高速切削加工技术在汽车覆盖件模具制造中的应用
2014-10-12四川省宜宾普什模具有限公司644007郭宏军
四川省宜宾普什模具有限公司 (644007) 郭宏军 陈 平 杨 玻
数控加工技术是汽车覆盖件模具制造技术中的一项关键技术,由于汽车覆盖件结构尺寸大,形状复杂、表面质量要求高,因此,数控加工技术水平的高低直接影响到汽车覆盖件模具的加工质量,进而影响到零件的表面质量。近年来,以高速、高精度加工为主要特征的高速切削加工技术发展十分迅猛,已成为先进制造业的关键技术之一。随着科学技术的发展,高速切削加工技术在汽车覆盖件模具制造中逐渐开始得以应用。
1.高速切削加工与传统加工相比的优点
汽车覆盖件模具具有结构尺寸大、形状复杂、表面质量要求高等特点,传统的汽车覆盖件模具加工方式不仅效率低,模具表面加工质量也不好,导致最后钳工手工研配的周期比较长。在汽车覆盖件模具制造中,采用高速切削加工与传统的加工方式相比的优点:①生产效率高。②工件变形小。③加工精度高。④刀具寿命高。故此,现在高速切削加工技术已在汽车覆盖件模具制造业得到越来越广泛的应用。
2.汽车覆盖件模具高速切削加工技术对机床的要求
由于汽车覆盖件模具具有结构尺寸大、形状复杂、表面质量要求高的特点,结合高速切削加工技术的特性,如果要使汽车覆盖件模具在高速切削加工中获得良好的应用效果,使用高速切削机床是最基本的条件之一。
(1)高速机床控制系统 在高速切削加工中,由于切削速度高,机床应具备预处理能力 (Look-ahead)的CNC控制系统,并且要求具有大容量内存和ETH-ERNET通信等技术。NURBS曲线插补为复杂的模具曲面提供了短程序段和光滑插补的解决方案,数字驱动克服了模拟控制微量的时间滞后问题,高分辨率反馈技术是高精度加工的保障。
(2)高速机床转速高、功率大 高速切削机床的主轴是核心部件,它决定着高速切削加工中所能达到的切削速度、加工精度、零件的加工品质和应用范围。目前,高速切削加工机床的主轴转速通常都大于10000r/min,20000~80000r/min的主轴转速也已在高速切削加工中应用。由于汽车覆盖件模具形状复杂,在加工型腔时刀具悬伸较长,因此要求主轴功率要大,否则将无法满足加工需求,一般主轴功率要求在十几到几十千瓦以上。
(3)高速机床直线运动的高加速度 高速切削加工中,根据高速切削的特性,在高动态的进给驱动速度下,从主轴启动到加速通常只有1~2s的时间,工作台 (龙门横梁)的加、减速度为1~5s,以此保证汽车覆盖件模具型面中的小圆角半径曲面的高速加工。
对于一些结构尺寸大、形状复杂的汽车覆盖件模具型面,还可以采用高速五坐标联动加工,如RAMBAUDI公司的 RAM—speed—H45 PLUS型高速加工中心 (见图1),该机床主要参数如下:
加工范围为4500mm×2700mm×1500mm;定位精度为 X轴 0.025mm、Y轴 0.020mm、Z轴0.015mm,A/C轴 P≤12″;重复精度为 X轴0.010mm、Y轴0.010mm、Z轴0.010mm,A/C轴 P≤8″;主轴功率为30kW,主轴转速24000r/min;主轴用氮化硅 (Si3N4)陶瓷球轴承,配以油—气润滑;刀库容量为30把;立柱釆用龙门式框架结构,刚度高,特别适合大型汽车覆盖件模具的高速切削加工。
图1 RAMBAUDI公司的RAM—Speed—H45 PLUS型高速加工中心
3.汽车覆盖件模具高速切削刀具的选择及切削参数优化
(1)汽车覆盖件模具高速切削加工对刀具的要求 在高速切削加工过程中,由于切削速度高,并且汽车覆盖件模具型面关键部位进行了热处理或直接采用整体淬火钢,硬度较高,因此,在高速切削中刀具和切屑之间的温度很高,既有热的性质,又有化学特性,这就要求刀具材质具备高硬度、高强度、耐磨性好、抗冲击性能强和热稳定性的特性。汽车覆盖件模具高速切削刀具主要根据汽车覆盖件模具的材质、几何形状、机床结构和切削参数等进行选择。
汽车覆盖件模具高速切削加工的刀具类型按材料分为高速钢刀具、硬质合金刀具、表面涂层刀具等。在汽车外板件模具型面的高速切削加工中,为保证外板件模具型面的高精度要求,减少型面精加工过程中产生的接刀差,精加工过程中应尽量采用一颗刀片加工完成。在我公司承制的某车型顶盖外板模具精加工中,我们采用镜面球刀进行加工,刀片选用的是合金PVD涂层刀片,保证了该模具型面的高精度要求,如图2所示。
汽车覆盖件模具高速切削加工中,由于其几何形状的复杂性,如果刀具的装夹不合理,在加工中就有可能出现掉刀 (拉刀)现象,从而影响到加工质量和效率。一般高速切削加工的刀具采用HSK空心刀柄装夹,以确保刀具高速运转下的安全和轴向的加工精度。随着汽车覆盖件模具制造向高速、高精度发展,现在已逐渐使用热胀式刀柄装夹刀具,这种装夹方式使刀具在高速切削加工中精度更高、刚性更好、传递转矩也更高,保证了加工中刀具的动平衡和刀具寿命。

图2 某车型的机罩外板加工完成图
在加工冷却方面,高速切削加工通常采用喷气冷却和油雾冷却,油雾冷却是目前高速切削加工较为理想的冷却方式之一。
(2)汽车覆盖件模具高速切削加工参数的优化传统的汽车覆盖件模具加工方式一般采用φ50mm球刀、留量1mm进行粗加工,然后用φ30mm球刀、留量0.5mm进行半精加工,最后采用 φ30mm或φ25mm球刀完成精加工。
汽车覆盖件模具采用高速切削加工的方式和传统的加工方式有很大不同,现以我公司承制的某车型后车门内板 (见图3)模具为例,对高速切削加工进行论述。在粗加工中主要是去除大余量,为了更有效地提高效率,采用φ63R8圆刀片进行加工,然后用φ40mm、φ30mm和φ25mm的球刀进行预清根;在半精加工中用φ30mm球刀进行加工,然后用φ25mm球刀进行预清根;最后,在精加工中采用φ30mm或φ25mm球刀进行加工,型腔、转角部位采用小直径球刀清根完成,具体切削参数如表1所示。
图3 某车型的后车门内板模型
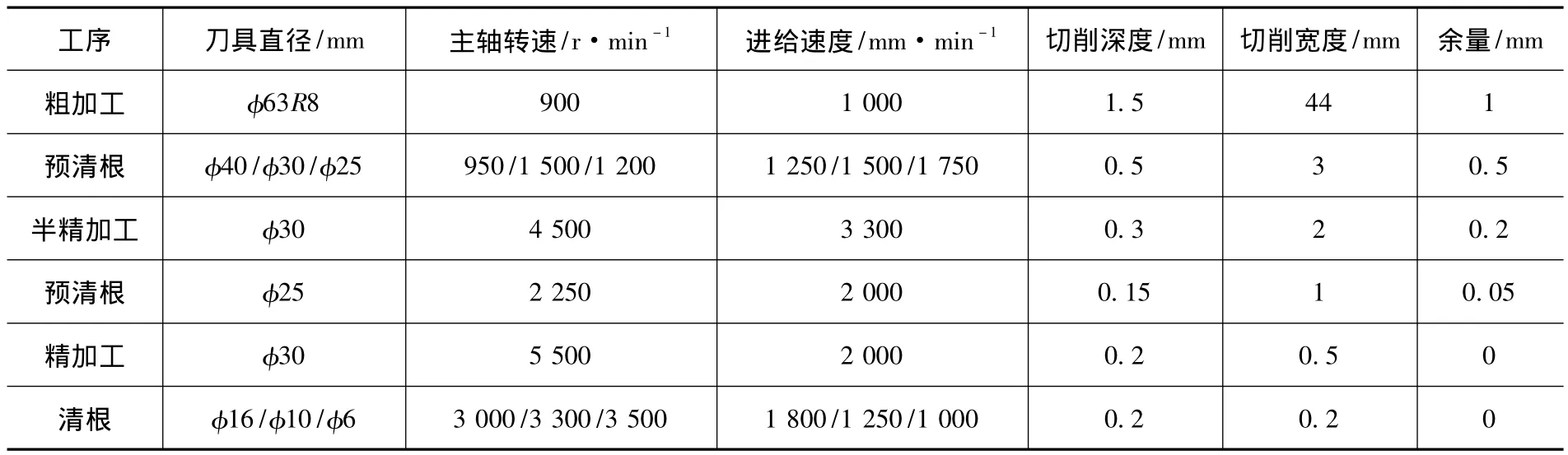
表1 高速加工切削参数
4.汽车覆盖件模具高速切削加工技术的工艺及程序设计
(1)汽车覆盖件模具高速切削加工工艺方案的设计 汽车覆盖件模具高速切削加工,主要分为粗加工、半精加工和精加工工序。
粗加工主要是为了去除大余量,先采用φ50mm球刀进行余量检测,然后根据检测的余量情况选用φ63R8盘刀进行大余量去除。在加工中,因为切入和切出时刀具承受的负载变化大,刀片容易崩,所以,使用φ63R8盘刀开粗时采用等高层切的方式加工,采用圆弧方式切入切出,有效地避免了直线转接,保证了切削加工的平稳性。型腔、转角部位采用小直径球刀进行预清根。
半精加工中通常采用φ30mm球刀进行仿形铣,保证在后序加工中余量分布均匀。精加工中,先采用φ30mm球刀进行加工,型腔、转角采用小直径球刀最后清根完成。根据机床结构、刀具参数和模具型面的复杂程度,半精加工和精加工工序可以分为平坦区域和陡峭区域,或多个区域,平坦区域主要采用三维偏置加工,陡峭区域采用等高加工。由于汽车覆盖件模具高速切削中刀具随型面曲率的变化而变化,为有效地实现高速切削,程序加工的刀具轨迹必须连续,同时切入和切出过程要保证切削的平稳性。
(2)汽车覆盖件模具高速切削加工程序的设计高速切削加工中,由于切削速度高,机床的数据处理和预处理功能 (要求具有大容量缓冲寄存器,可预先阅读和检查多个程序段,以便在被加工表面形状发生变化时,可以及时采取改变进给速度等措施以避免过切)是高速数据处理的依据,但是在实际数控加工中,机床主轴 (或工作台等运动部件)的惯性是一个不能忽略的客观要素。为避免在高速加工过程中机床主轴 (或工作台等运动部件)的惯性对汽车覆盖件模具型面的影响,需要我们在设计程序的工艺方案时加以考虑,并对加工程序的刀具运动轨迹进行重新设计。
刀具轨迹连接的设计:在汽车覆盖件模具高速切削加工中,为了更好地实现高速切削,保证型面加工的连续性,刀具轨迹应尽可能采用圆滑连接,具体如图4所示。
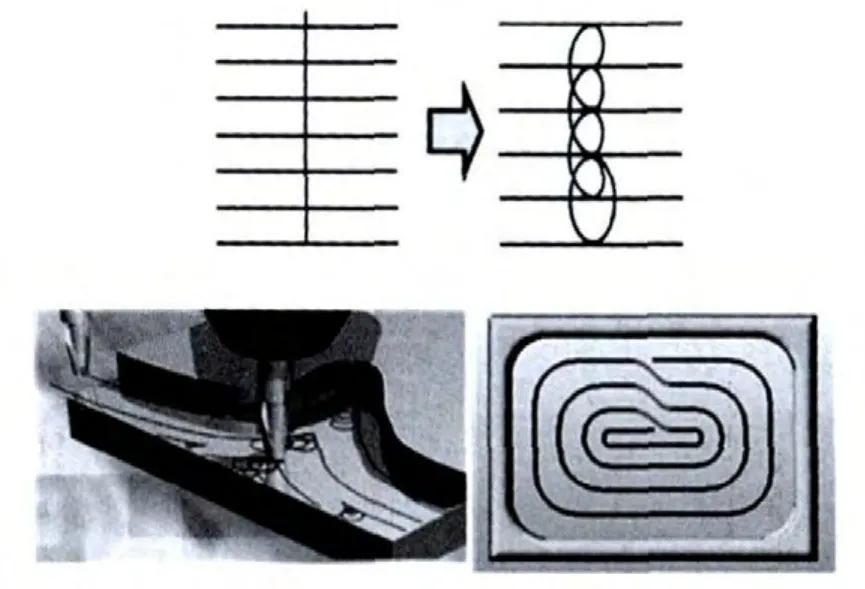
图4 刀具轨迹圆滑连接
高速切削加工中切入和切出的设计:在汽车覆盖件模具高速切削加工中,刀具轨迹切入和切出的设计不仅直接影响到最终的加工质量,而且影响高速加工的平稳性,所以,切入和切出应尽可能的采用圆弧或倾斜式,避免垂直切入和切出,并且切入和切出的连接不能直接在零件上。如图5所示,由于切入和切出采用直接在零件上连接,造成零件边缘不光滑,在零件边缘产生了微小的锯齿,从而影响零件加工的品质。因此,为提高汽车覆盖件模具在高速加工中的品质,切入和切出需选择圆弧或倾斜式,如图6所示。
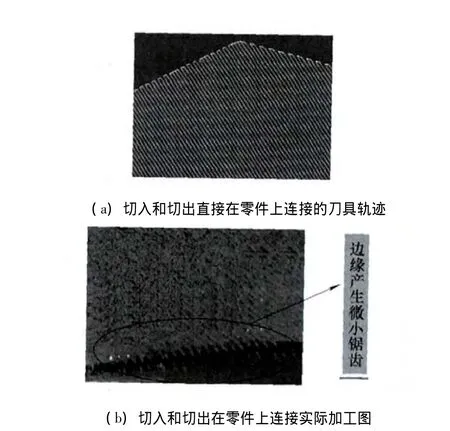
图5 加工中切入和切出采用在零件上连接
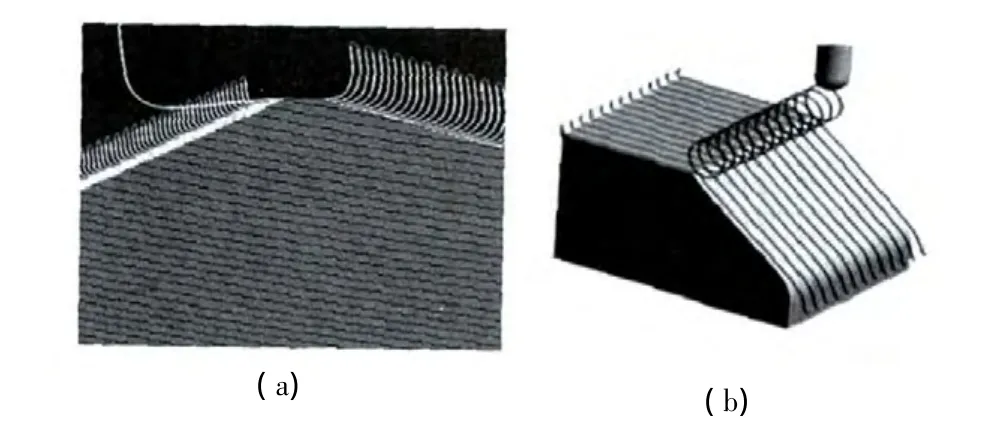
图6 加工中采用圆弧切入和切出
高速切削加工转角的设计:在汽车覆盖件模具高速切削加工中,由于切削速度高,进给快,如果对零件的转角不重新进行设计,加工的零件精度就会降低,如图7所示。因此,转角的设计至关重要,具体设计如图8所示。
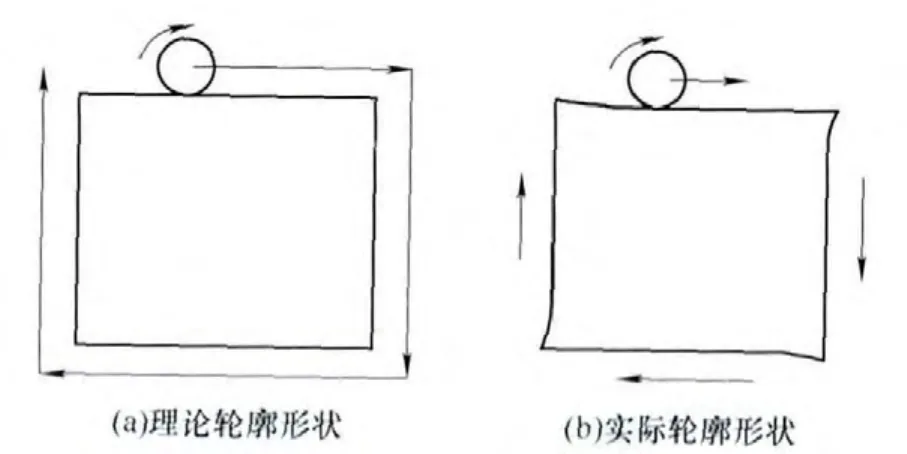
图7 加工中采用圆弧切入和切出

图8 高速加工转角减速处理
高速切削加工点铣的设计:在汽车覆盖件模具高速切削加工中,型面主要是采用球刀进行仿形铣加工。一般采用三轴机床加工时,刀具在切削中刀尖的切削速度为零,型面的加工质量也不理想,刀片或整体式刀具易磨损,同时切削速度也会受到影响,如图9所示。如果倾斜主轴10°,使切削区域远离刀具中心,这样会获得较高的切削速度,刀片或整体式刀具的磨损得到改善,表面质量也会提高,从而实现最佳高速切削状态,如图10所示。
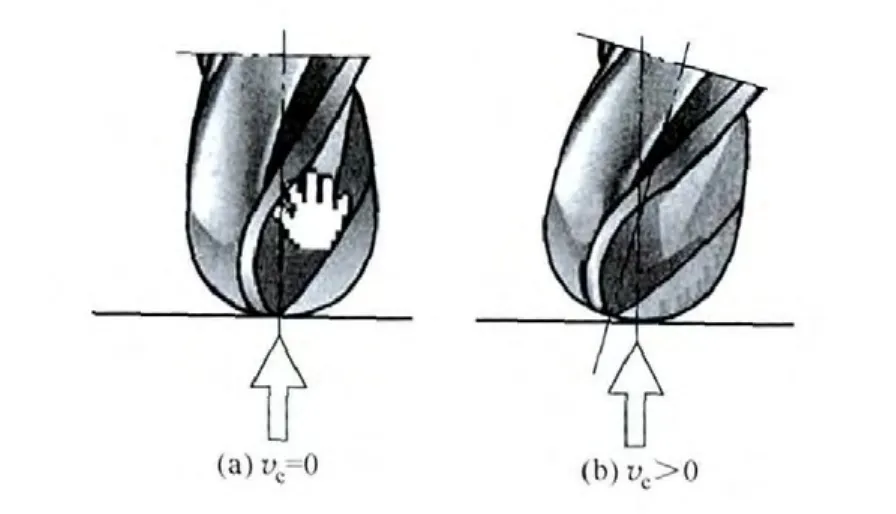
图9 点铣法加工时刀具切削速度
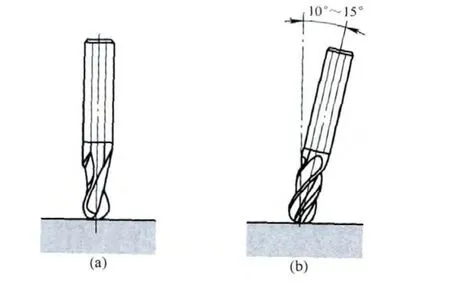
图10 点铣设置
5.结语
高速切削加工技术已成为现代制造加工技术的关键技术之一,有着非常广阔的应用前景。在汽车覆盖件模具制造中,大力推广高速切削加工技术对我国模具制造业的发展有着重要的意义。本文通过对汽车覆盖件模具高速切削加工技术对机床的要求、刀具的选用及其切削参数的优化、加工工艺及程序的设计等方面的研究,为汽车覆盖件模具的高速切削加工建立了一整套技术方案,该方案经在我公司汽车覆盖件模具制造中实践应用,取得了理想的模具型面品质效果。
