捻度变频花式丝及其织物开发探讨
2014-10-20黄秀莉
黄秀莉
近几年服装面料的发展趋势着重于舒适化、时尚化和功能化,尤其是时尚化和功能化越来越被消费者所关注,面料体现出科技、传统与休闲风的融合。因此在开发时尚服装面料时,具有科技感的混色纱非常重要,这样会使织物有模糊的效果,拉绒纱效果和多色股纱的效果。
采用普通的倍捻机(日本村田倍捻机)生产出捻度变频的复式花式丝。其工作原理是利用不同物性的材料和外观反差大的材料进行组合和花式捻线,先在络丝机上等速送纱,进行并丝,在普通的倍捻机上通过工艺设定,改变捻度频率,使花色丝在不同的波段出现的捻度不同,用此作为纱线原料使织物达到三维的立体外观,这与具有科技感混色纱、多色股纱等概念相契合。
1 花式丝的试制与分析
1.1 原料组合
为了使“外观风格”和“手感性能”都能与混色纱相媲美,通过多种的组合试制以后,最终选择了30D/36F普通半光FDY和50D/24F的DTY,在花式丝生产的基础上,利用涤纶长丝差别化的特点,通过自由组合和有机搭配相结合,在倍捻机通过工艺的设定,改变捻度频率,使捻度在不同的波段出现不同,再与普通的涤纶长丝搭配,使织物有三维立体外观效果。
1.2 试制工艺
利用30D/36F普通半光FDY和50D/24F的DTY两种外观和特性截然不同的材料,在络丝机络丝并丝,如采用普通卷绕方式络丝,根本无法同步,并且络丝后420直管表面粗糙,用倍捻机倍捻时根本无法退绕,断头严重,无法开机。因此需要对工艺进行调整。
试验采用特殊卷绕方式络丝,虽然退绕的问题解决了,但倍捻后的纱线无法同步,时好时坏,在倒筒时需要人为停机检查,一旦外观不正常就要人工挑纱,费时费力。织造打纬时,由于两种纱线无法“充分融合”,导致不同步,张力无法满足,缺纬、断纬严重,织造生产效率低下。
为了解决不同步问题,在络丝机底座加一个装置,排料时分上下层:利用不同材料在上下层张力的独立控制,仍然用普通的卷绕方式,卷装量大大提高了,这样可以满足既做经纱之用,又可同时供纬。
倍捻的捻度设计也是经过反复试验。捻度设定太高,纱线表面出现“芝麻点”,在布面上看起来很脏很旧,跟时尚完全不搭边;捻度设定太低,无法适应高速倍捻机生产,断头率自然居高不下,无法正常开机。所以捻度设定要合适,既可满足外观时尚化的花式要求,又可满足倍捻的生产要求。复式花式丝捻度的设计要根据纱线的使用方向而定,表1和表2为花式捻度设定工艺表,其中表1为纬纱捻度设计工艺表,最高捻度400T/MZ,最低捻度100M/MZ,而送纱的时间也可按照工艺进行变换,捻度的变换通过变频器而改变;表2为经纱捻度设计工艺表,织物最高捻度600T/MZ,最低捻度100M/MZ,设计时按照不同比例在经纬向或凌乱或规则排列,结合组织结构与经纬配比,搭配出配色模纹,形成具有立体外观的肌理。

表1 纬纱的捻度设定工艺表

表2 经纱捻度设定工艺表
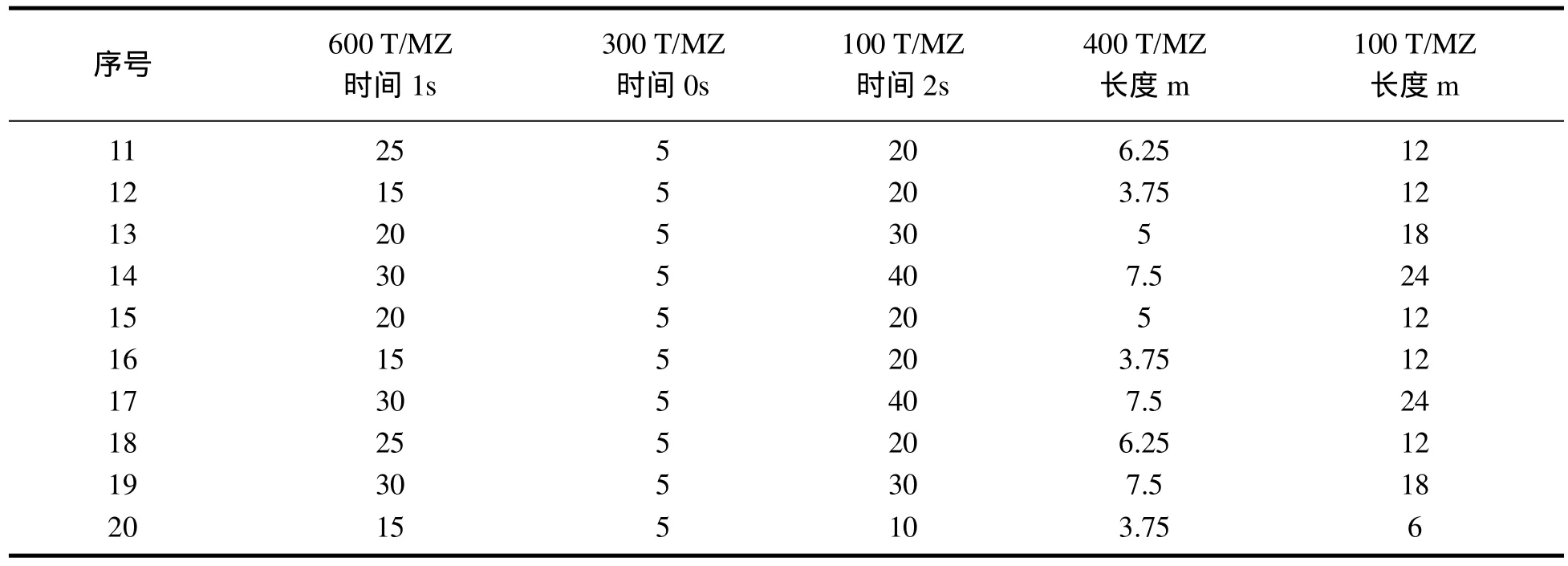
续表
2 织物开发
根据VIEW独家设计的观点和流行趋势,14/15秋冬男装面料图案趋势为包豪斯建筑学派的风格,突出面料肌理,混色的模糊感。为此设计出“3D彩格”休闲面料。
2.1 织物规格
坯布规格:186*112*65.8”*228(经密*纬密*幅宽*米克重),成品规格:207*122*59”*242(经密*纬密*幅宽*米克重),
经纱为2种,其中经纱A:75D/72F黑色FDY;经纱B:30D+50D花式丝 55T~165T/MZ;经纱排列:4A4B2A2B4A4B6A6B
纬纱也为2种,其中纬纱C:170D/144F ATY;纬纱D:50D+75D/96F花式丝55T-165T/MZ;纬纱排列:4C4D2C2D4C4D6C6D
为了充分体现捻度变频花式丝的效果,使织物具有立体外观的肌理效应,经过多次试制,织物组织采用如图1、图2两种组织与变频花式丝进行配合,按照不同比例在经纬向或凌乱或规则排列,搭配出配色模纹,形成具有立体外观的肌理,效果较好。这2种组织分别为菱形斜纹和纬二重组织,见图1和图2。
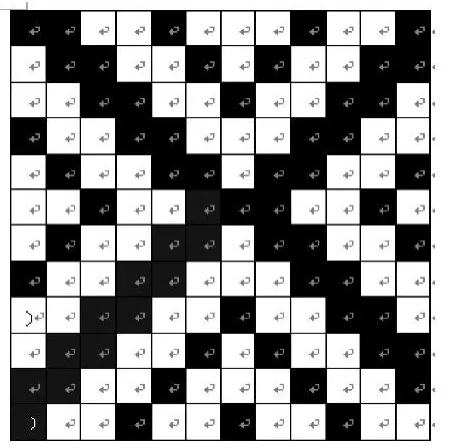
图1 菱形斜组织
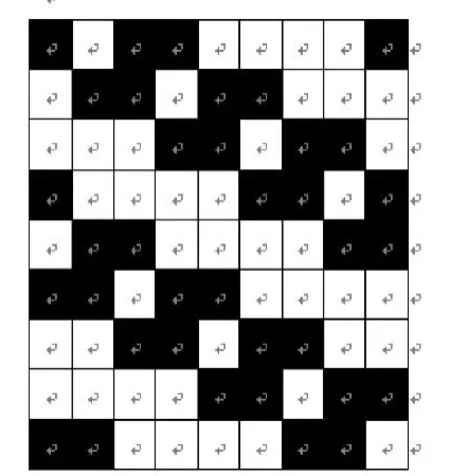
图2 纬二重组织
2.2 织物上机工艺
钢筘45#/in*4入,纬密牙:108T/in,机上参数:180*108*68”(经密*纬密*幅宽)
工艺流程:经纱 (A/B)络丝—倍捻—分批整经—浆纱—并轴—分绞—上轴—查错 (染布头)—织造;纬纱 (C/D)络丝—倍捻—定型—倒筒
2.3 机织工艺
2.3.1 整经、上浆和并轴工艺
花式丝和复式花式丝由于表面与一般长丝比一样,较为粗糙,且强力比正常的丹尼尔要低得多,只能用分条整经,后再进行上浆。上浆工艺关键在于前牵伸长、后伸长与一般的长丝不一样,一般长丝上浆后伸长为负数,花式丝要保持不伸长,钢筘规格1.18mm、前排套筘4段,套筘段距3cm,伸缩筘规格1.6mm;上浆浓度比一般要高1%~1.5%,后上蜡高度27mm,浆液温度比一般高50度,送出张力比一般多5kg,卷取张力比一般的多2kg,卷取速度200m/m,浸浆4.0,压浆压力:快3.0、慢1.0、停3.0;烘房温度①140°C/130°C ②135°C/125°C。锡林温度①125°C,锡林温度②③④120°C 锡林温度⑤115°C。制定并轴工艺,首先考虑纱种的粗细,头份的多少、进行分配套筘,混合上浆轴的各种材料位置要定好,用分层棒分开并做好标识,在套筘时考虑纱线的粗细和头份,计算好套筘的工艺,必须有规律进行套筘。套筘工艺要求盘头表面平整,加装并轴V型横动装置,保证每层片纱张力相对均匀,防止纱线粗细引起跌纱。保证并轴盘头上各种规格的经纱按工艺要求混合均匀。在纱层之间要先用胶带纸固定好,保持各自独立,片纱排列平行,无交叉,以便在分绞时能顺利进行。
2.3.2 穿棕工艺
由于采用多种经纱上浆工艺,在穿棕时无法按照工艺的排纱顺序进行拿纱,只能根据工艺的要求人工拿纱并完成穿棕动作。在穿棕前先要进行分绞,分绞按照并轴做好的纱片(用胶带纸固定好),分别分绞。上穿棕架时用分绞棒分别对各自的纱片进行分绞固定,以方便操作人员人工穿棕。穿棕时既要核对经排,又要核对棕排,以满足工艺的要求。
2.3.3 织造工艺
因为织物的经纱采用了2种不同类型的纱线,其中一种为花色丝。在织造时容易产生开口不清晰,布面容易出现很多断经、断纬、沉纱、星跳、纬缩等疵点,织机效率很低,为此需要合理的安排织造工艺参数。
本产品采用的织机为日本津田驹TSUDKOMA Z303,开口高度70~124mm,经纱张力5.5±0.25kg,后梁高度一般与机台高度平0+1,平棕时间 340°~345°,右边独立废边平棕时间340°~345。飞行角208°,喷射角 90°,到达角 247°,开口角 103°,闭合角 311°,探纬 274°。
3 结语
本产品立足于差别化纤维的有机搭配和纺部工艺的合理搭配,突破了传统纱线织造的织物花纹单调性、规则性。通过纱线与织物组织结构的配合,配色模纹花纹突出饱满,富有立体感,视觉效果丰富,富有时尚性,整组面料摆脱了化纤长丝过往的刻板形象,变得更加时尚和舒适实穿。手感与外观向毛纺制品靠拢,有粗纺精做的味道,可为化纤长丝外观去化纤味提供开发思路。花式丝只是利用涤纶的差别化原理,进行有机的搭配和改变倍捻机的倍捻频率,采用的都是涤纶长丝,所以在后整理时,只采用普通的单染分散染料,无需套染,即可有不同层次的外观,织物外观新颖别致。这样的花式丝生产出的面料保证色牢度,减少后整的工艺流程,降低对环境的破坏,同时也降低产品成本,提高产品的竞争力。
[1]蔡陛霞.织物结构与设计[M].北京:纺织工业出版社,1979.