车磨一体复合机床导轨装配精度测量
2014-11-18于海莲刘龙斌徐冲
于海莲,刘龙斌,徐冲
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
机床导轨是确定机床中主要部件相对位置的基准,同时也是运动的基准,其误差与被加工工件的加工精度有着直接的关系。机床导轨的装配是整个机床制造的关键工作,装配过程中必须要保证各个零部件达到规定的形位精度,才能保证机床最终的设计精度要求[1]。导轨的装配过程就是测量与修研、调整的过程,从而保证各零部件最终的尺寸、形状和位置关系[2]。
1 导轨安装结构及精度要求
车磨一体复合机床的导轨及主轴结构布局如图1所示。车磨一体复合机床的车刀导轨和磨刀导轨是两副独立的恒压外C 结构静压导轨,两副导轨的几何尺寸及精度要求均相同。液体静压导轨结构布局如图2 所示。
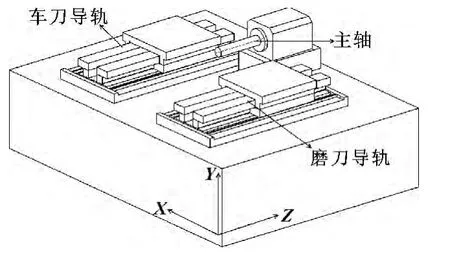
图1 车磨一体复合机床的导轨及主轴结构布局
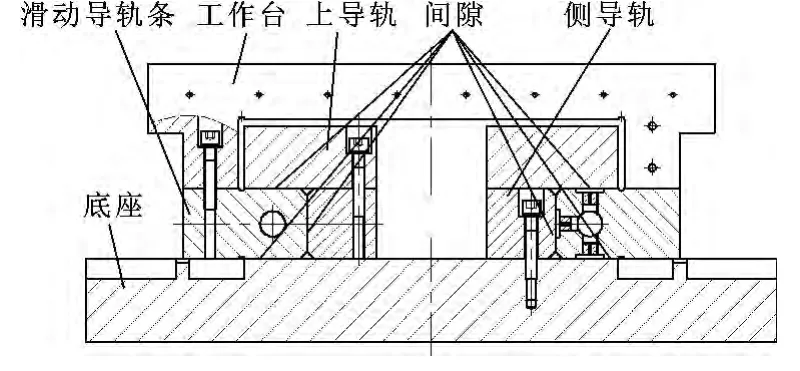
图2 液体静压导轨结构布局
机床可以通过一次定位,完成车削工艺及磨削工艺,可以在减小定位误差的同时提高效率。该机床的各项精度要求较高,因此对导轨的各项精度要求也较高。机床导轨精度的主要项目为:单副导轨的运动直线度、两副导轨与主轴的平行度。
由图1 可以看出:X 方向为切削的敏感方向,即在单副导轨沿Z 方向运动过程中,导轨在X 方向产生的误差会直接传递到工件。X 方向的误差主要体现在单副导轨在XZ 水平面内的运动直线度及两副导轨和主轴在XZ 水平面内的平行度。Y 方向为切削的次敏感方向,即在单副导轨沿Z 方向运动过程中,导轨在Y 方向产生的误差会一定程度地传递到工件。Y方向的误差主要体现在单副导轨在YZ 垂直平面内的运动直线度及两副导轨和主轴在YZ 垂直平面内的平行度。机床导轨的精度要求见表1。
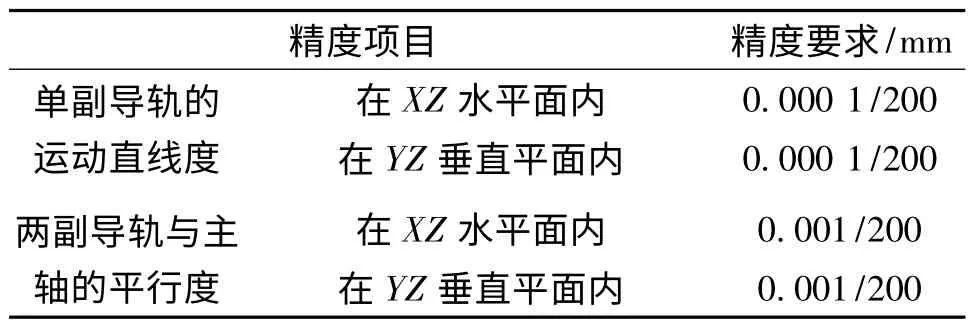
表1 车磨一体机装配调试精度要求
2 单副导轨的运动直线度测量
导轨在XZ 水平面内的运动直线度是为控制工作台在运动过程中的左右弯曲,其误差会直接影响所加工工件的几何精度,其影响程度远超过在YZ 垂直平面内的运动直线度误差[3]。单副导轨在YZ 垂直平面内的运动直线度是工作台在沿Z 方向运动过程中的高低起伏,理想的精度是保持工作台台面始终与主轴的轴心线平行,否则也将一定程度上影响到车削(或磨削)时的背吃刀量[4]。
单副导轨的运动直线度测量采用节距测量法,每300 mm 为一个测量段。使用的测量仪器为300 mm 平晶及TT80 电感测微仪,其中平晶的直线度为0.1 μm/300 mm,TT80 电感测微仪的精度为0.07 μm,均可以满足测量要求。直线度误差是相对于测量基准(理想直线)而确定的[5]。图3 为单副导轨在XZ 水平面内的运动直线度测量示意图,这里平晶侧面上的直线即是测量基准。
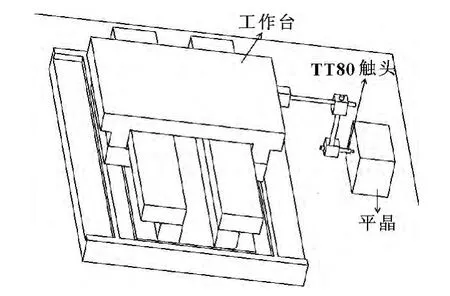
图3 单副导轨在水平面内的运动直线度测量示意图
测量步骤如下:(1)移动工作台至导轨一端,按图3 放置平晶及TT80 电感测微仪触头,调节电感测微仪触头与平晶适当接触;(2)移动工作台,电感测微仪触头至平晶另一端,微调平晶与导轨在水平面内的距离,使电感测微仪示值在平晶两端处相同;(3)缓慢移动工作台从平晶一端至另一端,记录电感测微仪示值最大及最小时的位置Z 及相对坐标值Xi(平晶上某位置的测量示值与平晶两端的测量示值之差);(4)移动平晶在导轨运动方向上的位置,重复前3 步;(5)利用作图法对数据进行处理[6-7],如图4所示,得到导轨在XZ 水平面内的运动直线度误差为Xmax-Xmin。

图4 作图法求导轨的运动直线度
3 两副导轨和主轴的平行度测量
对于车磨一体复合机床,两副导轨在XZ 水平面内的平行度误差将直接影响轴类零件的圆柱度[8]。按照加工工艺的原则,应以主轴为基准分别调整车刀导轨、磨刀导轨与它的平行度。由于相关零部件的加工进度关系,主轴部件安排在最后装配,因此文中先测量并调整两副导轨的平行度至满足要求,再调整主轴与其中一副导轨的平行度满足要求。
两副导轨在XZ 水平面和YZ 垂直平面内的运动平行度测量均采用300 mm 平晶及TT80 电感测微仪,测量方法相似。对于水平平面内的平行度测量,以平晶的一个侧工作面为基准,采用节距测量法,步骤如下:(1)如图5 所示放置平晶、表架及两根电感测微仪触头;调整平晶水平位置,使其中一个电感测微仪触头在平晶两端的示值相同;(2)调节两根电感测微仪触头位置,保证两者在垂直方向上的一条线上,且尽量接近但不干涉;(3)设置电感测微仪面板显示为两根触头示值之差;(4)同时移动两副导轨,尽量保证两者同步移动,记录电感测微仪示值最大及最小时的位置Z 及相对坐标值(平晶上某位置的测量示值与平晶两端的测量示值之差);(5)移动平晶在导轨运动方向上的位置,重复前4 步;(6)利用作图法对数据进行处理,得到两副导轨运行时在水平平面内的平行度误差

图5 两副导轨在水平平面内平行度测量示意图
主轴与单副导轨在水平平面内的平行度测量采用长检验棒及TT80 电感测微仪。测量方法:(1)如图6 所示,放置表架于导轨的一端,调整电感测微仪触头于适当位置;(2)缓慢移动导轨,记录电感测微仪示值的最大值与最小值,两者之差即为主轴与单副导轨在水平平面内的运动平行度误差。

图6 单副导轨与主轴在水平平面内的运动平行度测量示意图
4 结论
由此可以看出:床身导轨在水平面内的直线度、在垂直面内的直线度及导轨与主轴的平行度误差,将会直接影响机床最终的加工精度。在装配过程中,要经过多次的测量、分析才能保证床身导轨的精度。按照以上方法,对车磨一体机的导轨及主轴进行测量与调试,最终结果可以达到要求的精度指标。
[1]李恒熙,胡志玲.机床导轨误差对机械加工质量的影响[J].机械制造与自动化,2006,35(3):34-35.
[2]向文良.超长直线滚动导轨精度的调试与测量[J].机械制造,2002,40(2):52-54.
[3]陈艳.磨床床身导轨精度分析[J].工艺与装备,2005(4):57-58.
[4]韩丽娟,张立成,王幼勇,等.机床导轨直线度误差的测量及数据处理[J].煤矿机械,2007(9):83-85.
[5]庞诚.直线滚动导轨精度特点分析与研究[J].机械设计与研究,1994(4):36-37.
[6]全国产品尺寸和几何技术规范标准化技术委员会.GB/T 1958-2004 产品几何量技术规范(GPS)形状和位置公差 检测规定[S].北京:中国标准出版社,2005.
[7]全国形状和位置公差标准化技术委员会.GB/T1182-1996 形状和位置公差通则、定义、符号和图样表示方式[S].北京:中国标准出版社,1997.
[8]雷贤卿,周彦伟,李言,等.机床导轨对主轴回转轴线平行度的精密测量[J].工艺与检测,2006(5):68-70.
