PP基木塑复合材料应用研究
2014-11-09徐冬梅刘太闯张琳王雪曾长春
徐冬梅,刘太闯,张琳,王雪,曾长春
(1.徐州工业职业技术学院 材料工程技术学院,江苏 徐州221140;2.徐州同创塑业有限公司,江苏 徐州221006)
聚合物基木塑复合材料(Wood Plastic Composites,WPC)是指用经过预处理的植物纤维或粉末(如木、竹、花生壳、椰子壳、亚麻、秸秆等)为主要组分,与高分子树脂基体复合而成的一种新型材料.这类材料具有较好的耐候性、耐微生物性、可回收、可生物降解、环境友好等优点,大量应用于园林景观、铺板、室内装修、家具、包装等领域,市场需求逐年增长[1].PP基木塑复合材料就是其中之一.
木粉的主要成分是由纤维素、半纤维素和木质素.这些以木质纤维为主要成分的木粉与极性较小或非极性的塑料(如PVC、PP、HDPE)组成的复合体系面临着界面的融合、加工流动性以及热稳定性等系列问题[2].木粉中的木质素和纤维素带有强极性的羟基等官能团,使其表面表现出很强的极性,与非极性的PP相容性不好[3].在填充大量木粉后WPC的力学性能迅速下降.为了制得性能优良的PP基木塑复合料,对木粉采用了物理和化学预处理[4].如为改善木粉和树脂界面的结合,自制了接枝共聚物PP-g-MA H.
转矩流变仪用于测量高分子材料在塑化过程中由剪切作用引起的阻力,即与粘度相关的扭矩(转矩)来表征合成树脂产品的流动特性[5].笔者用转矩流变仪,研究木粉和硬脂酸用量对PP基木塑复合材料加工流动性的影响.并对复合体系的基本力学性能进行了分析.
1 试验部分
1.1 原材料
PP,T30S,执行标准为Q/SHPRD 253—2009,中国石化青岛炼油化工有限责任公司生产;杨木粉(80目),邳州板材厂生产;丙酮,上海化试科技有限公司生产;顺丁烯二酸酐,天津市福晨化学试剂厂生产;偶联剂KH550,扬州天扬助剂有限公司生产;白油,市售;TPP,市售;DCP,市售;硬脂酸,市售.
1.2 仪器及设备
真空干燥箱,DZF-6210,上海贺德实验设备有限公司生产;XSS-300转矩流变仪,上海科创橡塑机械设备有限公司生产;同向双螺杆配混挤出机,CTE-35型,科倍隆科亚(南京)机械有限公司生产;高速混合机,SHR-50型,张家港市亿利机械有限公司生产;真空干燥箱,DEF-6210,上海贸德实验设备有限公司生产;注塑机,771-130F2V型 ,东华机械制造有限公司生产;GJ-7045-M冲击试验机,高铁检测仪器有限公司生产;电子万能试验机AI-7000,高铁检测仪器有限公司生产.
1.3 试验工艺
1.3.1 相容剂的制备 将TPP,MAH,DCP溶于少量丙酮中制得助剂的丙酮溶液,将该溶液加入称好的PP中不断搅拌均匀使丙酮完全挥发,将配好的物料加入双螺杆挤出机中进行挤出造粒,(挤出机温度控制在150/160/170/180/190/195/200℃,主机频率5 Hz,喂料频率3.5 Hz),将制得的PP-g-MAH在80℃烘箱中干燥6 h备用.
1.3.2 复合材料流变性的测试 流程:木粉筛分(80目)→烘干→计量→表面处理→混合→转矩流变仪.工艺:1)木粉的干燥.120℃,3 h;2)表面处理.将偶联剂K H550与无水乙醇均匀混合后,喷洒在已经称好的木粉里,搅拌5~8 min,放置在室温下1~2 h让无水乙醇尽量挥发完;3)转矩流变仪.在200℃的温度和25 r/min的转速下用转矩流变仪测PP基木塑复合体系的加工性能,记录平衡转矩、平衡温度及塑化时间.
1.3.3 试样制备 在高速混合机中混合均匀,然后将混好的物料加入到挤出机中挤出造粒(挤出机温度控制在150/160/170/180/190/195/200℃,主机频率5 Hz,喂料频率3.5 Hz,熔体温度控制在190~200℃),将得到的粒料放在70℃烘箱中干燥6 h,最后在注射机中制得标准试样(注射温度为180~210℃).
1.3.4 性能测试 试样按照GB/T 1843-2008(摆锤2.75 J)、GB/T 1040-2006(速度50 r/min)测定WPC的冲击强度和拉伸强度.
2 结果与讨论
2.1 木粉的用量对木塑复合材料力学性能的影响
木粉的用量对木塑复合材料冲击性能的影响如图1所示,木塑复合材料的冲击性能随着木粉量的增加而下降.因为,复合体系中作为分散相的木粉不能终止裂纹或产生银纹吸收冲击能,而使基体中产生应力集中,体系的脆性增加,冲击性能下降.随着木粉填充量的增加,填料所占据的体积比例增大,同时木粉分散性变差,颗粒堆砌严重,产生了更多的应力集中点,同时严重地影响了主要受力的PP基体的连续性,另外,纤维素分子链段本身不易发生运动,当受到外力作用时,不能依靠改变构象来吸收冲击能量.因此随着木粉含量的增加,复合材料的韧性降低,冲击强度下降[6].

图1 木粉含量对复合材料冲击性能的影响Fig.1 Influence ofwood powder content on impact property of composite
木粉的用量对木塑复合材料拉伸性能的影响如图2所示,木塑复合材料的拉伸强度随着木粉量的增加先升高后降低.

图2 木粉含量对复合材料拉伸性能的影响Fig.2 Influence of wood powder content on tensile property of composite
其原因可能是少量的(30份以内)木粉作为填料具有一定的增强作用,木粉的纤维状结构具有增强作用.随着木粉用量的增加,纤维含量也增加,纤维素中的羟基容易形成分子内及分子间氢键,使纤维在体系中分散不均;另一方面,由于木粉密度较小,随着木粉填充量的增加,容易出现木纤维团聚现象,使熔体流动性降低,成型困难,聚集的颗粒引起材料的应力集中及产生缺陷的几率增大,降低了树脂基体产生塑性形变的能力[6].从而导致拉伸强度下降.
2.2 木粉的用量对木塑复合材料加工性能的影响
木粉的用量对复合材料加工性能的影响如图3、图4所示.

图3 不同木粉用量下复合材料的最大扭矩和平衡扭矩Fig.3 Maxi mum torque and balance torque of composite in different wood powder dosage
从图3,图4中可以看出,随着木粉含量的增加,复合材料的最大转矩和平衡转矩增大,加工流动性变差;复合材料的平衡时间增加,塑化时间增长.因为木粉用量较少时,木粉很容易分散在基体中,所以对体系的平衡扭矩影响不大.当继续增加木粉用量,木粉本身流动性很差,而且它是一种极细的刚性粒子,均匀分散在树脂中,严重阻碍了链断的运动,大大增加了熔体的粘度,致使材料的流动性下降.

图4 不同木粉用量下复合材料的平衡时间Fig.4 Equilibriu mtime of composite in different wood powder dosage
2.3 硬脂酸的用量对木塑复合材料力学性能的影响
硬脂酸的用量对木塑复合材料冲击性能影响见图5所示,木塑复合材料的冲击强度随着硬脂酸量的增加先下降后升高.
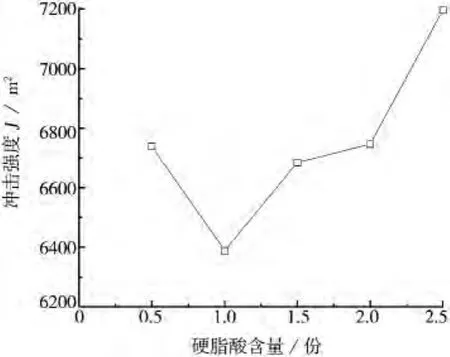
图5 硬脂酸的用量对复合材料冲击性能的影响Fig.5 Influence of stearic acid content on impact property of composite
硬脂酸用量对复合材料拉伸性能的影响见图6所示:拉伸强度随着硬脂酸量的增加先升高后下降.
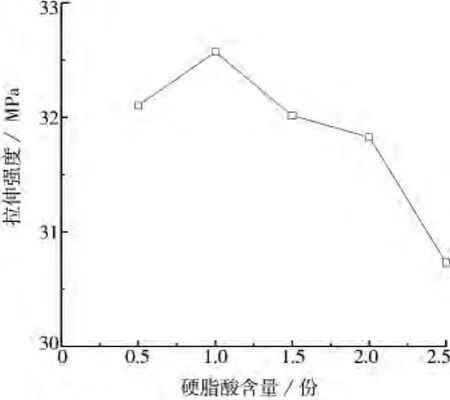
图6 硬脂酸的含量对复合材料拉伸性能的影响Fig.6 Influence of stearic acid content on tensile property of composite
原因可能是硬脂酸在木粉表面引入长脂肪链,降低了木粉的极性,有利于木粉在基体树脂PP中分散,并可通过长脂肪链与基体树脂之间产生的缠结作用,提高木粉与树脂间的界面作用力.导致复合材料的拉伸和冲击强度增加;随着硬脂酸的量增加到有剩余的硬脂酸残留在木粉表面,木粉与PP的界面张力增加,导致力学性能下降[7].
2.4 硬脂酸的用量对复合材料加工性能的影响
硬脂酸用量对复合材料加工性能的影响如图7,图8所示:随着硬脂酸量的增加,复合材料的最大转矩、平衡转矩和平衡时间均降低,加工性能变好,流动性变好,塑化时间变短,硬脂酸在1.5份时最好.
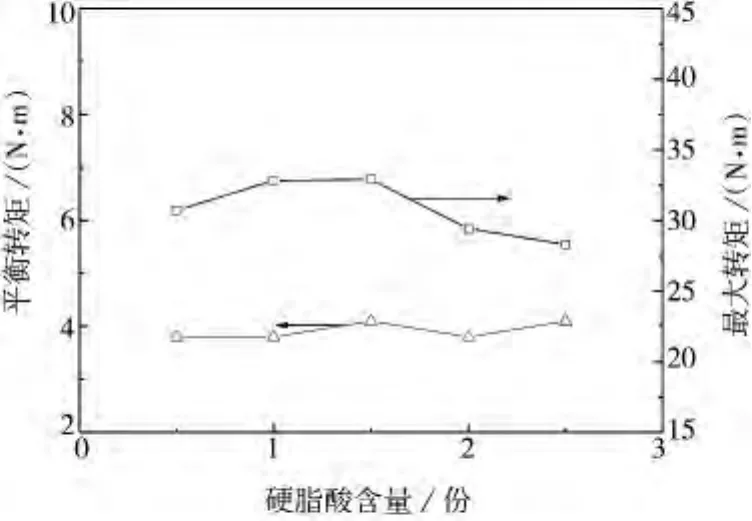
图7 不同硬脂酸用量的复合材料的最大扭矩和平衡扭矩Fig.7 Maxi mu m torque and balance tor que of composite in different stearic acid dosage
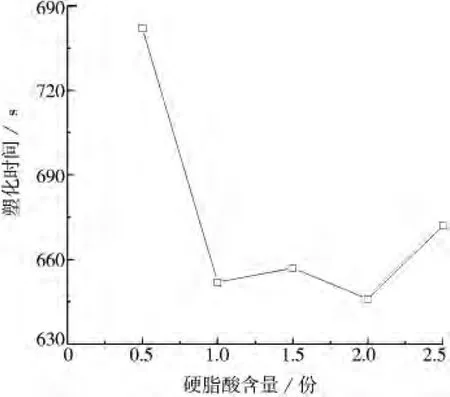
图8 不同硬脂酸用量的复合材料的平衡时间Fig.8 Equilibrium time of composite composite in different stearic acid dosage
原因可能是硬脂酸作为润滑剂可以加速熔融,降低粘度,改善流动性,改善物料的加工性能.树脂塑化前,硬脂酸的极性与木粉的极性相近,硬脂酸能较容易的插入木粉,木粉的极性结点与硬脂酸的极性部分的亲和力较强,据此,可以对木粉进行有效的处理.经硬脂酸处理了的木粉界面张力降低[7];树脂塑化后内润滑剂的极性基团减弱了熔体内分子间及分子链段之间的相互作用力,使PP树脂熔体易于流动,降低了塑化扭矩,降低了熔体黏度,起到内润滑的作用.另外硬脂酸能够防止木粉的团聚,促进木粉混入基体中和塑料分子链的解缠结,提高熔体的流动性.
3 结论
1)随着木粉用量增加,复合材料的冲击性能逐渐下降,拉伸性能先上升后下降.
2)木粉含量的增加,使得复合材料的最大转矩减小,加工性能变好,复合材料的平衡转矩增大,加工流动性变差;复合材料的平衡时间增加,塑化时间增长.
3)随硬脂酸用量增加,复合材料的冲击性能先下降后上升,拉伸性能先上升后下降.
4)硬脂酸量的增加,使复合材料的最大转矩、平衡转矩和平衡时间均降低,加工性能变好,流动性变好,塑化时间变短,硬脂酸最佳用量为1.5份左右.
[1]郭勇,李大纲,陈玉霞,等.高填充木塑复合材料热性能的研究[J].工程塑料应用,2013,41(5):10-13.
[2]陈福林,雷芳,岑兰,等.几种加工助剂在聚丙烯木塑复合材料中的应用对比[J].工程塑料应用,2008,36(7):55-59.
[3]孔萍,吴清鹤,吴建文,等.稀土偶联剂在再生PP/木粉复合材料中的应用研究[J].工程塑料应用,2008,36(3):20-23.
[4]郝智,尹宏,伍玉娇,等.木粉预处理对PP木塑复合料性能应用[J].现代塑料加工应用,2012,24(5):24-27.
[5]尤成宏,王晓敏,张昕,等.矩流变仪在合成树脂产品开发中的应用[J].当代化工,2013,42(6):775-778.
[6]杨玲玲,李慧,钟志有,等.聚丙烯基木塑复合材料力学性能的研究[J].塑料科技,2010,38(2):36-39.
[7]朱德钦、生瑜、苏晓芬,等.硬脂酸/异氰酸酯摩尔比对聚丙烯/木粉复合材料性能的影响[J].应用化学,2013,30(101):107-111.