HK—93型坡口机在混流式水轮机蜗壳结构中的应用
2014-11-24江苏航天水力设备有限公司高邮225600杨文祥周广新孙阳光
江苏航天水力设备有限公司(高邮 225600)杨文祥 周广新 孙阳光
1.概述
蜗壳结构是混流式水轮机的重要部件,也是水电站厂房中的重要建筑物,蜗壳结构直接影响机组的稳定安全运行,是电站建设中重要的技术问题。在水力方面,蜗壳是将承压的水流导入到水轮机转轮的通道。蜗壳位于水电站发电水力通道的末端,是水压和流速最大的地方。在结构方面,蜗壳结构通常是指由钢蜗壳和座环组成的钢部件与其外围钢筋混凝土组成的整体结构,蜗壳必须满足在承受各种静、动荷载时的强度和刚度要求,以保证机组在各种工况下的安全。蜗壳承受的静荷载主要有内水压力、水轮发电机组的重量、厂房楼板传递的设备荷载、结构自重等;动荷载有蜗壳流道内的水锤压力、作用在转轮上的推力、作用在发电机上的扭矩、流道内的脉动水压力及地震力等,因此蜗壳结构必须满足有关规范和水轮发电机组制造厂规定的强度、刚度(变形)及抗震等方面要求。
2.蜗壳的工艺要求
蜗壳的各焊缝应按GB/T8564—2000《水轮发电机安装技术规范》及JB/T4730—1994《钢板焊接容器技术要求》进行,全部焊缝长度按JB/T4730—1994(UT2级)检测,不能用UT2级检测的,用RT检测。蜗壳做水压试验,试验压力为2.2MPa,历时30min,不得有渗漏现象。
3.蜗壳焊接坡口制备方案的确定
我公司2012年承接的黑龙江大唐东升水电站HLY115—LJ—192混流式水轮机4台,其水轮机蜗壳管身用电脑放样,数控下料,蜗壳结构如图1所示。由于蜗壳结构的每节蜗节都是弧形边展开料(见图2),而且蜗节之间的焊缝质量要求很高,所以坡口的表面粗糙度要求就高,因此人工制备该坡口的方案被否决。随后又提出不制备焊接坡口直接组装后碳弧气刨两侧制备焊接坡口,但是坡口的表面粗糙度、深度及宽度不能保证一致,这将无法保证焊缝质量的高要求;再加上两面碳弧气刨的烟尘以及劳动强度较大,因此第二种方案也被否决。最后笔者经过深思熟虑以及翻阅关于焊接坡口制备的相关资料,决定采取外侧用HK—93型坡口机倒坡口制备,坡口留有2mm钝边,内侧碳弧气刨清根的坡口制备方案。
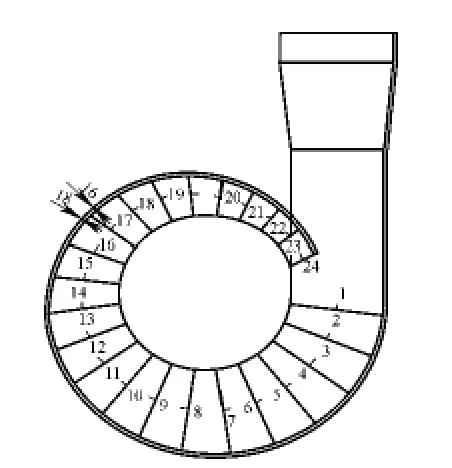
图1 蜗壳结构

图2 蜗节展开料
4.坡口机说明
HK—93型坡口机机身采用高强度铝合金材料压铸制作,体积小,移动快速灵活。切割氧带快速开关,操作方便,所有控制均由单手完成,可手动控制切割各种不规则形状边角及圆弧,并擅长急转弯的操作,可进行直线、导向坡口I形、V形(45°)、圆周及圆弧切割,适用于造船、石油、冶金、金属结构等行业。实际切割情况如图3所示。

图3 坡口机实际切割
5.蜗节焊接坡口的基本形式与尺寸
根据焊条电弧焊和气体保护焊焊缝坡口的基本形式与尺寸(GB/T985—1988)以及实际生产情况,该蜗节对接焊缝应选择对接接头清根焊缝,属于带钝边V形;根据标准要求,钝边P=2mm、坡口角度55°±2.5°,碳弧清根的最小值t=5mm。根据蜗壳外形CAD图样可知,每节蜗壳的自然装配间隙d=4.7~5.26mm,要计算出按照标准55°的坡口宽度,然后减去装配的自然间隙计算实际的坡口角度。按照5mm计算实际倒角的角度为41.78°,取40°。同时可以计算出蜗节倒角时可沿圆弧边缘往里7mm倒角,倒角示意如图4所示。
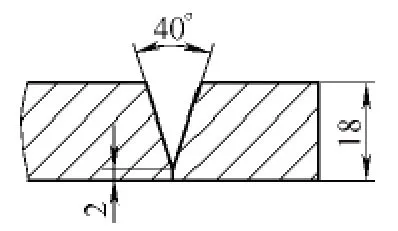
图4 倒角示意
6.焊接坡口制备后的实际装配和焊接情况
制备坡口之后用卷板机将蜗壳卷制成形(见图5)。根据实际尺寸情况,蜗节共23节,16~23节直径较小无法用卷板机卷制,可按实际展开长度的1/2进行下料,后压制圆弧成形,两个1/2处对接,按照每节环缝的要求制备焊接坡口。由于实际尺寸情况,对23节蜗节进行分节组装和焊接,分别为1~5、6~10、11~15、16~19、20~23。每节蜗节组装前对对接坡口进行打磨处理,保证坡口的表面粗糙度和平整度,使用300~350℃烘烤1h的J507焊条在内侧进行定位焊,按照冷作工的工作规程,定位焊的焊缝长度为20~50mm,间距为200~500mm。外侧坡口(坡口形状见图6)焊接完成之后(焊缝成形见图7),对内侧接缝处碳弧清根,打磨光滑之后对坡口进行焊接,焊接方法同外侧坡口一致,焊接内侧坡口时要注意焊缝的熔合情况。待所有分段组装的蜗节焊接完成之后对它们进行超声波探伤,未发现超标缺陷,产品符合标准JB/T4730—1994(UT2级)。
所有焊缝在焊接完成后进行了超声波探伤,发现只有第19、20节的接缝处有一点超标,经探伤员测定为一未熔合缺陷,深度15.3mm(第19与20节板材厚度为16mm),后直接对该点进行碳弧清理,确能看见缺陷,对其进行补焊24h之后进行超声波复探,探伤结果合格。对最终蜗壳进行2.2MPa的水压试验30min,没有渗漏现象。

图5 卷制完成的蜗节

图6 坡口形状

图7 焊缝成形
7.结语
(1)采用上述的焊接坡口制备方案,焊缝成形良好,该工艺对低合金钢的焊接与接头质量有保证,能够达到工艺要求,这对以后该类产品的生产和制作积累了宝贵的经验。
(2)生产实践证明,良好的制作方法可以缩短加工的周期,降低生产成本,在生产中应不断的总结经验来创造更大的经济效益和社会效益。
