海洋工程用80kg级别焊材开发
2014-11-24昆山中冶宝钢焊接材料有限公司江苏215333
昆山中冶宝钢焊接材料有限公司(江苏 215333)贾 军
一、概述
21世纪是海洋的世纪,而海洋工程装备是人类开发、利用和保护海洋活动的前提和基础,是海洋产业价值链的核心环节。面对这一快速成长的新兴市场,各国都在积极研发制造相关装备,以期在海洋资源利用中占得先机。在我国,未来五到十年将是海洋工程装备制造业发展的关键时期,因此作为焊材制造企业,抓住这一战略机遇,研发相配套的焊接材料,以满足海洋工程装备所需高端焊材特殊性能要求是当务之急。
基于上述情况,公司较早开始高度关注,并对这一市场进行了分析。经分析发现,我国的海洋平台生产厂家众多,分布上具有很大地域性;这些厂家的产品涉及到造船、钢管、起重牵引机械、车辆等,产品的涉及面很广。通过对相关资料的研究,海洋平台作为一个大的系统工程,对焊材的需求涉及到很多方面。主要有:①碳钢:一般是屈服强度<380MPa。②高强钢:屈服强度420~690MPa。③管道用钢:海洋平台用的管道用钢的钢级一般比较高,主要是从X52到X70级别。④不锈钢:海洋平台用不锈钢主要有马氏体型、奥氏体型、高Mo型、双相型。⑤镍基合金:含镍量较大,其中不少含量超过60%。⑥有色合金:有铜基合金和钛合金等。
从上面的资料来看,本公司现在对碳钢、高强钢、管道用钢方面已有产品做配合。其中在80kg级别高强钢用焊材方面,目前国内可以提供这一产品的厂家极少,海洋平台装备制造厂商往往只能高价购买国外品牌的焊材。而现在国内相关的海洋平台制造厂家越来越多的使用该级别的钢材,对该类型的焊材需求呈增长趋势,因此研发该级别的高强钢焊材,可以有效的满足市场需求。通过努力,我公司已顺利完成了该焊材的研制工作,并已成功向市场上推广该系列产品,其中埋弧焊材型号为BHM—4M焊丝和XUN123焊剂,气体保护焊丝型号为BHG—4M,现将相关产品的一些性能与同行做一个交流。
二、焊材满足的性能及用途
该产品开发之初主要针对海洋平台的重齿设备和浮吊悬臂中80kg级别钢板焊接力学性能要求,以及相关部位所需钢板成分、性能和焊材力学性能的船级社验收标准,如表1~表3所示。

表1 钢板的化学成分(质量分数) (%)
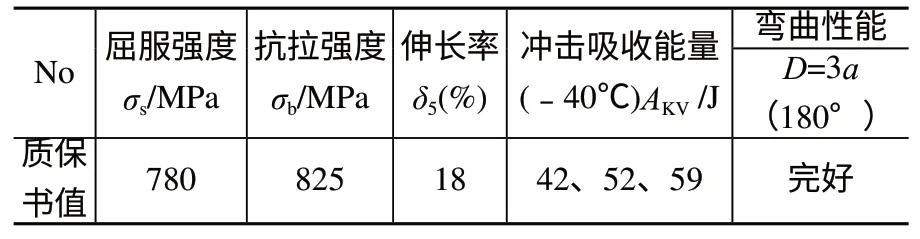
表2 钢板的力学性能典型值
由表3要求可以看出,焊材的力学性能,尤其是低温冲击性能要求很高。一般焊材很难满足要求,必须开发新型焊材以满足其要求。
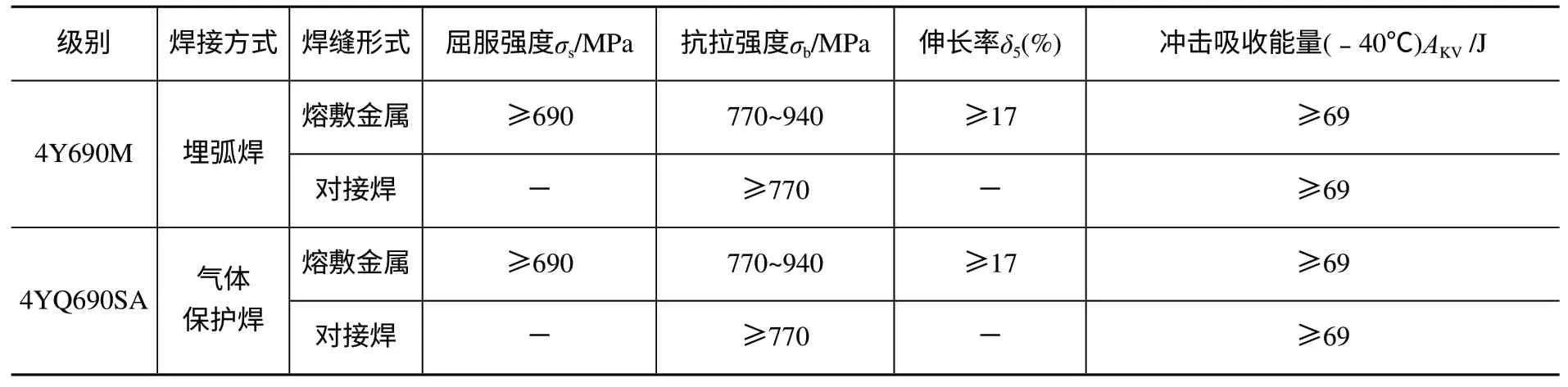
表3 焊材力学性能船级社船检标准
三、新型焊材的成分体系及性能测试
1.新型焊材的成分体系
针对上述要求的具有很高品质的焊材,公司与国内知名研究所通力合作开发出了以Mn、Ni、Mo等为主要合金,辅以Cr、V等微合金的低合金高强钢焊丝,典型成分如表4所示。同时,为了配套埋弧焊丝的使用,研发出相应合金体系的焊剂XUN123。
2.性能测试
(1)熔敷金属性能测试 埋弧焊丝焊剂组合BHM—4M/XUN123熔敷金属性能应符合GB/T12470—2003中的F76A4—HG要求;气保焊丝BHG—4M熔敷金属性能应符合GB/T8110—2008中的ER76—G要求;按相应标准中要求的规范(见表5、表6)进行焊接试验测试,获得的熔敷金属力学性能如表7、表8所示。

表5 埋弧焊熔敷金属性能试验焊接参数
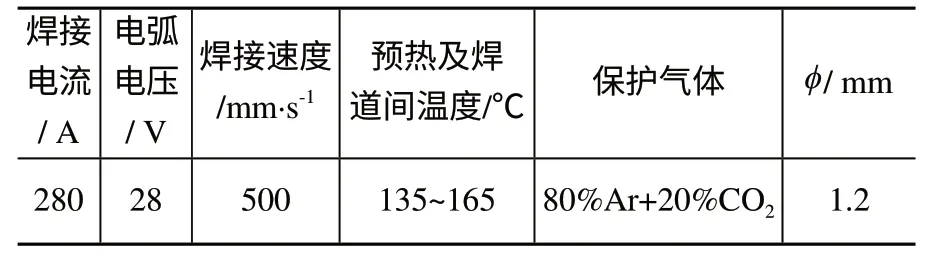
表6 气体保护焊、埋弧焊熔敷金属性能试验焊接参数

表7 BHM—4M/XUN123焊丝焊剂组合力学性能

表8 BHG—4M焊丝力学性能
(2)工艺性能测试 第一,BHG—4M工艺性能测试。焊接参数如表9所示,焊接接头形式如图1所示。焊接顺序按照图1进行,严格控制焊接参数,清根采用碳弧气刨方式进行,焊接后测试的力学性能如表10所示。
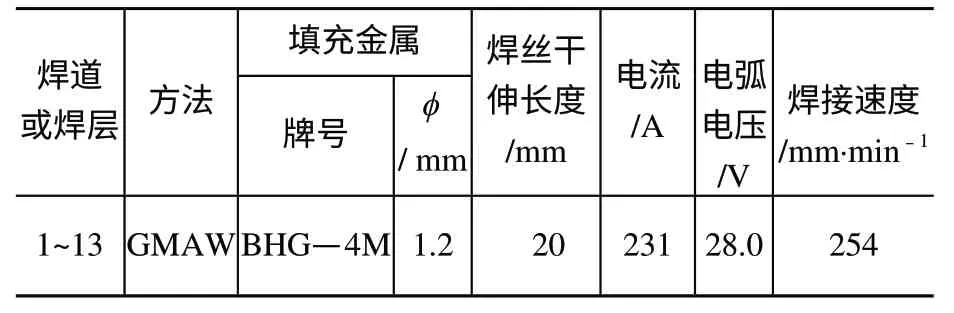
表9 BHG—4M焊接参数

图1 焊接接头形式
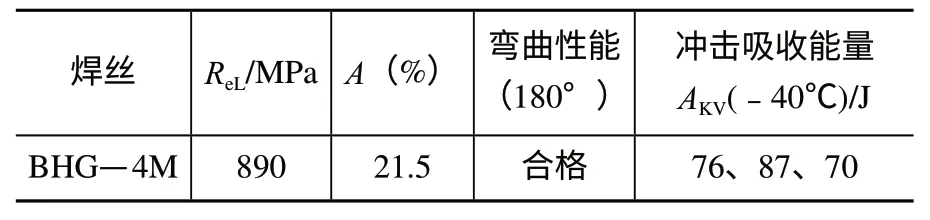
表10 BHG—4M对接焊力学性能测试值
第二,BHM—4M/XUN123工艺性能测试,焊接参数如表11所示。焊接接头形式如图2所示。焊接顺序按照图2进行,严格控制焊接参数,清根采用碳弧气刨方式进行,焊接后测试的力学性能如表12所示。
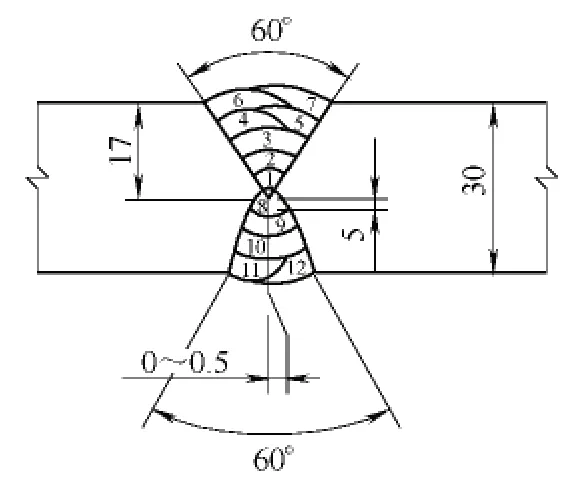
图2 焊接接头形式
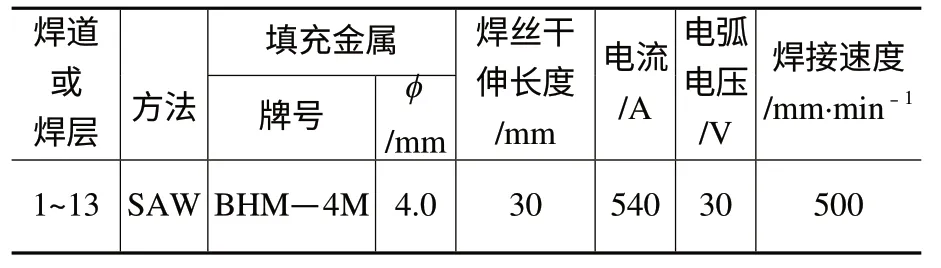
表11 BHM—4M/XUN123焊接参数
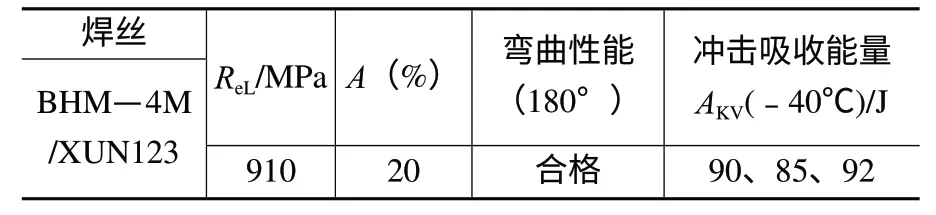
表12 BHM—4M/XUN123对接焊力学性能测试值
四、结语
(1)从上述试验的实测结果可知,我公司的BHG—4M、BHM—4M/XUN123焊材完全能够满足相关工况的焊接性能要求。
(2)上述焊材已经在国内某些知名海洋工程装备企业中获得了批量使用,性能良好,替代了进口焊材的使用,降低了客户的制造成本。
(3)上述焊材已经通过美国、韩国的船级社认证,认证级别为:气体保护焊丝BHG—4M为4YQ690SA,埋弧焊材BHM—4M/XUN123为4Y690M。