转向节冠齿压淬冷却窍门
2014-10-08王寿明
金属加工(热加工) 2014年19期
王寿明
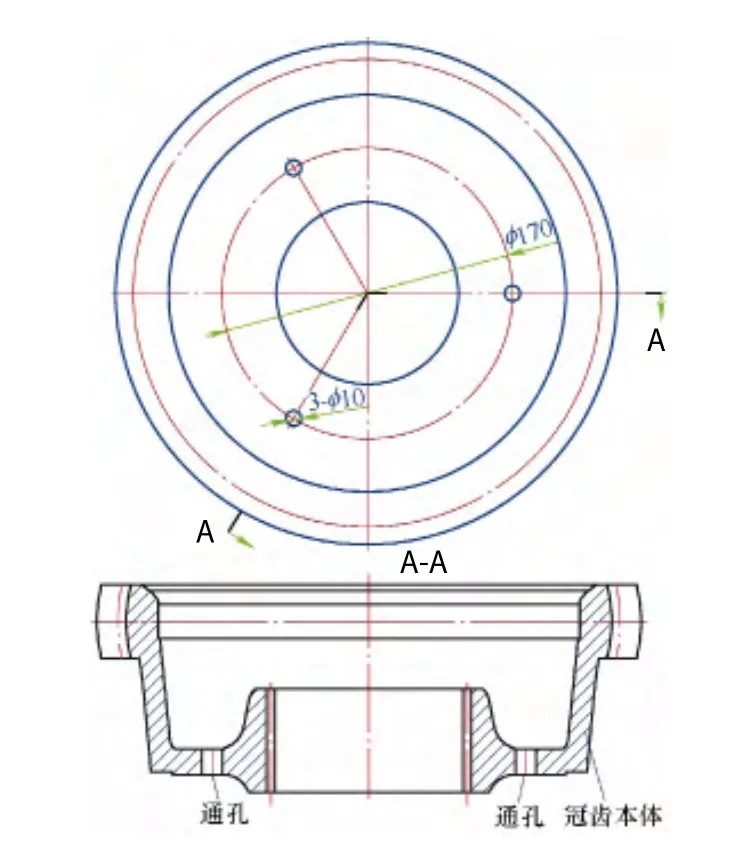
转向节冠齿示意
转向节冠齿整体热处理技术有难点,热处理易造成内外齿变形,工件平面超差现象。为防止渗碳淬火时变形,整体采用工装压紧方式进行热处理,而工装易造成内齿淬火时水冷却不均匀、不流畅,热处理后齿面上下锥度较大,直接影响产品质量。
如附图所示,设想冠齿本体的底部开通孔,不影响产品性能的基础上在工件上钻3个直径为10mm的通孔,该通孔以转向节冠齿的底部中心点为圆心呈圆形均匀分布,与冠齿本体圆心的距离小于直径170mm。
在转向节冠齿上多增加的3个孔,解决了热处理时冷却不均匀问题,从而减少了内齿的锥度和整个工件变形量,保证了产品强度。当然,此窍门并不限于所述实例,在其他零部件上也可类似处理。20140810
