精细微孔的激光加工的发展
2014-11-05林金堵
林金堵
本刊名誉主编
吴梅珠
(江南计算技术研究所,江苏 无锡 214083)
随着移动电话特别是智能手机和平板电视等的发展与进步,这些消费电子设备已经成为全球制造业发展最快的领域之一[1],航天航空工业重要部件(特别是现代涡轮发动机的制造)中的精细加工领域等[2],而支持和保证这些领域持续发展和进步的半导体芯片、印制电路板、微电子组装、触摸屏显示器等关键部件和产品,必须建立先进的精密(细)的制造工艺技术,才能满足这些领域的发展需要。其中,在精细的微孔与精细线(或沟槽)等的制造中,激光加工技术已经成为首选技术并成为最重要的加工手段和方法。
激光加工技术随着精细微孔和精细线的发展而进步着。以激光加工微孔的实际应用为例,激光加工已从红外(CO2为光源)激光器加工走向发展到紫外(Nd:YAG为光源)激光器加工,目前正在向光纤激光器和飞秒激光器的加工发展!
1 各种激光器的特点与局限
各种光源激光器的基本特性概要如表1所示。
2 紫外激光微加工技术的改革与创新
由于半导体固态激光器(DPSS)的平均功率低和脉冲重复频率不高等因素,造成激光加工速度慢即生产率低。因此提高和控制紫外激光功率和重复脉冲频率是提升激光微加工性能、质量和生产率的主要因素。
2.1 传统紫外激光器
紫外(Nd:YAG)激光器是属于固态半导体激光器,波长为紫外线范围,通过“谐波”可得355 nm或266 nm,其加工方法可分激光冲击法(Laser Punching)成孔和激光凿孔法(Laser Trepanning)成孔加两种工技术,更详细的技术请参见资料[3]。

表1 目前典型应用的四种激光器的主要特性
2.1.1 激光冲击法(Laser Punching)成孔存在问题
(1)容易形成“焦化(树脂类)”或“重铸(金属及其合金类)”现象。
用于Nd:YAG激光器,其典型激光脉冲连续时间为600 μs ~ 1 ms,峰值功率为(10~20)kw(平均功率为200 W),脉冲重复频率为10 pps。在长时间连续运转下,会引起“焦化(树脂类)”或“重铸(金属及其合金类)”,不能满足“精细化”结构(如孔等)的要求。
(2)容易发生界面“分层”。
激光脉冲冲击成孔时需要多个脉冲,才能保证孔被穿透和满足出口处的尺寸要求。同时,所要求的脉冲数量会随着材料厚度而变化,加上高密度化发展,使孔与孔之间距离越来越近。由于这两个方面原因,稍微不慎,极易发生不同材料间“界面”处发生“分层”或“起泡”等。
2.1.2 激光凿孔法(Laser Trepanning)成孔
激光凿孔法又可称谓激光环形切割法。采用这种加工方法的速度太慢,生产率低,较难满足生产上的要求。因此,采用这种激光加工方法少。
传统紫外(Nd:YAG)激光器,不管是采用冲击加工还是凿孔(环形切割)加工,其速度慢,加工效率低,一般都用来作为生产率要求不高和精细加工(修整)的产品加工上。
2.2 影响紫外激光加工过程的主要因素影响紫外激光微加工的因素有:波长、脉冲宽度、平均功率、光束质量(M2)和脉冲重复频率以及脉冲与脉冲之间的稳定性。同时还与材料厚度和类型(多样性)有关。如:更短波长、更窄脉冲宽度和低光束质量(M2)的激光可得到更紧密的聚焦点,因而可明显减少热影响区;同时短的波长会被很多材料强烈吸收,因此可适用于各种各样的有机物、半导体、金属、合金、陶瓷等的加工;材料的强烈(高能量)吸收和短脉冲产生的高强度辐射,能使材料迅速气化,明显减少加工处的热效应,降低或避免发生“焦化(树脂类)”或“重铸(金属及其合金类)”现象;小而紧密的聚焦光斑可实现更小尺寸的加工;更大的功率、更高脉冲重复频率、短脉冲宽度(脉冲分裂度)、脉冲整行(优化)等都能提升脉冲加工生产率;提升脉冲之间的稳定性,才能确保激光加工工程的可重复性。
2.3 采用某些软件(如TimeShift软件)的调整技术来设置各种脉冲能量和脉冲宽度
采用软件技术可使加工工艺工程师通过进行脉冲整形、改变脉冲宽度(分裂脉冲)、其他模式等进行操作,从而消除了提升脉冲重复频率而带来脉冲宽度、脉冲与脉冲之间能量的明显变化,其效果见图1和图2。
图1和图2说明,采用合适的软件可以调整脉冲的能量和宽度,还可对脉冲系列进行种种优化,达到明显地提高激光精细加工的速度、生产率和加工质量。

图1 优化脉冲重复频率和采用软件技术可明显提高加工生产率
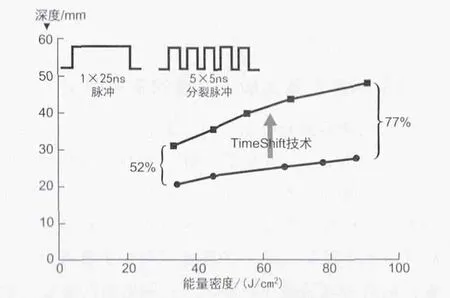
图2 采用软件技术形成的“分裂脉冲”提高加工生产率
3 光纤激光器
由于光纤激光器是采用光纤来传输光束的,消除了旋转的光学元件和过程,避免了很多繁琐的光学准(校)直工作,明显地简化了过程,既降低了成本,又提高了效率。
3.1 光纤激光器原理
光纤激光器是由半导体可饱和吸收镜、泵浦激光二极管、多模泵浦耦合器、光纤、光纤环形镜等组成。图3表示其中一种光纤激光器。
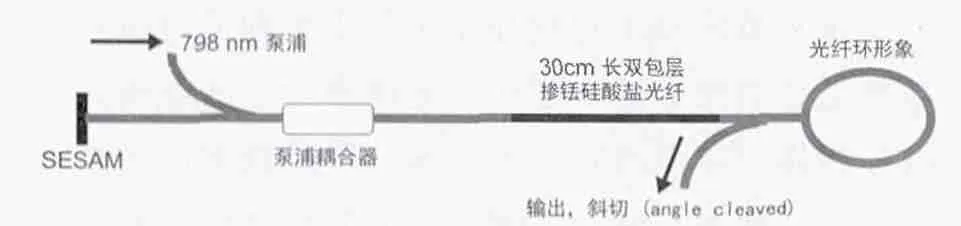
图3 锁模含铥硅酸盐玻璃光纤激光器的组成示意图
图3 表示多模泵浦耦合器将泵浦激光二极管的激光束(波长为798 nm)经过共振锑化物半导体饱和吸收镜(SESAM)吸收后,通过双包层含铥硅酸盐玻璃光纤(长度为30 cm,数值孔径为0.22,不同材料的折射率是不同的,所以数值孔径是不同的[5],从而传送的波长也是不同的),再经过光纤环形镜的反射,便可得到反射率为90%左右的2 μm波长。
3.2 光纤激光器的优势
与传统激光器比起来,光纤激光器的主要优势有:(1)脉冲持续时间可以加长,因此可简化为采用单个脉冲进行加工;(2)可稳定地进行大功率加工;(3)形成“方形”脉冲,其前沿时间和后延时间极短,没有拖尾而引起树脂“焦化”或金属“重铸”等现象;(4)脉冲能量和时间可通过编程而快速改变,使不同材料、位置、厚度等得到最佳化地进行加工,不用再进行精修;(5)加工(如钻孔等)速度比传统紫外(UV)激光加工高10倍以上,每秒可加工(50~100)孔[2]。
3.3 采用紫外(UV)混合光纤激光器实现在高功率下提高加工生产率
单纯的紫外(UV)激光器要采用提升激光脉冲重复频率来提高激光的加工速度是不可能的,因为:(1)紫外(UV)激光器的平均功率和脉冲能量是随着激光脉冲重复频率的增加而迅速降低;(2)激光脉冲宽度、脉冲与脉冲之间能量的变化会随着脉冲重复频率增加而明显增加变化。这些因素的变化会影响激光加工速度、特征尺寸和加工精度,因此简单通过增加激光脉冲重复频率来提升加工效率是无法保证加工效果的。
因此,采用紫外(UV)混合光纤激光器,提高光纤的作用来得到更高的脉冲重复频率的同时,又达到更高的加工功率。
3.4 紫外(UV)混合光纤激光器和TimeShift软件在PCB上加工效果
采用紫外(UV)混合光纤激光器技术在PCB中可以加工盲孔、通孔、板的分割、仿形、打标、切边、修整、激光直接刻像等等,并可以得到更好的质量和高生产率。
图4表示一个典型的PCB盲孔的加工效果,它表明采用较短的脉冲宽度可以得到更完整的清除树脂而得到清洁的表面和更好的孔底披露的清洁铜面。
由于采用紫外(UV)混合光纤激光器获得更清洁的盲孔、具有最小损伤和氧化的完整显露铜表面、具有最小的侧壁锥度,这对于后续加工过程带了极大有利,并可得到更高的结合力。同时由于采用TimeShift软件已经能够得到4000孔/秒的生产率。
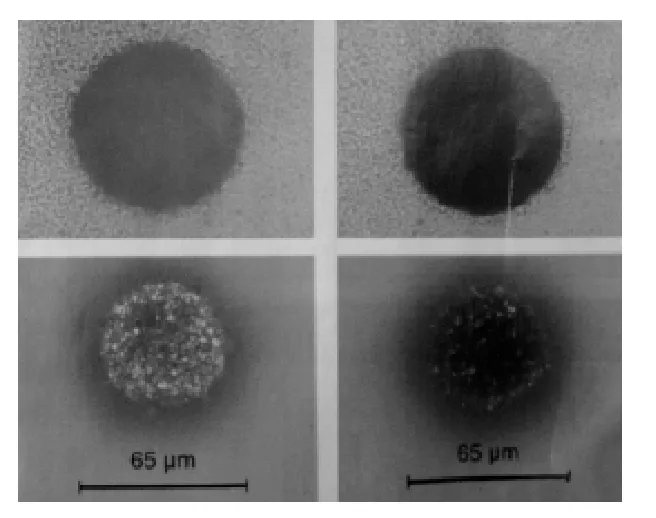
图4 采用较短的脉冲宽度可当地更好的激光加工质量
总之,采用紫外(UV)混合光纤激光器和某些软件(如TimeShift软件)的调整技术,达到输出波长为355 nm,输出功率超过40 W ,脉冲重复评论为250 kHz,消除了脉冲宽度依赖脉冲重复频率的关系,实现了增加脉冲重复频率而增加激光加工速度的同时,保持紫外(UV)混合光纤激光器的其他输出特性稳定而不变化,可明显提高紫外激光的性能、质量和。 生产率[1]。
4 飞秒激光器------快速、干净和低廉的微加工技术
如果采用较长时间脉冲,如纳(10~9)秒级或皮(10~12)秒级进行脉冲加工,由于激光脉冲的上升延时间长而在加工时产生大量的电子碰撞和热扩散,导致所加工的零部件区域出现热影响(树脂焦化或金属重铸)区现象而带来加工质量和修整问题。
由于激光加工的热扩散是通过激光加工时产生的电子和离子等与其邻近的物质(粒子)之间的能量交换而形成的,而这种能量(热)交换是需要一定时间的,如果激光的每个脉冲加工时间非常短,使热交换来不及进行或极少发生,这样,就可以消除热影响(树脂焦化或金属重铸)区现象。因此,关键是使每个脉冲在加工时间内所有激光能量比材料受热影响(或吸收热)来得快,或者说,只要每个激光的加工时间快到只有激光束所聚焦的区域吸收能量,而相邻区域来不及发生热扩散,这样的激光加工便可以得到十分优美的高精度加工效果。实验表明:采用飞(10~15)秒时间的激光脉冲是可以达到这种目的的[6]。
飞(10~15)秒激光脉冲的时间极短,是一种高能量、高方向性的电磁波,其波长通常是紫外、可见光、红外的波段。因此这种极高强度和极短激光束所聚焦的材料区域能蒸发掉被冲击的材料,由于极其快速加工而来不及进行热扩散,所以不会影响激光束区域外的材料。这是因为高速激光能量冲击部位的吸收能量比热扩散响应更快,来不及进行热扩散(热扩散是通过电子、离子等与相邻的表面之间的连续热交换而产生的),所以采用飞秒(10~15)激光加工的区域界面处不会产生材料熔化、焦化、毛刺(结瘤)或热影响区等现象,能够精确地去除材料,并达到更高质量的产品,还可以加工成高质量的椭圆形孔、锥形孔、倒锥形孔等。图5表示采用飞秒激光加工的孔(316 L不锈钢材料)的情况,孔的直径为200 μm,厚度为250 μm,该孔具有零锥度和具有平均粗糙度Ra<0。1μm表面质量。图6表示采用飞秒激光加工形成的椭圆形孔、锥形孔和倒锥形孔的高质量情况。

图5 采用飞秒激光加工的孔(直径为200μm,厚度为250μm)
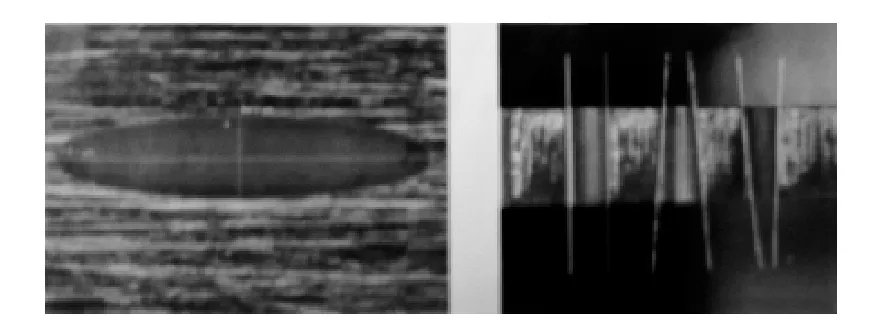
图6 采用飞秒激光加工的椭圆形孔、锥形孔和倒锥形孔的高质量情况
飞(10~15)秒激光脉冲除了上述的优点外,所用的激光波长既可是紫外的激光波长,还可采用可见光激光波长或红外激光的波长,只要具有飞秒级脉冲激光加工就行。而且这种飞秒激光加工的孔,其厚径比是不受限制的。同时,只要激光源能够提供每秒高到1百万个脉冲的话,就可以实现非常快的加工。这样,就可以实现高生产量、高精度质量、低成本的激光加工效果。
参考资料
[1]Rajesh Patel, James Bovatsek, Ashwini Tamhankar(Spectra Physics公司). 高功率紫外激光的脉冲控制提升微加工的性能与质量[J]. 香港:激光世界,2013,7(4):16-21.
[2]Bill Shiner(IPG Phontonics公司). 光纤激光器为航空元件钻孔提供新选择[J]. 香港:激光世界, 2013,9(5):16-21.
[3]林金堵, 梁志立, 邬宁彪等. 现代印制电路先进技术[M]. 中国印制电路行业协会CPCA, 上海:印制电路信息杂志社, 2013:99-108.
[4]Shibin Jiang(Advalue Photonics公司). 两微米掺铥光纤激光器获得19kW峰值功率[J]. 香港:激光世界,2013,3(2):16-21.
[5]林金堵, 梁志立, 邬宁彪等. 现代印制电路先进技术[M]. 中国印制电路行业协会CPCA, 上海:印制电路信息杂志社, 2013:283-287.
[6]Raydiance公司. R-Drill与EDM的对比:更快,更干净,成本更低的微加工解决方案[J]. 香港, 激光世界,2013,3(2):18-20.
