大规格优特钢圆棒生产线工艺和装备探讨
2014-11-06彭定军康建军
彭定军 康建军
(中钢设备有限公司 北京 100080)
1 引言
随着国民经济的不断发展、世界制造业向中国的逐渐转移,机械制造业中的轴类、齿轮类零件需求量剧增,而且随着炼钢和连铸水平的提高,以轧代锻的产品比例大大增加,从而对大规格优特钢棒材的需求量逐渐增加[1]。目前国内已投产或在建的大规格圆棒生产线已近30条,使用原料以连铸坯为主,受坯料规格的限制,各家产品规格略有不同,但产品规格范围都比较宽;产品品种虽有所差别,但都以优特钢为主。此外,围绕着提高产品质量和降低生产成本,基本都采用连铸坯热装热送技术、蓄热式加热炉、开坯可逆轧制与连续轧制相结合的复合轧制等技术,国内部分生产厂家如表1所示。
从产品规格看,主要集中在Φ50-150mm和Φ80-300mm两个区间,不同的厂家在此基础上略有变动,但变化均不太大[2]。另外,经实地考察、理论归纳以及参与设计的RC大圆棒生产线总结来看,上述两个区间所选择的坯料型式和轧机配置不尽相同,但车间基本布置形式未发生本质变化。
RC大圆棒生产线工程,采用在主轧跨布置牌坊开坯轧机加无牌坊连轧机组的半连轧方式,轧线设计年产量100万t,另离线设置两条年产量分别50万t及35万t的精整线,主要钢种为轴承钢、齿轮钢、合金结构钢、管坯钢、优碳钢及锚链钢等,面向汽车、石油、锅炉及工程等行业。产品规格Ф45~220mm直条圆钢棒材,定尺长度4~12m,捆重2000~5000kg(直条捆状交货),最大轧制速度-5m/s。由于产品规格Φ45~220mm横跨两个常用格区间,决定了粗轧中间坯断面的需求数较多,进而决定了开坯系统所选的孔型数和粗轧辊辊身长度需求量较大,以下从工艺选择和设备选型两方面进行简要的理论探讨及实例介绍。

表1 国内部分优特钢大圆棒企业情况
2 生产工艺选择
2.1 开坯可逆轧制
开坯可逆轧制一般先经过平轧,然后借助机前或机后翻钢装置将轧件沿轴线旋转90°后进行立轧,接着再平轧,即经过往复平立交替轧制得到不同断面的方形或矩形中间坯。组合式配辊采用5-7个适合不同料型的箱型孔,按不同料型开孔型,初始设计前几道次为自由宽展轧制,在推床的横移定位作用下,轧件进行平移对孔,后几道次一般在较小孔型中进行束缚宽展轧制。
开坯机特点之一是轧制能力较大,通过精确的孔型设计与合理配辊,可轧制出不同规格的中间坯,以适应不同成品圆钢的入口料型,利用尽量少的连轧机组配置,生产出规格范围尽量大的成品圆钢;另一特点是大压下量轧制,可有效地破碎粗晶组织和大颗粒夹杂,一定程度上整合轧件内部细小裂纹等内部缺陷,有效改善钢材内部缺陷状况。
从轧制角度讲,保证产品的内在质量主要是保证产品的压缩比。不同钢种最低压缩比的要求不同,选择坯料时要考虑满足压缩比的要求。RC大圆棒生产线定位轴承钢、齿轮用钢等高附加值产品,工艺水平高而且覆盖面广,需采用高倍压缩比来达到产品的使用性能,[3]所用坯料为厂区炼钢连铸车间提供的合格圆坯,坯料断面Ф450mm,生产Ф110mm轴承钢时压缩比≥15(作为套圈使用时),生产Ф140mm齿轮钢时压缩比≥10。
2.2 连续轧制
保证连轧尺寸的精确性以料型控制优先,通常情况下中间料型要保证有充足的变形余量,充满度在0.9~0.95间,而成品孔型需保证精确的尺寸,其充满度在0.98~0.99左右,一般采用微张力动态控制,但轧件头尾不参与动态控制,而处于自由轧制状态,因此实际调整时应以尾部尺寸为依据,在更换品种规格、孔型、温度变化和孔型磨损的情况下,及时根据轧件尾部尺寸,收放料型尺寸;调整的另一关键因素是根据料型,及时匹配速度调整,根据每道次料型的平均高度、工作转速,按比例进行速度补偿。
连轧机组最好采用中低温轧制,轧件由于变形过程中温度较低,形变后回复速度较慢,使得积累变形量加大,提高了组织中的形核密度,同时终轧后的温度也较低,使得相变过程较快,晶粒不易长大,故而晶粒度细化,内在质量得以明显改善。
2.3 缓冷
对中碳以上含Ni、Cr的合金结构钢、弹簧钢、轴承钢等特殊钢种,当性能要求较高时,需要在锯切后立即收集成捆并入坑缓冷,入坑温度≥650℃。对于一般大棒材,都可在步进式冷床上空冷至400℃以上时,进行缓冷,以便避免和消除白点质量缺陷。另外,实践证明部分钢种可通过钢材入坑缓冷消除和避免白点缺陷,以取代真空处理降低生产成本。
用于生产大棒的连铸热坯由于断面较大,在冷却过程中组织应变产生的应力也大,故对于裂纹敏感性强的钢种,如不能直接热装,则最好进缓冷坑保温,且至少要堆冷以防产生裂纹。RC大棒生产线炉区在热坯不便直接装炉的情况下,可将连铸热坯卸下堆放在坯料跨内,为防止个别敏感性钢种在堆放冷却过程中出现缺陷,台架旁设有缓冷坑,每坑容量~150t。
2.4 轧机配置选择
主轧线工艺流程基本上都是采用粗轧可逆开坯+连轧的轧制工艺技术,虽然粗轧机规格、连轧机组规格及数量不尽相同,但遵循的工艺设计理念大体相同。RC大棒轧线由粗轧机1架、中轧机6架和精轧机6架,共13架轧机组成。粗轧机采用二辊可逆闭口牌坊轧机,操作灵活,调整方便;二辊可逆粗轧机主传动电机采用大功率交流变频调速电机直接通过齿轮箱传动,连轧机主传动电机全部采用国产交流变频调速电机通过复合减速机传动,维护量小,生产电耗低,在保证轧制能力情况下尽量降低投资。
2.5 装炉方式及加热制度
随着炼钢及连铸技术的发展,绝大多数钢种可实现热装热送,如以前认为不适宜热装的弹簧钢、轴承钢、高含碳量等,通过生产实践证明不但能热装,而且热装的效果比冷装好,节约能源的同时,表面裂纹还大幅减少,究其原因是避免了冷装热应力和相变应力的叠加。此外,对于高碳钢和高合金钢,如果冷装则需缓慢升温,但总加热时间过长势必影响产能,因此成熟的工艺是弹簧钢、轴承钢及其它高碳钢和合金钢可最大限度地热装,与普通钢种加热的区别是炉头温度要较低,升温的速度要较慢,高碳钢在700℃以前要缓慢加热,轴承钢连铸坯要进行高温扩散加热,使其枝状晶内的碳化铬均匀化。高温扩散加热不仅温度高,而且时间长,才能使碳化铬充分均匀化,此时加热炉的小时产量至少降低50%,在加热炉的设计中,必须充分考虑到生产轴承钢的特殊需求。
RC大棒轧线通常情况下通过入炉辊道实现连铸坯热送热装,入炉辊道一侧设钢坯上料兼卸料台架,另一侧还设1座钢坯保温炉(预热炉),当连铸热坯暂时有富余时,可将其从炉端托入到预热炉内进行保温缓冲,最晚在该炉次输送结束前,将其托出随该炉次进入加热炉。在保温炉中对坯料输出时,上游连铸坯可利用前述钢坯上料兼卸料台架卸下暂时堆放。一般冷坯装炉时,上料台架的步进机构将坯料单支放到入炉辊道,经辊道输送到加热炉实现冷坯装炉;对于堆冷至室温的个别敏感性钢种的冷坯装炉,如生产轴承钢或弹簧钢等钢种时,为保证高温扩散时间及小时产能要求,可将其吊至保温炉(预热炉)入炉辊道侧的上料台架,步进机构将坯料单支放到入炉辊道,经辊道输送到保温炉(预热炉)实现冷坯装炉,快速预热到500~650℃后,单支坯料被托到加热炉入炉辊道,经辊道输送到加热炉实现热坯装炉。
3 主要工艺设备选型
3.1 加热炉
为保证钢坯加热均匀性,以连铸坯为坯料的生产线一般采用步进梁式加热炉,步进梁多为两段式。根据优特钢品种多、铸坯规格大、加热工艺差异大的特点,炉膛也进行分段设计,一般为加热一段(或预热段)、加热二段、加热三段、均热段,其中加热一段(或预热段)为无烧嘴的不供热段,其它三段为有烧嘴的供热段。当来料为冷热坯交换时,第一段步进梁可根据热坯或冷坯独立调整步进周期,以稳定加热工艺操作。
RC大棒轧线设侧进侧出步进梁式加热炉1座,炉膛有效宽度8.6m,额定加热合金钢能力~180t/h(冷装),炉内单排布料,采用空气/高炉煤气双蓄热式加热技术。炉体使用耐火浇注料整体浇注而成,设有辅助烟道系统,更好地适应合金钢加热的需要,加热炉炉底水管冷却方式采用汽化冷却。钢坯出炉温度最高~1250℃,采用分段炉温自动4段控制。由于采用蓄热式烧嘴,因此全部是侧烧嘴,交替燃烧使坯料沿炉宽方向温度均匀,各段炉温情况如表2。
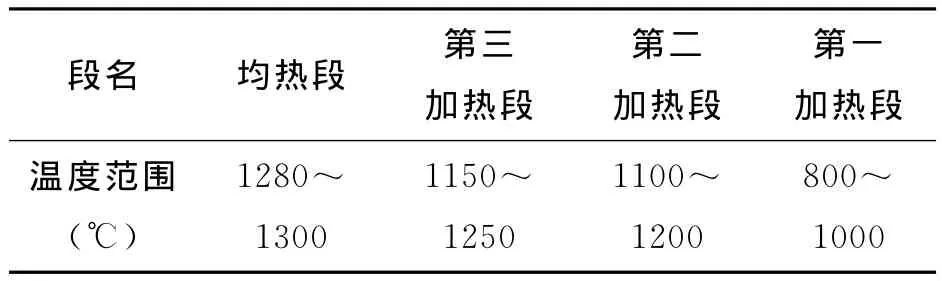
表2 步进加热炉各段温度表
入炉辊道另一侧设步进梁式保温/预热炉1座,用于钢坯预热或保温,加热温度500℃~65 0℃,采用转炉煤气常规烧嘴加热,炉膛有效宽度8.6m,额定加热合金钢能力180t/h(冷装),支撑梁和立柱采用汽化冷却。
3.2 高压水除磷装置
钢坯出炉后,可逆轧机前可设置高压水除鳞装置,用于除去钢坯加热时表面产生的氧化铁皮。连铸坯在步进炉中产生的氧化铁皮不是很厚,高压水可除去部分氧化铁皮,往复轧制并多次翻钢后,破碎的氧化铁皮可较好地脱落。大规格圆钢或方坯对表面质量要求不同,因此是否设置高压水除磷装置,厂家有不同意见。例如SJZ大棒生产线在炉口和开坯脱头后设除鳞装置,XC和DL大棒生产线在开坯前设高压水除鳞装置,BG、DY、XT及HY大棒生产线则未设除鳞装置。[1]
RC大棒轧线在炉口设置高压水除鳞装置1套,经喷嘴形成高速水射流冲击钢坯表面,高压水工作压力~23MPa,除去钢坯表面的氧化铁皮,保证产品表面质量,除鳞装置主要由除鳞环、导向支架和挡水罩组成。除鳞环为环形高压水管,内侧四周设有高压水喷嘴,喷嘴采用硬质合金材料,喷嘴与钢坯之间按一定角度布置。
3.3 粗轧可逆轧机、中精轧机组
如表3所示,列举了国内三家典型优特钢大圆棒生产线粗轧二辊可逆开坯机的主要性能参数。

表3 国内部分二辊可逆开坯机性能参数
可逆开坯机多为上辊液压平衡/电动压下,由1台大功率交-交变频低速电机通过速比i=1.0的齿轮机座传动上下轧辊。有观点认为,将传动电机额定转速提高,然后中间配置减速机的方式,可将电机采购费用降下来,但也有研究者从工艺、设备、电气等进行综合分析计算后认为,电机转速提高,电机费用可部分降低,但控制系统费用提高、减速机设备费用提高、维护费用也增加,更主要的是速比i>1.0的传动系统正转-反转时的加速减速性能降低,这对频繁正反转的可逆式开坯机是不利的,不同于稳定轧制时间很长的可逆式带钢冷轧机。[1]
在大规格圆钢的轧制中,由于规格大,无法设置活套,因此机架不一定平/立布置。有厂家提出机架立/平布置更好,因为从平辊出圆的精度比立辊要好。日本多家公司、我国的BG及XC采用了立/平布置,而达涅利和波米尼等欧洲公司、我国的HY及DL则采用平/立布置。[1]
RC大棒轧线粗轧机选用闭口牌坊轧机、中精轧轧机选用高刚度无牌坊(短应力线)轧机。中精轧平-立交替布置,立辊轧机采用上传动。粗轧可逆轧机采用Φ950mm规格,最大轧制速度~4.0m/s,轧机单独传动,主电机4500kW,粗中轧之间采用脱头轧制;中轧机组采用Φ750mm×6规格,平-立交替布置,立辊轧机采用上传动,每架轧机单独传动,主电机800~1100kW;精轧机组采用Φ550mm×6规格,平-立交替布置,立辊轧机采用上传动,每架轧机单独传动,主传动电机~1000kW。
3.4 液压剪及飞剪
液压剪位于连轧区域前,将可逆粗轧后中间坯料不规则的头部剪掉,如果下游轧机出现故障,切头剪可将粗轧后的轧件切成短尺甩出,便于回炉轧制。RC大棒轧线液压剪采用固定、液压下切式,最大剪切力10000 KN,最大剪切轧件断面310mm×310mm,最小剪切长度90mm。
中轧机组后飞剪(1#飞剪)用于剪切轧件的头部,利于轧件进入精轧机组轧制,也可在此切尾、切倍尺,事故时用以碎断。RC大棒轧线飞剪采用曲柄连杆、龙门式,启停工作制。剪切轧件断面小于Φ150mm,剪切温度>900°C,飞剪电机功率400KW×2台、转速410~820r/min、带空水冷却器风冷。当轧件规格大于Φ130mm时带飞轮,当轧件规格小于Φ130mm时不带飞轮。
精轧机组后飞剪(2#飞剪)用于剪切轧件的头部和尾部,并将棒材按倍尺长度分段剪切。RC大棒轧线飞剪采用曲柄连杆及回转组合式,启停工作制。剪切轧件断面小于Φ100mm,剪切温度>900°C,飞剪电机功率418KW、转速530~1000r/min、带空水冷却器风冷。当轧件规格大于Φ65mm时使用曲柄剪并带飞轮,当轧件规格小于Φ65mm时使用回转剪。
3.5 编组台架
编组台架位于倍尺飞剪后,将倍尺后的轧件横移离开精轧中心线,在固定收集台架上按头尾顺序进行排队、成组,达到设定的根数后,再由移钢小车全部托运到锯切线上,由输出辊道运送到热锯进行定位、锯切。RC大棒轧线编组台架采用横移小车式,台面宽度66m,长度4.5m(输入输出辊道中心线距离),移动棒材的重量10~20t,链式移钢机速度0.2~0.6 m/s。
3.6 金属热锯
大棒材生产线多用圆盘热锯进行定尺切割,因坯料长度和锯切工艺设计的不同,各钢厂锯机数量各不相同,一般为3-5台。例如,HY热锯区有3台热锯,其中1#和3#为固定式,2#为移动式,1#锯切头切尾,3台热锯与定尺机配合动作实现倍尺锯切,锯片规格Φ2000mm×12mm。作为大棒生产线,不同规格、不同合金含量的钢种,因导热系数不同、锯切温度不同,轧件冷热态断面收缩率和定尺收缩率不同,为确保产品的外形质量符合相应标准,需要技术人员在生产中不断进行摸索和总结,制定出适合各生产线实际的热态定尺补偿值,以便正确指导操作人员在生产中的尺寸控制。
RC大棒轧线锯切采用3台金属圆盘锯,其中1#和2#为移动式,3#为固定式,定尺长度4~12m,锯切温度700℃~1000℃,锯切线速度108~120m/s,切头长度≤200mm。锯片规格Φ1800/1650mm×10mm,鼠牙型齿形。锯切机构电机功率355kW,转速1480r/min,进锯总行程>1500mm。
3.7 快过台架
中碳以上的合金结构钢,含Ni、Cr的合金结构钢、弹簧钢、轴承钢等需要在锯切后立即收集成捆,然后装入缓冷坑中缓冷,入坑温度≥650℃,缓冷时间视钢种、规格而定,一般需要32~36小时。
快过台架用于将定尺棒材从输送辊道上成组托入、快速过跨横移,尽量使棒材处于尽可能高的温度(以保证后续缓冷入坑温度)落入收集槽进行收集。RC大棒轧线快过台架采用两段传送链组成的链式横移式,输送链采用非标耐高温链,链条带有托板,台面宽度12.5m,长度15.8m(输入辊道与收集槽中心线距离)。链式移送机1#链速度0.1~0.4m/s,2#链速度0.15~0.75m/s,传动电机功率15kW,变频调速。
目前国内大棒生产线多不能实现钢材的全自动机械化快速高温收集和快速传输,基本靠人工收集及倒运,容易造成棒材的表面缺陷及弯曲变形,这是大棒生产线需要继续改进的一项技术。
3.8 齿条式步进冷床
优质碳素结构钢、低合金结构钢一般在步进式冷床上冷却。齿条式步进冷床用于将需要空冷的直条圆钢棒材在冷床上进行冷却和横移,棒材每向前步进一个周期可转动一定的角度,从而使棒材保持较高的平直度,减少后部离线精整的矫直工作量。
RC大棒轧线冷床采用齿条步进式,台面宽度12.5m,长度29.5m(输入输出辊道中心线距离),动静齿节距260mm,凸轮偏心距110mm,静齿条及动齿条间距1200mm,齿条厚度30mm,冷床传动主电机AC132kW×2。冷床入口段约4m长区域设置矫直格栅,防止偏小规格的高温棒材出现弯曲。由于RC大棒轧线产品规格差距较大,为使冷床的动作节奏与轧线生产合理匹配,大中小规格棒材在冷床上冷却时每个齿内放置的支数可灵活调整。
3.9 热处理及精整
合金钢棒材需要进行热处理和精整,热处理和精整线可以设在轧线车间内,也可在车间外另设场地。近年的设计多在大规格圆钢冷床后设若干车底式退火炉,用于对高合金钢、轴承钢等高附加值产品,出坑后吊运到退火台车上进行退火处理,以满足产品的性能和组织要求,此炉型加热的均匀性不如辊底式热处理炉,但靠近冷床区域进行退火材的热装,节能效果显著。[1]
RC大棒轧线热处理设置了3座车底式退火炉,环境温度冷装,~900℃出炉,炉内层排布料,每座装炉量约200t,每座退火年处理能力约10万t。炉膛长度方向分3个区,采用冲量式燃烧器,充分利用烟气余热,提高加热的热效率,烟气经换热器、烟道送入烟囱,排入大气。另外,由于本生产线钢种复杂且档次较高,故所有冷床下线、缓冷及退火后的棒材均需进行矫直、矫直→倒棱或矫直→倒棱→探伤处理,部分成品还需全扒皮,故离线设置了2条精整线、2套多磨头砂轮自动扒皮修磨机及1套改尺带锯设备:1)一条精整线配备多辊矫直机及砂轮倒棱机,用于Φ80-220mm棒材的精整;2)另一条精整线配备通过式抛丸机、多辊矫直机、砂轮倒棱机、表面及内部联合探伤机,用于Φ45-150mm棒材的精整;3)多磨头砂轮扒皮机用于对需要全修磨的成品进行全扒皮,一次扒皮量通过调节磨头数量调整;4)对于有局部表面缺陷的棒材,采用人工修磨的方法处理。对于有局部内部缺陷的棒材,采用改尺带锯锯切改尺的方法处理使棒材规格尺寸变化的方法。
4 结束语
RC大棒轧线工程采用国内工程总承包,大部分设备由国内设计和供货,仅点菜式引进关键设备和少量配套件。车间生产工艺和装备成熟可靠,达到国内领先、国际先进水平,目前该工程已经顺利投产,正在达产中。其主要特点如下:
1)采用Φ450mm大断面圆坯,最小成品规格Φ45mm,产品压缩比大、组织均匀;
2)产品规格Φ45-220mm范围大,生产线具有广泛的适用性;
3)主轧线采用Φ950粗轧二辊可逆式轧机、Φ750/55 0中精轧连轧的半连续轧制技术,可灵活适应多品种、多规格的生产要求;
4)在国内首次使用引进大规格+辊矫直机进行成品矫直,产量高、运行费用低;
5)采用最先进的表面和内部联合探伤技术,提高关键设备动作可靠性。
[1]李新林,彭兆丰.我国长材轧制技术与装备的发展[J].轧钢,2011(5):33-40
[2]徐旭东,滕涛.关于大棒材粗轧开坯轧制工艺的研究[C].第八届(2011)中国钢铁年会论文集.北京:冶金工业出版社,2011
[3]徐旭东.大棒生产工艺研究[C].第5届中国金属学会青年学术年会论文集.北京:中国金属学会,2010:134~135
