料斗式振动上料装置设计及应用
2014-11-26杨军安
杨军安
(新疆众和股份有限公司 乌鲁木齐830013)
1 引言
任何复杂、庞大的自动化生产设备都可以分解一个个相对简单的机构。机构是自动化生产的最基本得组成部分。在自动化机械上,要完成整个工序动作,首先必须将工件移送到操作位置或定位夹具上,自动上料系统是自动化机械或生产线不可或缺的基本部分。本问从夹紧机构、换向机构以及隔料机构等方面对自动上料系统进行整体设计,确定上料机构的基本结构,最后概述了自动上料系统在实际应用中的一些解决问题。
2 自动上料机构的工作流程
自动上料机构的任务就是自动地把待加工工件定时、定量、定向地送到加工、装配、测试设备的相应位置,以便缩短辅助时间,提高劳动生产率,稳定产品质量和改善劳动条件。
自动化上料时任务,是把坯料、工件或产品,以一定的方位,按照一定的生产节拍,自动地传送到相应的加工、装配或测试分类岗位上,以缩短辅助时间,提高劳动生产率,稳定产品质量和改善工人劳动条件等。它是实现单机自动化、建立自动生产线和自动化工厂的基本条件之一[1]。
2.1 自动上料机构的分类
自动上料机构按工件(材料)形状、尺寸等特征,可分以下四类[1-2]:
(1)粉、液料自动上料机构,主要是解决自动定量上料问题。
(2)管、棒料自动上料机构,主要是解决按工件所需长度周期地自动送料问题。
(3)卷料(丝、带料)自动上料机构,主要是解决材料的校直机构、放料和制动机构、送料机构等问题。
(4)件料自动上料机构,件料因料性质、工件尺寸大小及形状复杂程度差异很大,故供料装置也截然不同。
料斗式上料机构的特点是能自动定向。适用于工件尺寸较小,外形简单,易于自动定向排列,且上料频繁的场合;料仓式上料机构的特点是需要人工排料。适用于工件尺寸与重量较大,外形复杂,难于自动定向排列,或加工周期较长,上料不频繁,没有必要采用自动化程度更高的料斗式上料[2]。
2.2 上料机构各主要部件的应用特点
2.2.1 料斗式上料机构的特点是能自动定向
适用于工件尺寸较小,外形简单,易于自动定向排列,且上料频繁的场合;料仓式上料机构的特点是需要人工排料。适用于工件尺寸与重量较大,外形复杂,难于自动定向排列,或加工周期较长,上料不频繁,没有必要采用自动化程度更高的料斗式上料。
2.2.2 料仓式上料机构
根据上料功能的需要,上料机构由料仓、输料槽、隔料器、上料器、定向机构及驱动装置等组成。料仓(包括输料槽)主要用以储存和输送已定向的工件[3]。
(1)上料器
上料器是将已定向的工件,按一定的生产节拍和方位送到机器工座位置的装置,其基本动作夹紧和传送。夹紧的方法有机械、电磁、真空和粘附力等几种方式。工件的传送运动,常分直线往返式、往返摆动式、旋转式和复合运动式四种。传送动力有机械的、气动的,液压的和机电联动等几种。上料器的选用和设计,应根据工件的几何形状及其材料特性、定位精度、生产率以及机器结构布局等因素决定[3-5]。
(2)隔料器
隔料器是控制工件从料仓进入上料器或直接送到工作位置的机构,可分直线往返式隔料器、摇摆式隔料器、旋转式隔料器[3~5],见表1。

表1 隔料器种类
(3)定向机构
定向机构的工作方法和类型使工件从成堆散乱的状态下获得定向,主要采用下列方法:
①抓取法:利用运动着的定向机构抓取工件的一些特殊表面如凸肩,内孔、凹槽等,使之分离出来并定向排列。如螺钉类工件的扇形定向机构,套管类工件的杆式、钩式定向机构。
②型孔选取法:利用定向机构上一定形状尺寸的孔穴进行筛选分离,只有工件的位置及形状相应于这一型孔的,才能通过而获得定向排列。如圆盘式、圆管式、半管式等定向机构。
3 上料方案的确定
由于在架台上所贴矩形薄片状,体积小,并且分正反面。上料须满足以下几个要求:
(1)薄片须方向一致,该上料机构要有定向机构,且误差尽可能小。
(2)确保薄片上料时有序的依次下来,避免重叠现象发生。
(3)提高设备生产率和工人劳动生产率、显著减轻工人的劳动强度。
(4)工作稳定可靠,运转噪声小,不会损伤端子,使用寿命长。
(5)结构紧凑简单,最大限度采用标准化零部件,通用性好,易于制造和维修,成本低。
3.1 料斗式振动上料装置工作原理
利用振动产生运动和动力的机构称振动机构,广泛用于散状物料的捣实、装卸、输送、筛选、研磨、粉碎、混合等工艺中。如图1所示利用电磁振动的供料机构,当交流电输入铁芯线圈5,产生频率50 Hz的断电磁力时,吸引固定在料道上的衔铁6,使槽体向左下方向运动;当电磁力迅速减少并趋近零时,槽体在板簧2的作用下,向右上方作复位运动,如此周而复始便使槽体产生微小的振动[4~5]。

图1 料斗式振动上料装置结构
当槽体在电磁铁作用下向左下方运动时,由于惯性力的作用,工件将按原来运动方向向前抛射(或称跳跌),工件在空中微量跳跌后,又落到槽体上。这样,槽体经过一次振动后,在槽体上的工件就向上移动一定的距离,直至出料口,从而达到供料的目的。显然,在槽体的空间位置、工件和槽体的摩擦系数等一定时,工件的运动状态与槽体的加速度有关。
3.2 料斗式振动上料工件运动状态建模
了对工件运动状态进行理论分析,以便合理地确定料斗的基本参数,需要建立工件沿料槽运动的微分方程:如图2工件受力分析所示[5]。
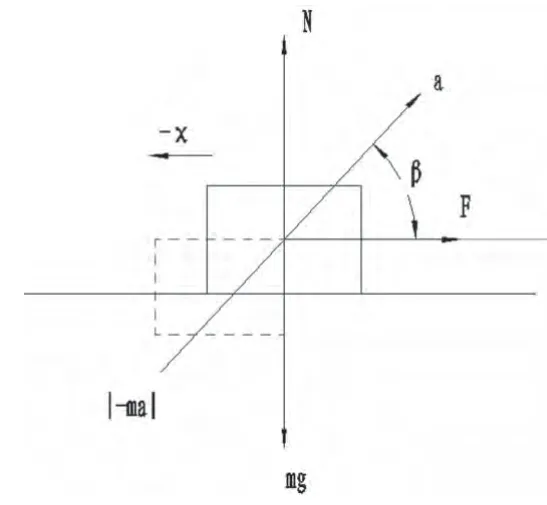
图2 工件受力分析
工件沿水平直槽相对运动的微分方程表示

式中:m为工件的质量(kg);xˉ为工件沿x 轴的相对加速度(mm/s2);F 为工件与料槽间的动摩擦力(N);αX为料槽在X轴的分加速度(mm/s2)。
设料槽的位移s、速度v、加速度分别表示
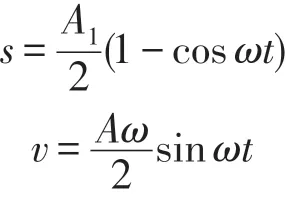

式中:A1/2为料槽的振幅(mm);ω为料槽的角频率(1/m);T为瞬时时间(s)。
料槽在x与y轴方向分加速度分别
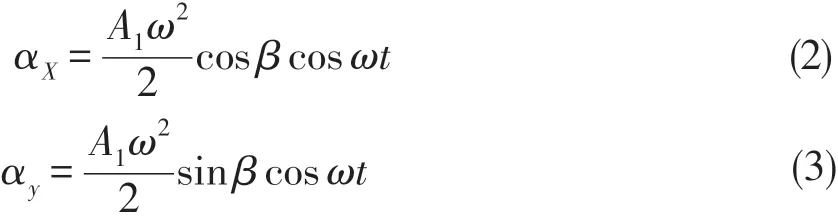
式中β为振动方向角,即料槽振动方向与工件沿料槽运动方向间的夹角。
摩擦力F的方向取决于相对运动方向,即

式中:μ为工件与料槽面间的动摩擦系数;N为料槽对工件的反作用力(N)。
由图1得

式中:g为重力加速度(mm/s2)。
经整理后得

式中上面的符号适用于工件沿料槽向前滑移,下面的符号适用于工件沿料槽向后滑移。工件向前、向后滑移,或脱离料槽“瞬时腾空”,跳跃前进,决定于惯性力和摩擦力等阻力对工件综合作用的结果。只有当与料槽平行的惯性力分量大于静摩擦力等阻力时,工件才有可能向前或向后滑移。由于工件质量是常数,频率在选用电磁振动器时已经确定,所以惯性力又主要受料槽振幅大小的影响。试验证明:振幅太小,则惯性力也太小,不能克服工件和料槽面间的摩擦阻力,故工件只能随料槽一起振动,而不能向前或向后滑移;只有当振幅达到某临界值时,工件才能相对料槽移动,而在开始向前移动的一瞬间,作用在工件上的所有力,在其移动方向上的投影应等于零,即

将αx代入上式,得

式中:F1为静摩擦力(N);t1为工件向前滑移的起始时间(s)。
将静摩擦系数μ1代入式(5),得

再将式(6)代入式(5),经整理后得
式中:A为料槽在工件移动方向上的振幅(mm)。

由于cosωt1是负值,所以,若,工件才能向前滑移,因在此相位范围内,惯性力逐渐增大,当增大到超过静摩擦力时,才有可能产生滑移。而在此范围内的余弦值在0 ~-1范围内变化,故由式(7)得

即

由此可见,只有当料槽水平方向的振幅满足次不等式,工件才能向前滑移,而工件向前滑移的临界振幅A+1

以上述同样的分析方法,可导出工件向后和脱离料槽“瞬时腾空”的临界振幅A-1和A0,即
工件在料槽振动过程中处于何种运动状态,取决于A+1、A-1、A0、A之间的大小关系。由式(9)~式(11)可得
工件向前移动所需振幅A+1最小,较易实现;跳跃所需振幅A0最大。实际上,工件向前移动时,惯性力使工件与料槽间的反作用力N减少,而工件向后滑移时,惯性力使N增大。因此,工件向前移动较向后滑动所受到的摩擦阻力要小,故易于实现。
3.3 振动上料料斗装置的调试
振动上料料斗的调试,决定着振动上料的稳定性,熟练掌握调试方法至关重要。需要调试的项目归纳起来有以下几点[6]:
3.3.1 工件前进速度
若工件前进速度不均匀稳定,会出现两边上料速度的快慢不同,会出现片状端子重叠,或卡死,致使上料不通畅,影响下一环节等现象。其主要原因是几根弹簧振幅不等,而使料斗各部分振动加速度不一致的结果。影响振幅不等的因素有:
(1)弹簧的材料成分、性能及其尺寸不一致;
(2)弹簧安装位置不对称;
(3)各电磁铁的气隙大小不相等;
(4)连接处螺帽、螺钉有松动。
3.3.2 料斗送料率
料斗送料率与机器生产率必须适应。因送料率与振幅及激振电源频率成正比,故其调节方法可以分以下两点:
(1)改变振幅值调节送料率因振幅与激振力成正比,而激振力与外加电乓平方成正比,以及与线圈匝数平方成反比等。故改变外加电压及线圈匝数就能调节振幅值。电压常采用调压器或可变电阻进行调节。改变线圈匝数调节激振力较简单,但不能实现无级调节。此外,振幅的大小还可以通过改变电磁线圈中的电流大小来调节。
(2)改变激振电源频率调节送料率因频率提高后,工件跳跃次数增多。即使在振幅固定的情况下,也能提高料斗送料率。
3.4 料斗式振动上料装置优点
定向平稳,由于没有抓取机构及其对坯件的搅动,坯件在定向过程中产生损伤的程度大大减轻。可用于薄壁、脆性、弹性等小型零件自动上料;通用性广,适用于各种形状和尺寸的零件的定向。在零件改变时,除定向元件略-有变化外,其他结构均具有通用性;送料速度较高而且可以方便地调节;结构简单可靠不易产生阻塞。
[1]隋秀凛,高安邦.实用机床设计手册[M].北京:机械工业出版社,2010,1.
[2]芮延年.机电一体化原理及应用[M].苏州:苏州大学出版社,2004,9.
[3]陈庆生,佘时伟,杨兴邦,罗中先,何幼瑛.机械加工过程自动(第1版)[M].贵阳:贵州科技出版社,1991,8.
[4]伍福顺.车辆修造专用机械设计[M].北京:中国铁道出版社,1987,3.
[5]徐祥和,韩良,王兴松.电子精密机械设计(第2版)[M].北京:国防工业出版社,1995,5.
[6]黄靖远,龚剑霞,贾延林.机械设计学[M].北京:机械工业出版社,2000:10-41.