提高白车身冲压件材料利用率的方法
2014-10-10李凤华申强一汽解放公司卡车厂
文/李凤华,申强·一汽解放公司卡车厂
提高白车身冲压件材料利用率的方法
文/李凤华,申强·一汽解放公司卡车厂

李凤华,一汽解放卡车厂冲压工艺技术主查,正高级工程师,一汽高级专家。目前主要负责解放卡车冲压工艺技术工作及冲压发展改造工作。其负责的多个项目获得吉林省市级奖项。
质量和成本是企业竞争力的核心。过去,我们在准备做新车型时往往只重视模具成本和零件质量,忽略了材料利用率问题,而冲压件的材料利用率是冲压件投产后生产运行成本的重要指标。一般情况下,冲压件重量占汽车白车身总重量的95%以上,材料成本占冲压件成本的60%~70%,要想降低冲压件的成本就必须降低冲压件材料成本。降低材料成本的重要途径之一是提高材料利用率,降低材料消耗。
材料利用率及材料定额的定义与计算方法
材料利用率
冲压件钢板材料利用率是指材料直接用在汽车本身上的比率。不同的企业有不同的材料利用率的计算方法,但大体思路是一致的。通常情况下:材料利用率=一个零件的净重/一个零件的消耗定额。
材料利用率说明材料被有效利用的程度。材料利用率是衡量冲压件经济性的重要指标。对于一个冲压件来说,材料利用率越高,意味着材料消耗越低,所以,在产品一定的情况下,提高材料利用率,是降低材料成本的有效途径。
金属材料消耗定额
材料消耗定额简称材料定额,它是指生产合格产品所需要消耗一定品种规格的材料的数量标准,包括材料的使用量和必要的工艺性损耗及废料等。
金属板材消耗定额的计算公式为:一个零件(冲压件)的消耗定额=卷重/可制零件数(或一张板料的重量/一张板料可制零件数)。零件的材料消耗包括从开卷剪切(落料)开始的所有加工过程产生的材料消耗。制定材料消耗定额,主要是为了利用定额这个经济杠杆,对物资消耗进行控制和监督,材料消耗定额对企业的生产成本控制具有重要意义,也是产品价格核算的重要基础和依据。
影响材料利用率的因素
影响材料利用率的因素有很多,主要因素有以下几方面:冲压件的产品结构、工艺方案、模具结构等。要想提高材料利用率,降低材料消耗,必须在这几方面下功夫。
产品结构:不同的产品结构方案其成本差别是非常大的,在满足功能的前提下,要尽量采用简单的结构或少无废料的结构。
工艺方案:不同的冲压成形方法,是否采用落料、是否成双生产、采用拉延成形还是压弯成形等对材料利用率的影响都很大。
模具结构:模具工艺型面的形状与大小、拉延筋的布置等都对工艺补充的形状和大小有很大影响,应在前期工艺模拟和DL图设计时重点关注,工艺人员在会签时要重点关注和控制。
工艺方案和模具结构都是为产品服务的,工艺方案的制定依据也主要是产品结构,所以产品是材料消耗和材料利用率的首要因素。要想提高材料利用率,降低材料消耗,首先必须重视产品设计阶段对材料方面的考虑,其次在产品一定的情况下要在工艺准备方案和模具结构上下功夫,否则,在产品投产以后再考虑提高材料利用率降低成本,往往投入大量的人力和物力却收效甚微。
提高材料利用率、降低材料成本的主要方法
提前确定材料利用率目标
根据目标车型提出材料利用率指标,综合考虑产品特点和以往车型经验,给出经济合理的材料利用率目标,将该目标值作为产品设计、工艺设计和模具设计的输入条件,并在整个产品开发和准备过程中将其作为重点指标来进行管理和控制。
做好产品开发同步工程工作
即工艺开发与产品开发同步进行。工艺人员是产品设计和产品制造的中间桥梁,应提前介入产品开发设计,并重点从材料利用率和材料消耗入手,对产品设计进行评审并提出材料方面的产品更改申请单,将提高材料利用率的要求和目标提交给产品设计者,并在产品设计阶段就提出具体的产品套裁和废料利用方案,工艺人员要加强与产品设计人员的沟通与交流,在保证产品结构和功能的情况下尽量满足工艺提出的要求。
在 产品结构方面
⑴零件结构要尽量简单:产品结构简单,不仅工序少节约模具费用,有利于质量提高,更能有效减少工艺废料,提高材料利用率。对一些梁类零件,应尽量简单,采用简单的压弯和成形工序而不采用拉延工序。
图1 结构废料多,材料利用率低的零件
⑵分块要合理:产品结构上要尽量避免结构废料太多的形状,如图1所示,这类零件的材料利用率很低。产品设计人员更多从功能上考虑,较少关心材料利用率问题,这时就要求工艺人员要及时将主机厂工艺要求反馈给设计者。对这类零件的解决方案:a)可以在设计上考虑分成几个零件焊接在一起;b)采用激光拼焊板冲压零件;c)如果实在不可分,尽量考虑利用结构废料。
冲压件的材料选择
在材料牌号的选择上,一个车型所选的材料品种及料厚的规格尽可能的少,这样既便于废料的利用,也有利于合并材料规格,降低材料采购成本。
材料的厚度尽可能选用常用和标准厚度。小件材料的选择应尽量向能产生可利用废料的大件靠拢,以便在产品设计和工艺设计时就确定废料利用方案,投产时直接利用废料生产。在满足成形性要求的情况下,尽量采用级别较低的材料牌号。一些梁类的结构件,应尽量采用高强度板材料,提高车身强度,减轻自重,降低材料成本。
在工艺设计方面
⑴对一些形状简单的零件,如加强板、横梁等,可以用简单的压弯工序或成形工序代替复杂的拉延成形工序,不仅可以节省模具投资,还可以减少工艺废料,降低材料消耗,提高材料利用率。
⑵有些内部件,如果能够满足产品功能要求,尽量用落料、压弯工序而不用成形工序,降低材料消耗,如图2、图3中的横梁和工艺。能用成形生产的就不用拉延生产。
⑶在编排工艺时有时需要综合考虑模具成本和材料成本。如有的零件不用落料模也能生产出合格件,为了节省一套模具费用就可以不用落料工序,但如果采用落料工序可以节省材料的话,则需要进行综合计算。通常对于大批量汽车生产来说,后期生产节省的材料费用可能要远远高于模具成本,这时就应从长远考虑增加落料模具。

图2 某横梁
⑷合理排样和设置搭边值。中小件的毛坯排样对材料消耗定额和材料利用率影响很大,根据展开毛坯形状选择具体排样方法。具体的排样方法有直排、斜排、对排、混合排、多排等排样方式,但是选择排样方法的原则是少无废料,同时要考虑模具结构、零件精度要求、定位方式和操作的方便等。有些排样方法在理论上虽然节省了材料,但在实际生产中操作难度大,而且易产生废品,所以要结合生产实际来确定合理的排样。搭边值的大小,影响着材料利用率,所以搭边的正确选择很重要。影响搭边值的主要因素有:展开毛坯形状、毛坯尺寸、送料方式、压机的冲程次数、材质和料厚等,一般资料中都有搭边值表,可根据料厚、毛坯形状、尺寸大小、送料方式等来选取,并根据现场的实际情况加以修正。由于实际生产中定位准确性和操作的问题,一般按理论最小搭边值在生产中会存在问题,所以实际确定的搭边值应比查表得到的搭边值大10%~20%。
⑸对于中小型零件在工艺设计时要考虑尽量利用现有废料生产,以便在模具设计时直接考虑利用废料的结构。否则投产后再考虑利用废料则调试和组织难度较大。
⑹采用成双生产工艺。汽车零件有许多对称件,这些零件在工艺设计时最好采用成双生产工艺,不仅提高效率,降低成形难度,保证质量,还能提高材料利用率,减少工艺废料损失。有些件也可采用一模多件的形式提高材料利用率。
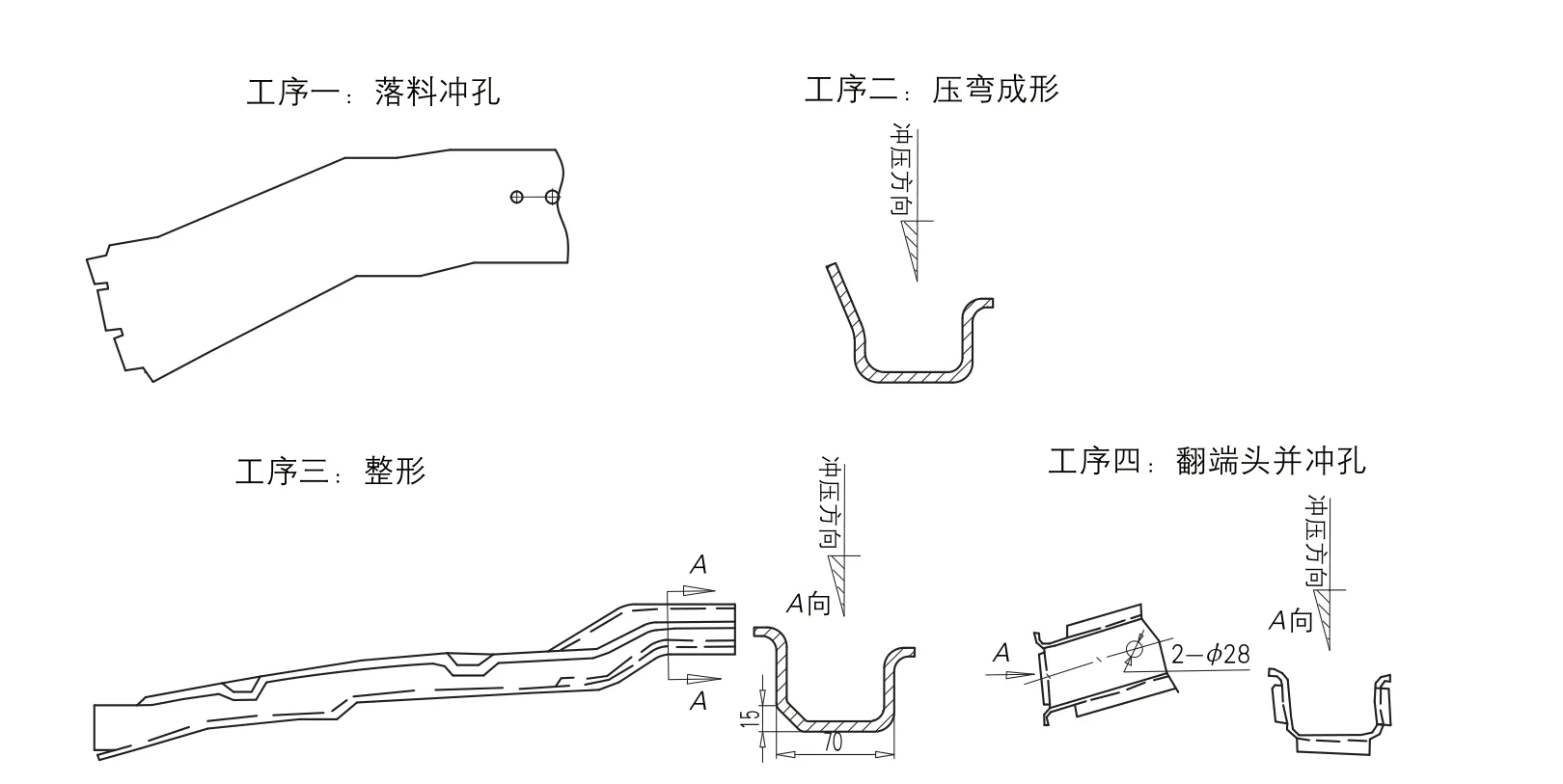
图3 采用压弯工艺代替成形工艺
⑺采用开卷落料工艺,实现少无废料。对于外表面件采用开卷落料方式落料,不仅能够提高生产效率和质量,由于开卷落料没有搭边,可提升材料利用率,对于有些零件可达到无废料落料(剪切),利用率大幅度提升。同时在开卷落料时有大废料的模具要设计成废料能回收的模具结构,并与开卷厂沟通,保证开卷废料的回收利用(图4、图5)。
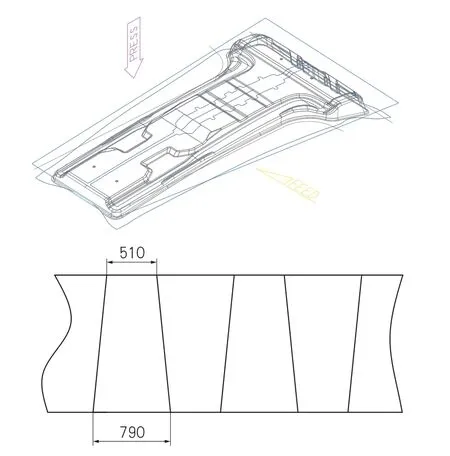
图4 采用开卷落料(摆剪)和成双生产工艺
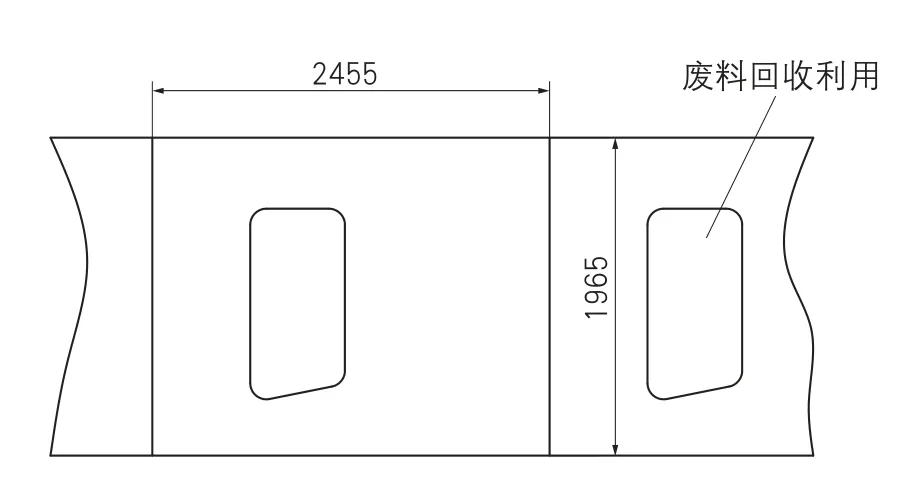
图5 某车型侧围开卷废料回收利用
⑻采用套裁工艺,使小件与大件在同一套模具内,一次出两件或多件,既提高了材料利用率也减少模具投入,提高生产效率。
模具设计与调试
⑴对大型零件在模具设计时要考虑废料的回收和利用。如某卡车的后围窗口的废料,按正常工艺该件在自动线生产,其废料应切断从废料输送线自动排除,但考虑该件废料利用价值很高,在模具设计时要求将该件的废料不要切断并从设备的侧面滑出,使该件的废料得到回收和利用。在自动生产线上的废料回收,要在模具结构和生产线采取特殊措施,保证回收的可操作性(图6)。

图6 后围废料利用排样图
⑵在DL图和模具结构图设计时尽量保证工艺补充最小化,在保证产品质量的同时保证钢材最小化。对于一些形状简单的零件可采用浅拉延的方式,直接以制件的法兰面做为压料面,这样可最大限度的减少工艺补充,提高材料利用率,如J6的前围某些横梁。此项须充分利用CAE模拟技术,提前模拟判断工艺和模具结构,以保证质量要求。
⑶模具调试时,要尽量调到毛坯材料最小。毛坯料无论是条料还是落料,在毛坯试验时都要尽量做到修边废料最小,毛坯最小。因为在毛坯尺寸试验时都是在模具制造调试阶段,在模具制造厂进行,主机厂的工艺人员要对此关注,并提前对模具厂家提出有关材料利用率等方面的具体要求,保证试验出的毛坯尺寸既能生产出合格零件,又用材最少,减少不必要的浪费。
结束语
车身材料利用率的提升是降低成本的有效途径。提高材料利用率的方法很多,在车身产品开发准备的整个过程中,材料利用率指标在每一个环节都要控制,在实际工作中要时时都有成本意识,加强各部门的沟通与合作,同时要加强对模具供应商的管理和要求,只有各个环节都重视,才能达到降低成本的目标。
