某货车侧围外板冲压工艺设计及试验研究
2014-11-25韩永志余冰定赵烈伟楚伟峰
韩永志,余冰定,赵烈伟,楚伟峰
汽车覆盖件具有结构尺寸大、形状复杂、板料薄、精度高等特点。从产品设计、工艺分析、模具设计、制造、调试到最终生产,这一过程相当复杂。其中冲压工艺的确定与模具设计制造是非常重要的环节。
冲压工艺优劣和模具状态决定了零件的最终质量,以致能否成功量产。传统试错法造成大量资源浪费,已不能适应如今产品更新换代、周期越来越短的要求,板料成形仿真使设计人员可以在生产准备阶段,预测成形中可能出现的问题,如起皱、破裂等,确定成形所需工艺过程和技术参数,验证并优化模具设计。对覆盖件成形进行了虚拟试模调试,利用仿真结果验证了工艺方案的可行性,改进后的工艺指导模具设计,节省模具调试时间,极大提高了模具生产效率,缩短整车开发周期。
侧围外板是汽车外覆盖件,属于A级零件,要求外表面必须光顺平滑、棱线清晰、刚性良好,无凸包、麻点、凹陷等缺陷,同时由于其与车门外板、顶盖外板、角板及前照灯等零件搭接。侧围外板三维数模,如图1所示。
一、零件冲压工艺分析
1.产品ECR的提出
在得到产品数模初期,在保证零件品质的前提下,为尽量减少工序,以降低模具开发成本,对产品进行SE同步分析,提出ECR交由产品设计部门进行数模更改,规避后期调试风险,缩短模具的开发周期。图2所示绿圈处修边后翻边存在质量缺陷,将止口切掉一块便于修边,保证翻边质量。
2.冲压工艺及模面的设计
通过对产品数模的分析,初步规划工序为4序。具体工艺内容为:拉深→修边+侧修边+冲孔+整形→修边+侧修边+冲孔+整形+侧整形→修边+冲孔+整形+侧整形+翻边+侧冲孔。
(1)确定冲压方向 拉深模面的工艺补充部分的多少及修边冲孔的质量,是冲压工艺设计的关键。其不但决定能否生产出合格冲压件,且影响到后续各工序的设计方案,在拉深工序中,冲压件常会由于冲压方向确定不当,而增加调整困难。

图1 侧围外板

图2 ECR示意
此侧围外板冲压方向确定所遵循的原则:①无负角。保证拉深件凸模能够顺利进入拉深凹模,不应出现凸模接触不到的死区。②最小拉深深度。拉深开始时凸模和坯料接触面积大,避免点接触,接触部位应尽量处于冲模中心,避免在成形过程中材料窜动,最好应使制件在一次拉深中完成;在保证拉深质量的前提下,使拉深深度尽可能浅,保证二级外观面的质量要求,满足材料利用率最大化。③制件品质优良,有利于防止表面缺陷。为了保证此侧围外板表面件表面质量,棱线位置要保证拉深时不产生偏移线、颤动线等表面缺陷。④后工序合理可行。要考虑后续修边冲孔时候的角度,此侧围外板沿X轴选择3°,保障后续冲孔为正冲。
(2)确定压料面 压料面是指位于凹模圆角半径以外的那一部分坯料,是工艺补充的一个重要组成部分,对拉深成形起重要作用。压料面可使拉深深度均匀,坯料流动阻力分布满足拉深成形的需要。
合理的压料不仅能保证压料面上材料不起皱,还可以保证拉入凹模的材料不起皱、不破裂。压料面设计不合理,会使压边圈压料时形成起皱、余料、松弛等,甚至有的在成形过程中无法消失而残留在制件上。
设计此侧围外板拉深模压料面时:①压料面形状尽量简单化,其阻力变化相对容易控制,有利于调模时调整到最有利于拉深成形所需的最佳压料面阻力状态。此侧围外板考虑其上柱滑移线,压料为直纹可展曲面。②压料面任一断面曲线长度要小于拉深件内部相应断面曲线长度,凹模内毛坯产生一定程度的胀形变形,可保证坯料刚性,避免拉入凹模内的多余材料无法延展。
综上内容,设计拉深模面并在UG软件上建模,如图3所示。
(3)有限元分析模拟 在拉深模面建模完成后进行CAE模拟分析。首先对坯料尺寸、拉深筋系数进行调整。拉深筋作用主要是控制材料塑性流动方向和进料速度,提高制件刚性,同时也是防止覆盖件起皱、开裂、拉深不足等成形缺陷发生最有效的方法。
侧围外板在拉深开始前,模具压边圈与凹模闭合后,坯料首先被拉深筋压弯成形,随后在模具凸模作用下,坯料周边产生拉深变形并向凹模走料,坯料沿拉深筋表面滑动产生摩擦阻力和弯曲变形阻力,都使毛坯断面内径向拉应力加大。改变拉深筋高度和圆角半径,都可以达到调整进料阻力的目的。这种调整径向拉应力的方法十分方便实用,且调整范围也较大。模拟分析结果如图4所示。
根据此分析结果,产品无风险,如图5所示。通过后期调试,达到产品要求。
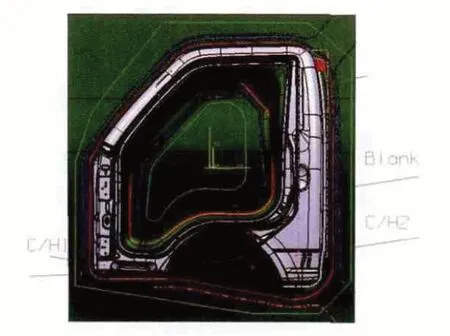
图3 拉深模面
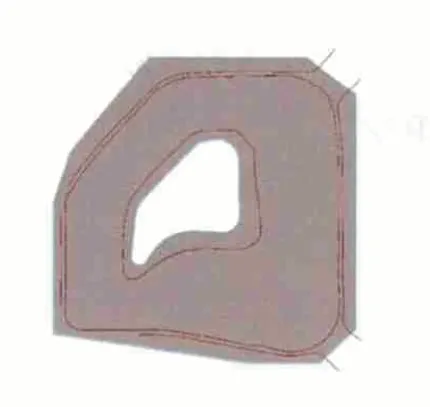
图4 坯料及拉深筋设置
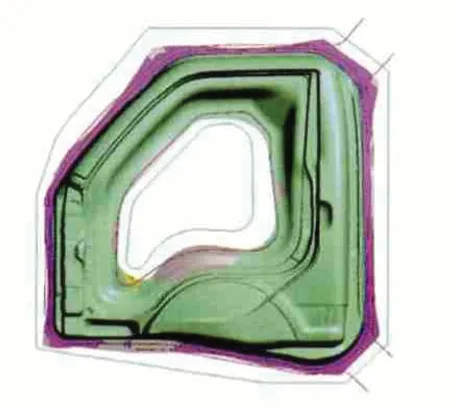
图5 CAE分析结果
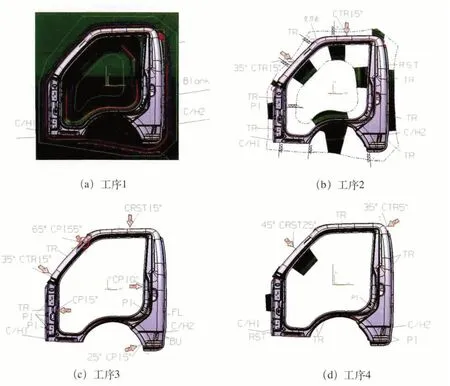
图6 各工序内容
(4)产品工序分配 如图6所示,通过前期对产品分析,对此侧围外板做了4工序排布。通过对工艺内容和模具结构优化,实现了对4工序化的要求。
二、物理验证
按照CAE模拟结果,修改及优化拉深件形面,调试得到试验结果如图7、图8所示。零件成形良好,无暗伤与开裂缺陷,外观品质优良。
三、结语
侧围外板作为汽车车身开发过程中,最重要最复杂最难设计及制造的制件,若前期分析不充分,会造成产品设计出现大量变更,且后期制造反复,调试成本极高。数值模拟能够预测侧围成形过程中存在的问题,也可有效指导模具现场调试,减小模具调试时间,提高效率。实际试模过程中,各工序调试,上检具检测各项指标很好达到了此车型量产要求,目前此侧围外板已在线批量生产。

图7 最终拉深零件

图8 最终合格实物产品
