

图9 机械手样品
3.2 结果分析
实验结果表明,机械手可以将梭芯套夹紧,从缝纫机旋梭中取出和放回。但抓取过程并不流畅,需要从以下两方面问题进行改进:
(1)梭爪在抠开梭门时阻力较大,严重时会出现梭爪与梭门卡死的现象。需要降低梭爪表面粗糙度,并进行抛光镀铬处理,使其更表面光滑,防止出现卡顿、卡死现象。
(2)机械手在抓取过程中,梭芯套相对机械手会向左偏移,导致夹紧以后梭芯套与机械手的相对位置不稳定,在放入备用梭芯时会出现梭芯套与旋梭不对齐,严重时无法正常放入备用梭芯。需要在机械手上与梭芯套接触的地方 (除梭爪)增加一层橡胶、泡沫等增大摩擦的材料。
4 结论
(1)在总结缝纫机自动更换底线装置现有方法和设计的基础上,提出了一种效率更高、耗时更短的底线更换方法。设计出了对应的自动更换底线装置。
(2)对装置的关键部件——梭芯抓取机械手的结构进行了分析,通过仿真得出了机械手驱动气缸的输入压力应控制在0.55 MPa。
(3)制作出了机械手样机,进行梭芯套抓取实验。并根据实验结果对机械手结构的优化提出了建议。
[1]CISLAK Raymond S.Automatic Bobbin Changer and Apparatus for a Sewing Machine.United States Patent:4223618[P].1980-09-23.
[2] SWANEY Raymond D.Automatic Bobbin Changer and Method.United States Patent:6286444B1[P].2001-09-11.
[3]SUZUKI Satoru,OHASHI Isao,OKAMOTO Takuya.Bobbin Changer Apparatus for Sewing Machine[P].United States Patent:2008/0011213A1,2008-01-17.
[4]梁国杰.一种电脑绣花机的自动换底线装置.中国专利:201842963U[P].2011-05-25.
[5]梁国杰.电脑绣花机自动换底线装置的梭芯自动供给器.中国专利:202047250U[P].2011-11-23.
[6]SACCHETTIAlfred D.Automatic Color Bobbin Changer.U-nited States Patent:4186677[P].1980-02-05.
[7]王海江.自动换底线珠片绣电脑绣机.中国专利:201106101Y[P].2008-08-27.
[8]白金泽,孙秦,郭英男.应用ANSYS进行复杂结构应力分析[J].机械科学与工程,2003,22(3):441-443.
[9]王少怀,徐东安,高红霞,等.机械设计使用手册[M].北京:机械工业出版社,2009.