斯维奇直驱永磁轴带发电机穿轴工艺
2019-07-03周瑞平毛德龙周庆波
周瑞平毛德龙周庆波
(1.武汉理工大学 能源与动力工程学院,武汉 430063;2.中国船舶工业系统工程研究院,北京 100094;3.711研究所,上海 200090)
近些年,斯维奇(THE SWITCH)直驱永磁轴带发电机在我国的装船量越来越高。与励磁轴带发电机相比,斯维奇直驱永磁轴带发电机具有三大优点:效率更高,结构更简单,转子的转动惯量和重量较小[1-3]。但斯维奇直驱永磁轴带发电机尺寸相对较大,对轴系布置要求很高,安装工艺也比较复杂。斯维奇永磁轴带发电机的穿轴工艺要求非常高,对于轴肩近700 mm的中间轴来说,中间轴与联轴器之间的单边间隙往往不超过1 mm,并且其具有多种不同规格、不同功用的螺栓及盖板需要拆装。工作人员普遍对斯维奇直驱永磁轴发穿轴工作掌握不好,为此特对其穿轴工艺进行研究,以保证斯维奇永磁轴带发电机(以下简称永磁轴发)穿轴质量并提升工作效率。
1 穿轴前的准备工作
穿轴所需的重要工具清单见表1。
1.1 穿轴前的防护检查
永磁轴发含有永磁体,为保护磁性,永磁轴发抵达船厂后,务必做好防护。如无特殊需要,永磁轴发两端的防尘罩在穿轴之前不许拆开,以免永磁体吸附金属粉尘。同时通用的电气设备防水防潮防震等要求同样适用。
1.2 穿轴时的环境要求
穿轴作业时环境要求:①一般来说,正常的车间条件是可以的,但穿轴时必须避免同时同地进行切割、焊接和磨削等金属切削作业,除非永磁轴发已用防水油布或防护墙做好保护;②穿轴时,环境温度应高于+10 ℃,永磁轴发与中间轴的温差应稳定在±5 ℃。
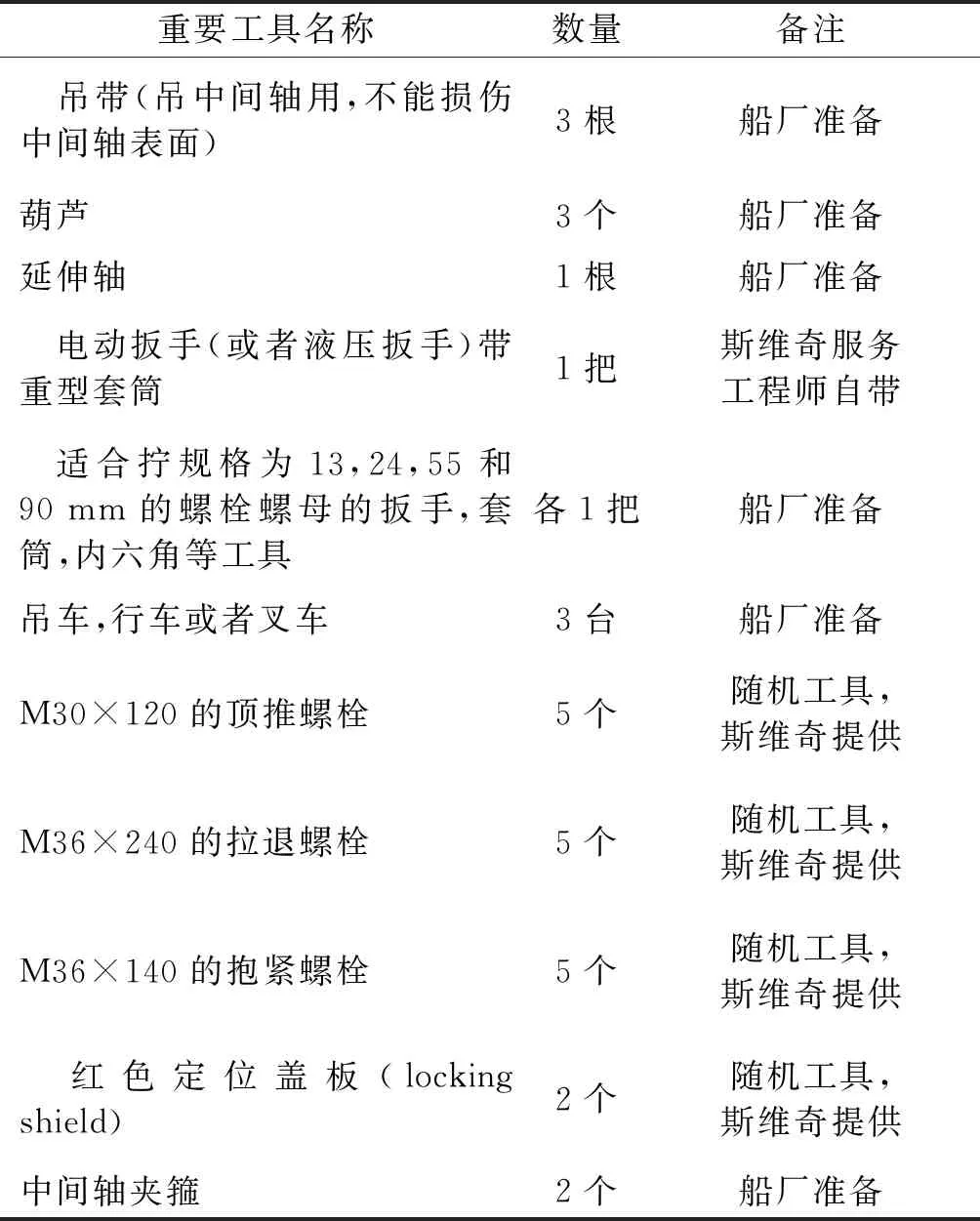
表1 穿轴所需的重要工具清单
1.3 穿轴时的安全要求
在永磁轴发穿轴工作期间,现场人员不能携带钥匙扣等金属配件,以免发生吸附导致人身或设备伤害,同时应尽量避免靠近永磁轴发使用手机进行通话,以免磁电干扰造成人身伤害。
2 穿轴工艺
永磁轴发内部除螺栓外,与穿轴工作密切相关的重要部件见图1[5-7]。

图1 永磁轴发内部与穿轴工作密切相关的重要部件
2.1 永磁轴发准备/拆除两端盖板
1)将永磁轴发吊装到清洁有顶棚区域(比如车间)。撤掉永磁轴发上面的防护油布。
2)拆除永磁轴发两端的盖板,需要拆除的盖板清单见表2及图2(图中跳跃取编号是为了与斯维奇技术说明书保存一致,以下类推)[8]。
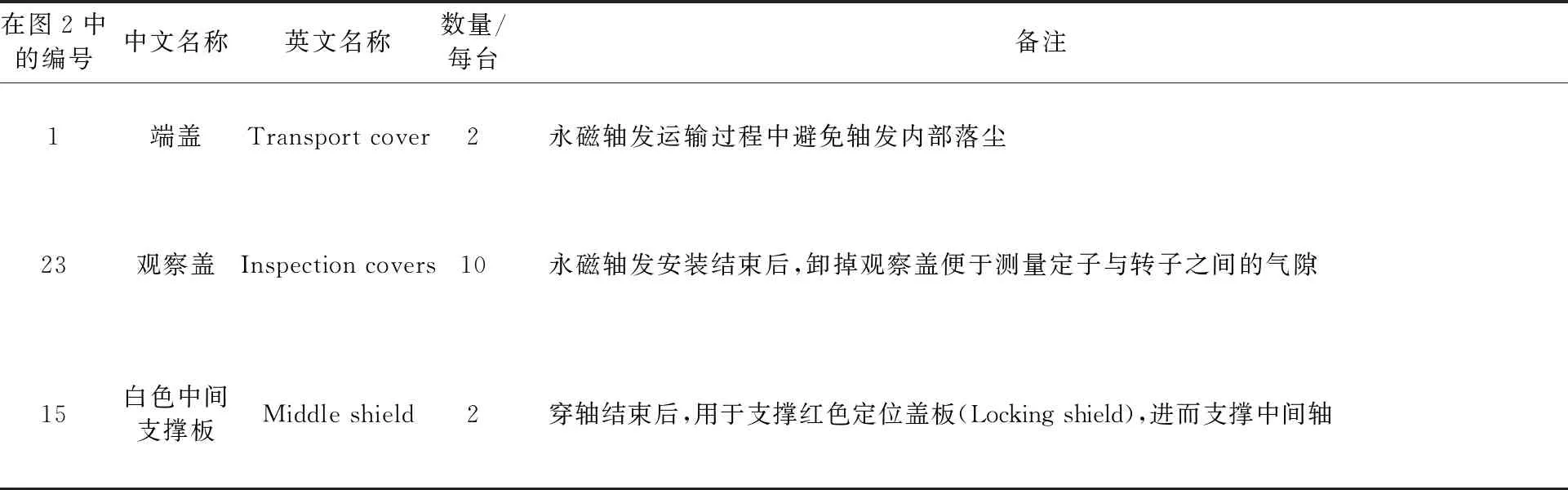
表2 穿轴前需拆除的永磁轴发两端盖板清单

图2 穿轴前需拆除的永磁轴发两端盖板示意
2.2 将联轴器松开
联轴器分为内圈和外圈两部分,刚拆开前述的两端盖板后,会发现联轴器的内外圈是通过15个M30×170的联轴器锁紧螺栓固定在永磁轴发转子上面的。注意:联轴器上除了这15个M30×170的联轴器锁紧螺栓外再无其他螺栓,但会发现预留有10个螺纹孔,见图3(图中:刚拆开两端盖板时,安装M30×120和M36×240螺栓的位置均没有螺栓只有螺栓孔)。
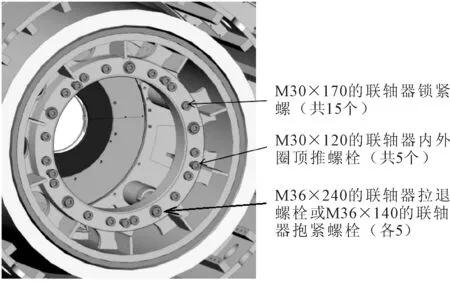
图3 联轴器上各螺栓分布
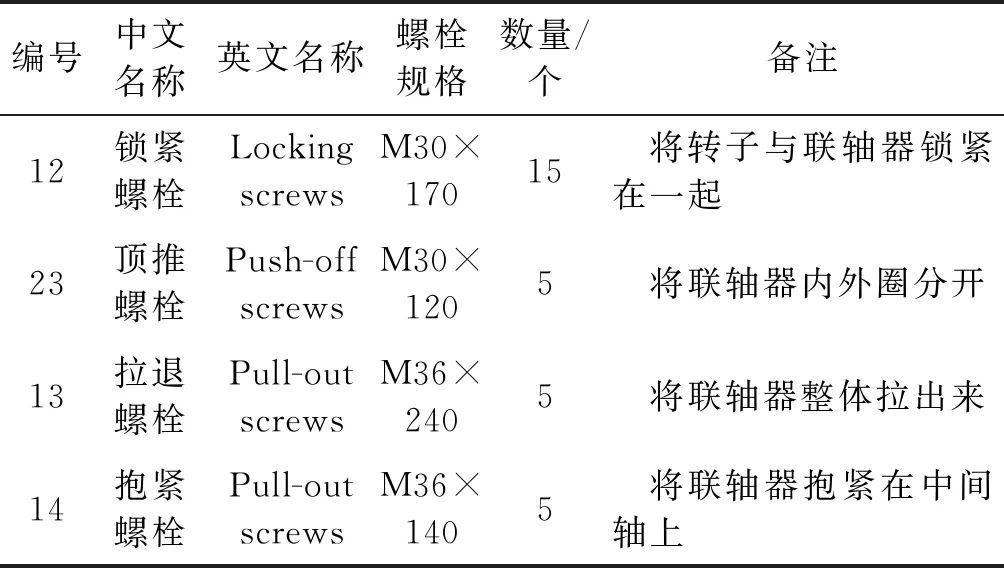
编号中文名称英文名称螺栓规格数量/个备注12锁紧螺栓Locking screwsM30×17015 将转子与联轴器锁紧在一起23顶推螺栓Push-off screwsM30×1205 将联轴器内外圈分开13拉退螺栓Pull-out screwsM36×2405 将联轴器整体拉出来14抱紧螺栓Pull-out screwsM36×1405 将联轴器抱紧在中间轴上
1)首先将15个M30×170的联轴器锁紧螺栓拧松几圈(一般4~5圈),仅拧松几圈的目的是此时只是松开联轴器的拧紧螺栓,使得联轴器内圈扩张变大,这样中间轴与内圈之间就有了间隙(如果完全拧紧联轴器的这15个拧紧螺栓,中间轴与内圈之间是紧密抱合在一起的),见图4。
但注意不能拧太多,如果拧太多,那么联轴器(包括联轴器内外圈及其拧紧螺栓)就会从永磁轴发转子上掉下来,由于此时中间轴没有穿进去,还无法接住联轴器。
2)为了使联轴器内圈充分扩张变大,将准备好的5个M30×120联轴器内外圈顶推螺栓拧入M30的螺纹孔中(刚好留有5个M30的螺纹孔待拧入螺栓),见图4。拧紧这5个M30×120联轴器内外圈顶推螺栓(均匀拧紧并保证联轴器外圈在轴向方向上前移至少14 mm,直至联轴器外圈松开)可以逐渐将联轴器外圈顶推出来(此时联轴器内圈与转子在轴向方向上保存不动,但联轴器内径在径向方向上会微微变大)。待联轴器内外圈完全松开后(此时联轴器内圈内径已经扩至最大)就可以进行正式的穿轴工作了。
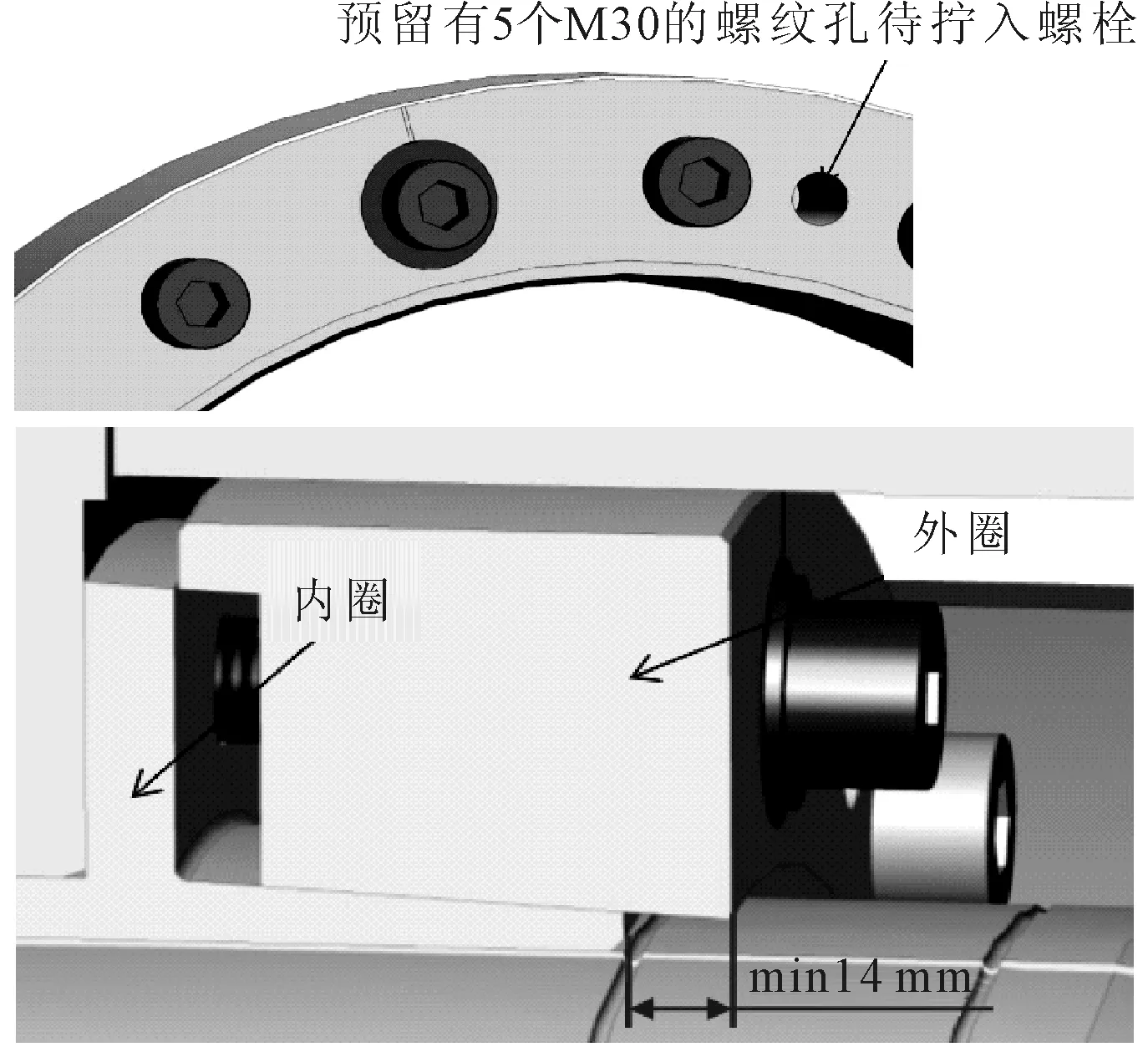
图4 拧紧顶推螺栓可将联轴器内外圈分开
2.3 穿轴
1)首先将延伸轴与中间轴通过螺栓连在一起,然后使用两个吊车通过吊带和葫芦(葫芦便于对轴的位置进行微调),并调水平,见图5。注意:提前计算好轴(包括中间轴和延伸轴)的总重量和重心。
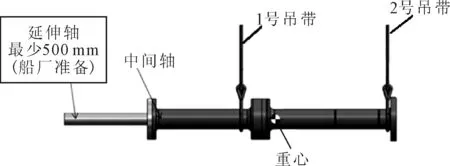
图5 含延伸轴的中间轴吊运示意
2)如图6所示,沿船艏向船艉方向,将轴穿入永磁轴发中,将中间轴尽可能深地慢慢推入到永磁轴发中,直到永磁轴发即将碰到1号吊带不能穿入为止。联轴器内圈半径一般来说只比中间轴1号法兰半径大3 mm左右,所以在中间轴法兰端穿过联轴器内圈时需要小心。
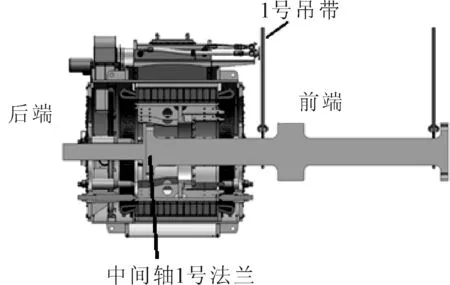
图6 穿轴至吊带1位置
在整个穿轴过程中,不允许由永磁轴发的转子或者联轴器来承受中间轴的重量。中间轴的重量只能由吊带或者中间轴支撑盖板(穿轴结束后)来承受。
3)这时,延伸轴肯定已经在永磁轴发另一端露头(这也是延伸轴至少500 mm的缘由),用3号吊带将其吊起,然后去掉1号吊带,继续缓慢穿入。见图7,在穿入过程中,会碰到最为关键的一道坎,那就是联轴器内圈半径一般来说只比中间轴轴肩半径大不到1 mm,这时需要非常小心,不能擦伤中间轴轴肩和联轴器内圈。

图7 中间轴轴肩穿入联轴器内圈
4)直到穿到设计位置为止。见图8,从船艉向船艏看,中间轴上有两个凹槽标志,此处的设计位置就是中间轴上靠船艉的那个凹槽标志与联轴器内圈前端面重叠的位置,也就是说从船艏至船艉方向平移中间轴进行穿轴,设计位置就是联轴器内圈前端面与中间轴第一个凹槽标志重叠的位置。
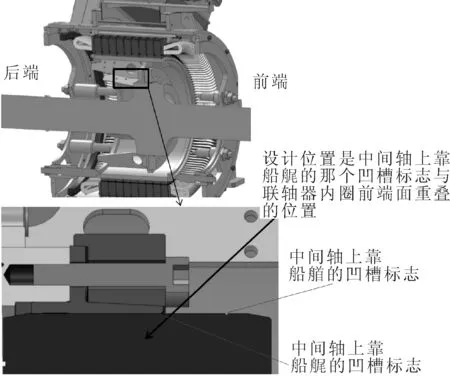
图8 中间轴穿到设计位置1
5)为了校验中间轴是否穿到设计位置,斯维奇公司针对每台永磁轴发都会提供一个特定参数,见图9,这里示例为1 143±5 mm,这个特定参数就是中间轴法兰后端面与轴发壳体后端面之间的水平距离(一般允许±5 mm的公差)[9-10]。
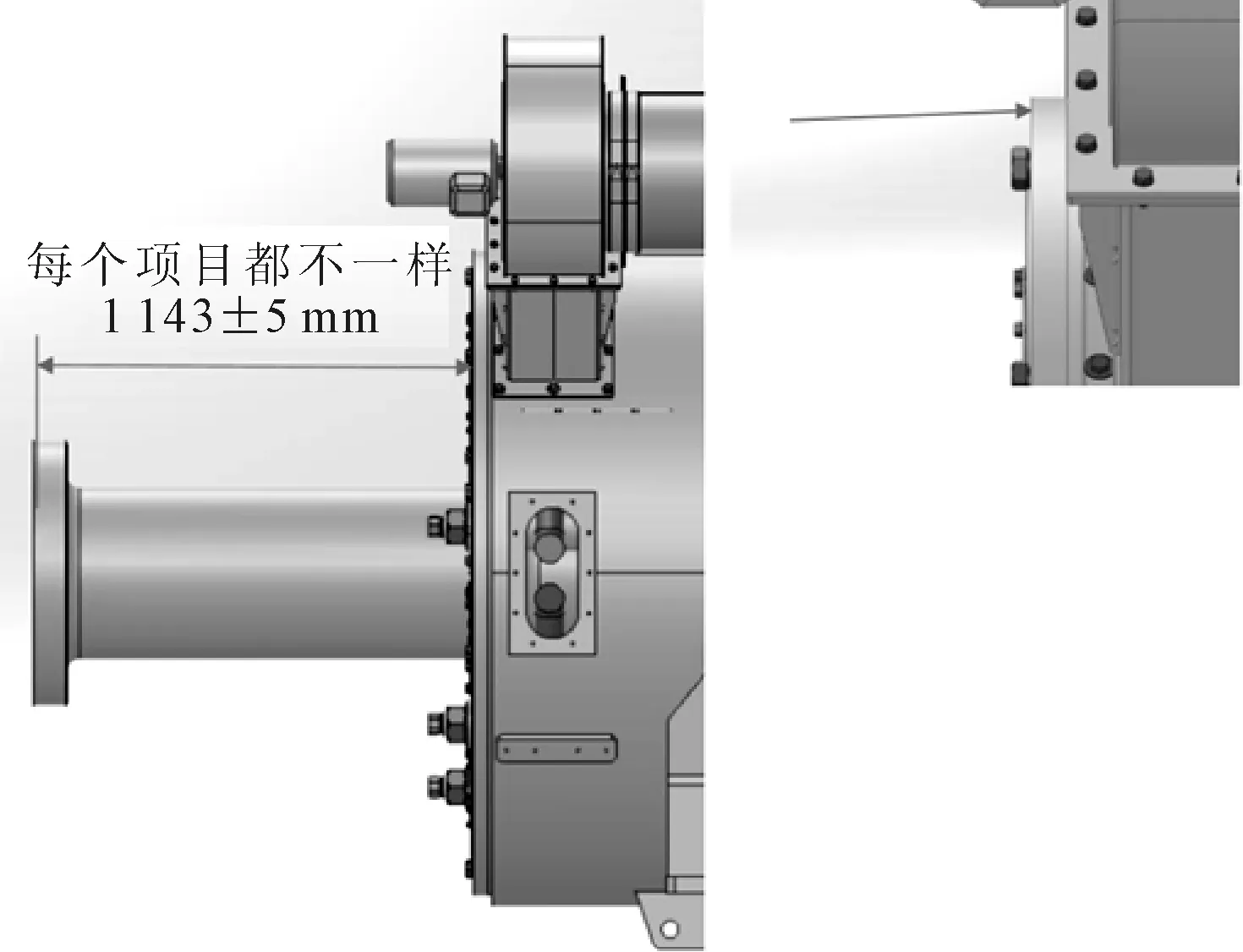
图9 中间轴穿到设计位置1的校验
2.4 将转子与联轴器脱开
首先把15个M30×170的锁紧螺栓和5个M30×120联轴器内外圈顶推螺栓全部松掉并卸掉,当其全部卸掉后,注意这时联轴器内外圈由于没有螺栓支撑,会落在中间轴上。
然后使用5个M36×240的拉退螺栓将联轴器整体拉出来,注意这时虽然联轴器已完全落在中间轴上并在那5个M36×240的拉退螺栓作用下在中间轴上滑动,由于这个时候内外圈并没有抱死,并且内外圈相对很轻,所以只要保证那5个M36×240的拉退螺栓整体推进,就不会拉毛中间轴轴肩表面或联轴器内圈表面。见图10,保持中间轴不动,一直将联轴器内圈拉到设计位置2,这时的设计位置2为中间轴上靠船艏的凹槽标志刚好与联轴器内圈前端面重叠的位置[11-12]。
2.5 将联轴器抱紧在中间轴上
当联轴器内圈抵达设计位置2后,卸下5个M36×240的拉退螺栓,换上M36×140(共5个)的联轴器抱紧螺栓并交叉拧紧。注意逐一进行更换,M36×140的拧紧力矩为2 450 N·m。至此联轴器就抱紧在中间轴上面了,此时可以将中间轴和联轴器视为一个整体,其与转子之间完全脱开并且间隙较大,见图10,便于进行轴系校中。
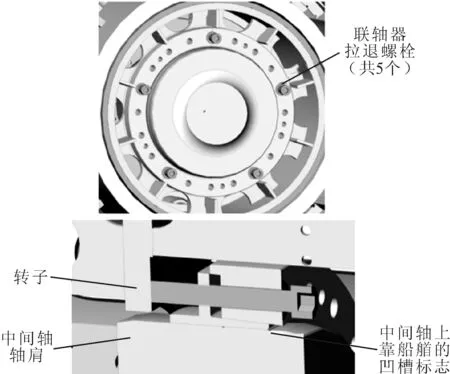
图10 将联轴器内圈拉到设计位置2
2.6 安装盖板
首先安装中间支撑板(middle shields)和定位盖板(Locking shield),在定位盖板(Locking shield)与轴之间涂抹二硫化钼等润滑剂以将轴支撑住。注意,只有等中间支撑板(middle shields)和定位盖板(locking shield)安装好后,才能去掉吊车及吊带(此时中间轴的重量被永磁轴发定子机座上的定位盖板(locking shield)支撑)。然后安装观察盖(inspection covers)盖板。
2.7 安装中间轴锁轴装置
穿轴结束到(将轴发和中间轴作为一个整体)整体起吊入船还有一段时间,见图11。为了防止含中间轴的永磁轴发在吊运入船的过程中中间轴与永磁轴发之间发生相对串动,设计2套中间轴锁轴装置,一是在永磁轴发两端用吊带将中间轴的螺栓孔和吊耳串连起来并拉紧;二是如果万一在永磁轴发吊运过程中出现吊带松动,为防止中间轴在轴向方向上发生位移。根据中间轴的轴径,例如针对直径为360 mm的中间轴设计并制作了一个中间轴抱箍,见图12。将中间轴抱箍(永磁轴发前后各一个)安装到位以防止中间轴发生轴向位移。

图11 中间轴锁轴装置之吊带
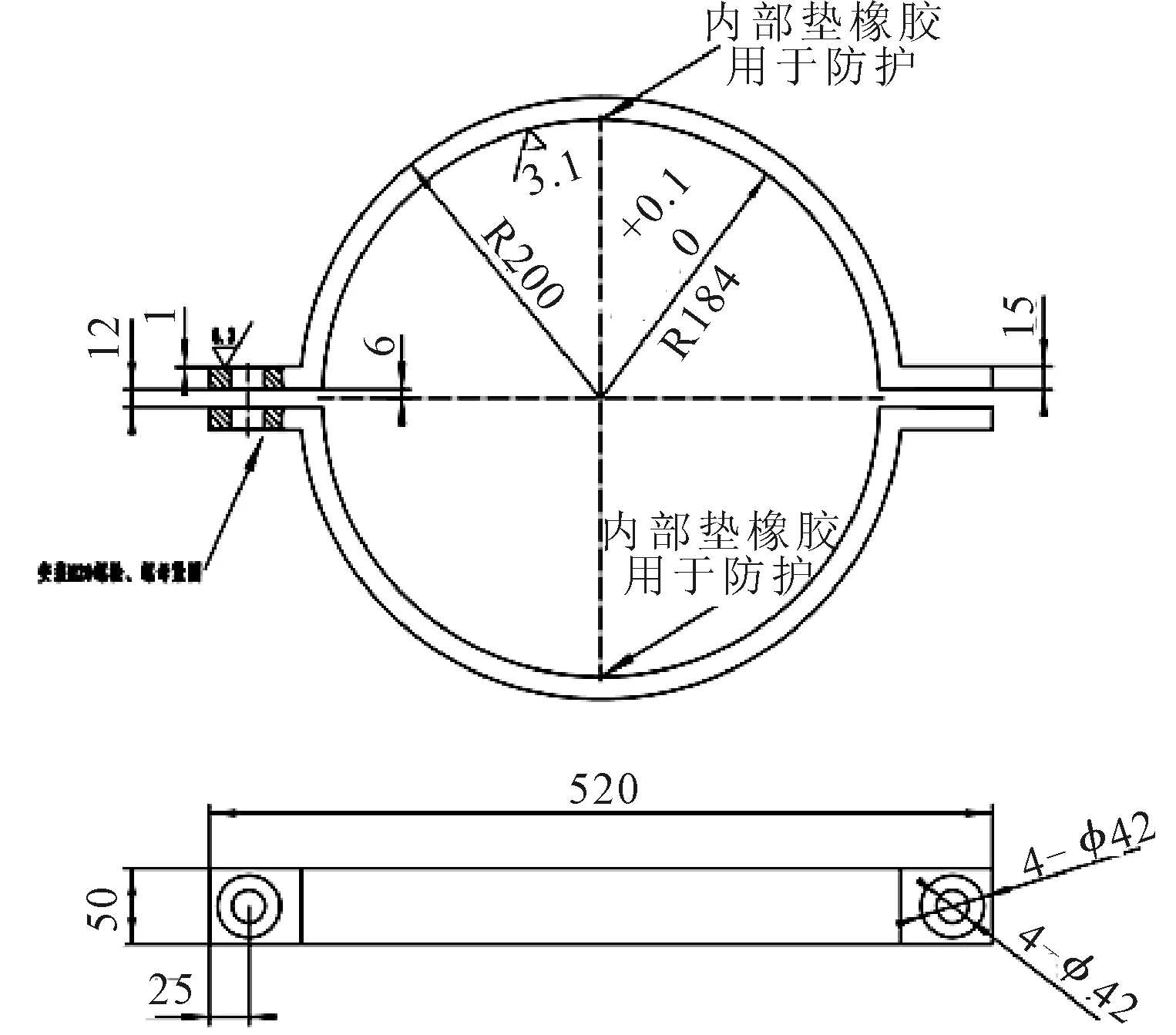
图12 中间轴锁轴装置之抱箍
2.8 盖好帆布/穿轴工作结束
盖好防尘帆布,以免永磁体吸附金属粉尘,并将永磁轴发吊装到清洁有顶棚区域进行保存,同时通用的电气设备防水防潮防震等要求同样适用。
3 结论
所述斯维奇永磁轴带发电机穿轴工艺2018年曾在澄西2艘18 600 t化学品船上进行过成功实施,永磁轴发运转良好,获得了船厂及船东的一致好评。
所述工艺比较复杂,工序较多。如何简化工艺有待进一步研究。