淬火油池螺旋桨改进对齿轮轴质量的提升
2014-11-24陕西沃克齿轮公司咸阳713702崔钢锁薛宏奎
陕西沃克齿轮公司(咸阳 713702)崔钢锁 薛宏奎
我公司采用装炉量1200kg的多用炉,一直从事直齿及斜齿面等片齿轮生产,淬火油是好富顿G油,满足生产的需要。2013年开发副箱中间轴生产工艺,将电动机搅拌转速调整到最大为1600r/min,仍然出现副箱中间轴的齿根有效硬化层达不到工艺要求的现象;同炉产品不同部位齿根有效硬化层深度差别较大的质量问题不断发生,给公司造成很大的损失。排除了工件材料淬透性、渗碳温度、炉气气氛等的影响,发现该多用炉油池在设计时搅拌能力不足,不能满足副箱轴中间产品的冷却要求,出现冷却速度不够、不均匀的问题。
国外齿轮生产大多采用热油搅拌淬火的方式提高齿轮内在质量及控制变形,而且效果显著。通过热油中改变搅拌,在一定程度上提高介质的冷火烈度值H,使工件冷却速度加快,使表层在更深区域内获得马氏体组织,改善齿根部位有效硬化层深。
本文中自行设计改进了油槽内搅拌螺旋桨的叶片,做了渗碳齿轮轴前后齿根金相、硬化层的对比试验,取得了良好的质量效果,解决了生产需要,并创造了显著的经济效益。
1.齿轮轴工件的技术要求
副箱中间轴如图1所示,工件材料为8620H,技术要求:马氏体小于5 级,非马氏体小于0.02mm,节圆硬化层深1.1~1.6mm,齿根硬化层不小于0.81mm。
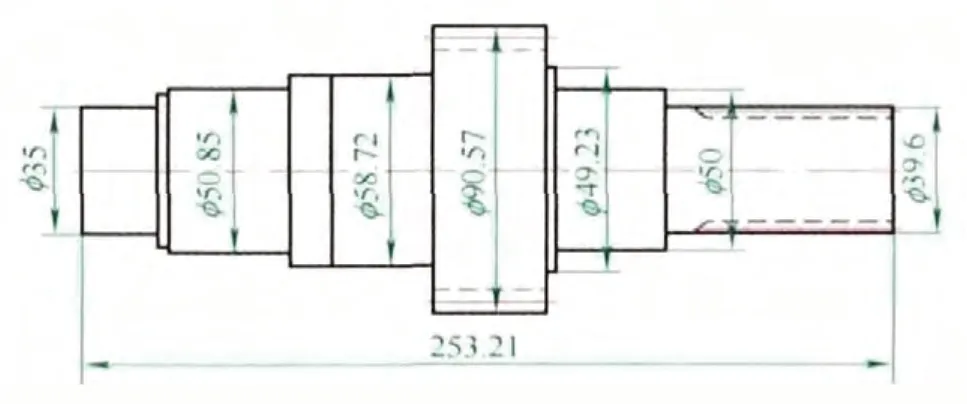
图1 副箱中间轴
2.螺旋桨改进说明
如图2所示,其中蓝色部分的桨叶为焊接部分,是沿螺旋桨轴向焊接,后做动平衡处理。焊接部大小为:长100mm,宽度20mm,不锈钢板材厚度3mm。
以上是通过搅拌器桨叶宽度的增加,以及将新增桨叶的倾角改变,改造效果是通过对比搅拌油面高度判断的,测量数据显示,改造后的搅拌油面高度比原提高80mm。

图2 油槽搅拌器的桨叶
我们从提高搅拌器功率的概念出发,其影响因素还有以下几点:
(1)搅拌器的结构和运行参数,如搅拌器的型式、桨叶直径和宽度、桨叶的倾角、桨叶数量、搅拌器的转速等。
(2)搅拌槽的结构参数,如搅拌槽内径、高度,以及导流筒直径等。
3.产品品质提升验证
验证方法是利用现有的线切割、金相制备工具、洛氏硬度机、HVT-1000型显微硬度仪等,通过在改进搅拌前后分别取实物解剖检验。
(1)未改进前检验结果 图3所示,按照513HV的标准,节圆硬化层为1.49mm;齿根硬化层只有0.66mm。
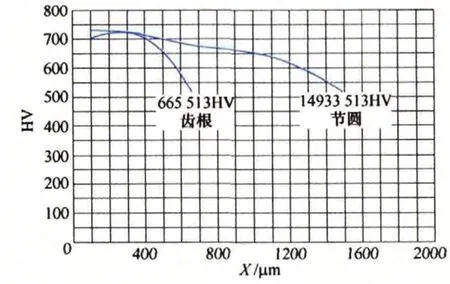
图3 未改进前副箱轴齿轮硬化层分布
图4所示,齿根0.5~0.6mm处的金相组织:少量贝氏体+索氏体组织。

图4
检测结果表明:①有效硬化层深度节圆处都在图样要求的中限或略深。②齿根处在图样要求的下限且有20%左右低于下限,不合格,齿根有效硬化层深度为节圆有效深度的52%~55%。③轴颈部位磨后和齿根部位情况基本一致。④检各部位的化学渗层深度,节圆、齿根、轴颈三处基本一致,相差都在20%以内。⑤非马氏体组织为0.02~0.025mm之间变化。
(2)改造后检验结果 图5所示,按照513HV的标准,节圆硬化层为1.53mm;齿根硬化层0.89mm。

图5 改进后副箱轴齿轮硬化层分布
图6所示,齿根0.5~0.6mm处的金相组织:马氏体+残留奥氏体。

图6
检测结果表明:①有效硬化层深度节圆、齿根都在图样要求的范围内,所检项目全部合格。②非马氏体组织在0.018~0.02mm之间变化。③齿根有效硬化层深度为节圆有效深度的58%~63%。
4.结语
(1)通过自行改造螺旋桨叶片,改善了原有设备搅拌能力不足、冷速不均等缺点,从而解决了轴类零件齿根、齿面硬化层深度差别较大的问题。
(2)一定程度上降低了该类零件的非马氏体组织的深度,提高了产品的质量品质。
(3)5台设备的成功改造,为公司节约了20万元以上的费用,保证了副箱中间轴的正常生产。