高效精巧去毛刺倒角钻锪孔切削工具
2014-10-12尚亚国际贸易公司上海230106章宗城
尚亚国际贸易公司 (上海 230106) 章宗城
不同零件有多种多样的表面,除主要的工作表面外,还有许多次要的表面,如表面和孔口的倒角面、零件互相联接的螺钉孔及其两端面以及荫蔽螺钉头和螺母的埋头孔等。虽精度要求不高,但也需逐一加工,不可缺少。一台机器这类表面加在一起,总加工量是非常大的。如留有毛刺尖角,机器运转中可是产生应力集中和疲劳裂纹的根源。毛刺脱落掉到零件工作和支承表面,会直接影响机器工作性能。毛刺存在会影响下面工序的定位。除去毛刺做出倒角有利于配合零件间的装配。孔口端面与孔中心应垂直,否则螺钉或其他配合件锁紧后会对自身和被联接件造成附加弯曲载荷,也影响机器的工作性能和使用寿命。
通孔进出口两端的毛刺、倒角、端平面和埋头孔等的加工,一般必须翻转零件,多次定位安装才能完成;有些不对称和特别形状的零件,翻转后没有可靠的工艺定位基面,还必须重新设计制造特殊专用夹具。特别是大零件翻转再定位很费工费时,这些均使整个机器的生产效率下降,为加工这些表面而不得不增加成本。
基于关注这些量大而平凡又繁琐的问题,1961年好优利 (HEULE)公司在瑞士成立,即大力研究开发能在一个工序、一次安装、一次往复走刀中,高质量高效地完成通孔进出口两端去毛刺、倒角、锪出两端平面、埋头孔,甚至包括钻孔等复合工步的专用刀具和加工方法。其独特的创意及所开发的精巧、简易且可靠的刀具和工艺引起全球制造业的重视,目前分销商已遍布各地,并在美国和中国等处设立了分公司。当前HEULE公司主要有4大类产品。
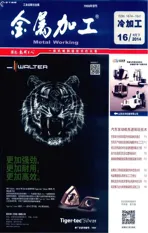
(1)COFA通用型去毛刺刀具。能在一个工序、一次安装、一次往复走刀中,快速地去除平面或非平面孔口正反向毛刺。它用在手工或自动化的批量生产中。图1所示是其可加工表面和刀具结构及工作示意图。特殊形状刀片装在固定于刀体的销轴上,刀片受到弹簧片的控制。刀具工作进给开始切除孔口正向毛刺后,同时承受孔壁阻力,使刀片绕销轴回转,弹簧片被迫向里弯曲,刀尖转出圆弧轨迹。除去毛刺之后,刀片完全进入孔中,启动快速进给,刀具快速穿出孔外,并在弹簧恢复力作用下,再向外伸出至适当位置,向后快进工进以刀片另一侧刀刃加工反侧毛刺,加工后,刀片回转进入刀体,再快退返回至原位置,完成加工。COFA与同类其他产品相比,能非常容易地在不平整孔口和交叉孔口去除毛刺。迄今尚无其他产品可相媲美。由于不同被加工材料的机械性能不同,具体使用时,应选择不同弹簧特性指标的弹簧片、不同的刀片材料和涂层种类。不同直径的COFA刀具结构形状有所不同。
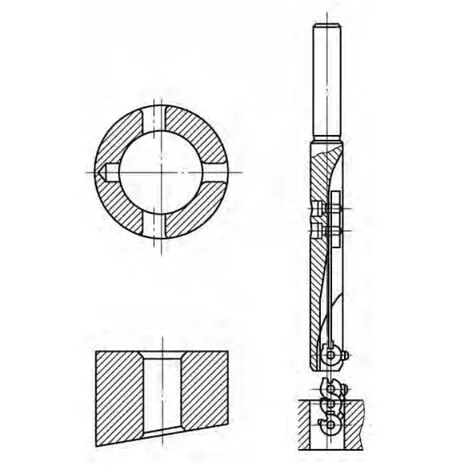
图1 COFA刀具可加工表面和刀具结构及工作示意图
(2)SNAP型刀具,是方便实用的单刃高效经济型正反面倒角加工刀具。刀片可以快速更换,适用于自动化批量生产和任何环境。图2所示为其刀具及加工示意图。在弹簧压力作用下,控制销紧靠在刀片背部特殊的斜槽中,能使刀片顺畅伸出,进行倒角加工,加工后在侧壁压力作用和刀片相应形状配合下可顺畅退回。依靠刀片顶端流畅的圆弧表面设计,刀片通过孔时,不会对孔造成伤害。在加工好正面倒角后,再加工反向倒角时,无需停止主轴改变其转向转速。
SNAP有3种牌号的刀片结构形状,它们均有多种材料和涂层,可根据不同被加工材料、孔径和精度要求进行选择,刀片的具体尺寸一般由倒角大小来确定。刀杆则可据孔径大小选,为适应不同孔径或螺孔,有多种SNAP型号的刀杆可供选择。SNAP型刀具加工范围为φ2~φ35 mm,倒角宽度为0.2~1.5 mm。
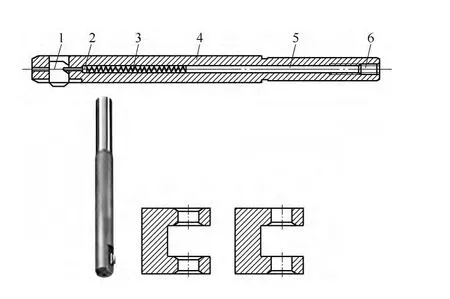
图2 SNAP刀具及可加工表面示意图
GH-S型和DEFA型都是可调式双刃倒角加工刀具,它们的刀片材料和涂层据被加工材料来选择。一般倒角加工可由SNAP担当,但GH-S具有刚性高的联动系统,更适于加工不完整孔、交叉孔和较高精度的孔口倒角。加工后其两刀片在精确联动系统通过控制销作用,同时使之收缩进入刀体,穿过孔时不划伤孔壁。DEFA刀具的功能、结构与应用近于GH-S,刚性也高,可用在产生较大毛刺的难加工材料上,如航空工业用钛合金、镍基耐热合金等以及要求较高的孔口倒角加工中。GH-S型的刀具图和加工示意图如图3所示。GH-S型加工直径范围是φ4~φ100 mm,倒角宽度为0.1~2 mm。DEFA型加工直径范围是φ4~φ45 mm,倒角宽度是0.1~2 mm。

图3 GH-S刀具及可加工表面示意图
(3)VEX-S型、VEX-P型钻孔倒角复合刀具。用这类刀具可以在一个工序、一次安装、一次往复走刀中完成钻孔、孔口单面或双面倒角的复合工步,经济实用,效率极高。钻孔用的钻头有两种即麻花钻型和扁钻型。VEX型优点为易定心,具有凸的主切削刃和凹而大的排屑槽,加工中多生成易排出的短切屑。两种钻头可以方便更换,均有内供冷却液。倒角加工是利用前述可靠紧凑的SNAP系统。VEX-P型刀具前装的是整体的麻花钻。图4显示VEX-S型夹持的钻头是扁钻,它采用独特的三明治方式以螺钉紧固。VEX-S可钻孔径为 φ5~φ11.5 mm,VEX-P则为φ11~φ16 mm。
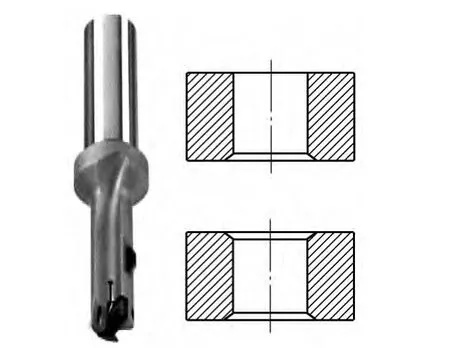
图4 VEX-P刀具图及可加工表面示意图
(4)SOLO(单刃)和GH-Z/E(双刃)、BSF(单刃)刀具用于高效锪孔口正反面或只锪反面的埋头孔。SOLO型可用在加工中心、多轴机床等多种设备上。可加工材料范围广,也可加工断续表面上埋头孔,加工孔径d为6~25 mm,埋头孔直径为2d-1。其动作原理是装在机床主轴上的刀杆在刀具未回转时,离心重块在中心,精巧的联动机构使刀刃内藏在刀杆中,轴转动,重块向外移动到一定位置,联动机构带动驱动杆传动刀片径向伸出进行加工。轴停转,在弹簧力作用下,可把重块返回,使刀片退出返回。整个过程操作方便,加工质量可靠。图5所示为SOLO型刀具图和加工示意图。
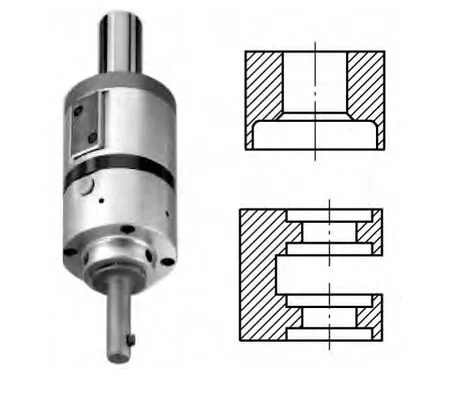
图5 SOLO刀具及其可加工表面示意图
GH-Z/E型刚性好,能稳定精确地加工螺孔背面及难加工材料的沉孔和进行大零件背面的反扩。针对不同被加工材料,可分别选用不同的刀片,刀具的内冷结构使冷却液直接作用于刀尖。在CNC加工设备上,刀具内的传动机构保证主轴逆时针转动时,刀片缩回内藏,顺时针转时,刀片伸出进行加工。据需要是锪单面,还是双面沉孔,确定后可在程序制定中决定主轴往返进给路径和正反转的路程和时间。GH-Z/E刀具可在预加工孔径d为20~80 mm的范围内,加工埋头孔直径为2d-1。其刀具图和加工示意图如图6所示。

图6 GH-E/Z锪沉孔刀具及加工示意图
除以上标准产品外,好优利公司考虑到不同行业零件结构形状不同,材料和加工设备不同,机械加工工艺规程和要求都有不同,可以分别为各行业灵活地提供特制刀具,以使这些专用刀具在不同领域发挥最大效果。