AISI4330Vmod锻件生产试制
2014-11-24洛阳九英冶金机械有限公司技术部河南471822赵锦同
洛阳九英冶金机械有限公司技术部 (河南 471822)赵锦同
焦作市锅炉压力容器检验所 (河南 454000)张文良
AISI4330Vmod是某公司锻件用钢,交货方式为粗加工后调质交货。因该锻件力学性能要求指标很高,所以调质工艺的制订是关键。为保证力学性能满足技术要求,在调质前对冶炼与锻造严格控制。
1.轴型锻件技术要求
AISI4330Vmod化学成分见表1。冶炼方法为电炉冶炼+钢包精炼+真空脱气。锻造比不小于3。调质后力学性能见表2。调质后沿纵向表面以下25.4mm处取力学性能试棒,一拉三冲。晶粒度不小于5级。

表1 AISI4330Vmod化学成分(质量分数) (%)

表2 AISI4330Vmod力学性能要求
2.试制流程和试制要点
(1)试制流程 冶炼→锻造→锻后热处理→粗加工→探伤→调质→检验交货。
(2)试制要点 严格控制化学成分提高纯净度。根据上述技术要求,与钢锭冶炼厂家协商,冶炼前选用洁净废钢料,减少钢中有害元素As、Sn、Sb、Bi、Pb含量。对P、S含量、非金属夹杂物和H、O、N气体含量进行严格控制,保证钢液纯净度。为达到良好的强韧性匹配,对C、Cr、Mo、Ni、V等化学成分进行控制。实践证明,化学成分严格控制,对保证材料力学性能有重要影响。
锻造及锻后热处理。钢锭头尾应有足够的切除量,以确保锻件无残余缩孔和影响性能的偏析。在锻造过程中要严格操作,锻造比不小于3,保证锻透、压实、变形均匀。锻造后及时装炉进行正火+回火,达到细化晶粒,均匀组织,扩散去氢的目的。锻造后经检验无过热、过烧组织、粗晶和混晶现象。
3.调质处理
调质处理前先正火,正火温度比调质淬火温度高20℃,使合金元素固溶、均匀,以进一步细化晶粒,均匀组织,为调质处理做好组织准备。淬火冷却是热处理过程中最重要的环节,为了保证锻件力学性能满足技术要求,冷却方式采用水淬、油冷。严格控制水温,工件入水水温≤25℃,出水水温≤45℃。在水冷过程中开启水冷循环装置,并不断补充新鲜冷水。
与此同时,工件在水中上下窜动。严格控制水冷时间,以确保工件在Ms点以上快速冷却,在Ms点以下缓慢冷却。这样既可以避免较大的淬火应力,降低变形和开裂的风险,同时又能保证工件的力学性能。热处理工艺曲线见下图。

热处理工艺曲线图
按上述工艺调质处理后,具体检验结果见表3。
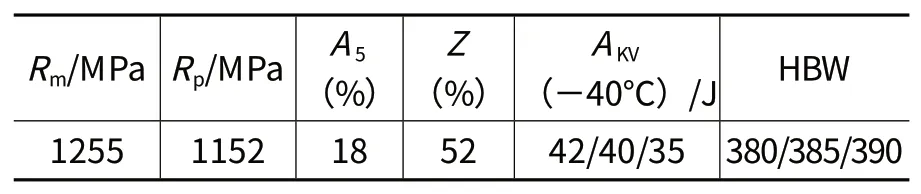
表3 力学性能检测结果
从表3力学性能检验结果来看,各项指标满足技术要求。取冲击试样做晶粒度试验,晶粒度为8级。
4.结语
(1)AISI4330Vmod轴型锻件试制前对冶炼和锻造质量严格控制,为后续调质处理做好前期准备。
(2)热处理时采用正火+调质的工艺,调质处理时采用水淬、油冷的方式,并且严控水温和水冷时间,可获得良好的力学性能。