冲压生产线中“卡料”问题的解决措施
2022-04-20刘瑞
刘 瑞
(天津汽车模具股份有限公司,天津 300308)
1 引言
“卡料”是多方面原因造成的结果,其制件工艺内容安排合理性;废料刀位置及角度的不利;模具结构设计滑料空间不足;刃口间隙不正确;废料毛刺过大等等,当然设备单位时间内高频的冲次也是重要因素之一。
如何从制件成形工艺和模具设计阶段就杜绝卡废料问题的出现?下面具体介绍废料卡料问题的解决措施。
2 废料分类及问题解决措施
废料所处制件位置可分为“外部”和“内部”两种。外部依废料又可分为直段废料和角部废料。
(1)直段废料以废料刀刃口朝向,可分为3种。
a.废料刀刃口同向(见图1)。送出料方向,同向废料刀A和B将废料切断后,A刃口一侧掉落,废料以其对角线为半径,以B刀背为支点旋转滑落。废料对角线应小于滑料空间5mm。废料刀安装座视情况可加大让空或做倒角处理。

图1 直段废料滑出状态
见图2左右导向方向,滑出侧废料刀刃口较高,则废料刀B让空R值为以废料刀A刃口为原点,以废料刀A与B刃口之间距离为R值加工废料刀B刃口让空。

图2 直段废料滑出空间轨迹
b.废料刀刃口相对(见图3)。

图3 废料刀位置及刃口参数
废料刀刃口相对,若废料为弧形切开后会伸长,易被卡在刃口之间。下型刃口高度Y降至5mm,立切处刃口法向X小于3mm。上型镶块刃入值应大于下型刃口高度,即可利用上型镶块将废料推出下型刃口。
c.废料刀刃口相背(见图4)。废料切断后会停留在废料刀上,需要设置顶料装置将其顶出或废料刀分别向外侧旋转5°,以便改善滑料空间。
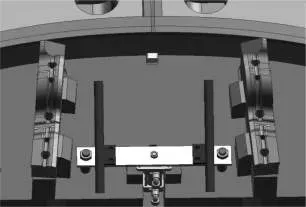
图4 托起废料装置
(2)外侧直段废料二次切断杜绝修冲模具由于废料刀产生的碎屑。
发动机盖外板,车门外板,顶盖等内外覆盖件的修边序模具。修边序模因采用废料刀切断废料,在这一过程中,由于废料的撕裂产生碎屑。
采用上型安装聚氨酯,设置在悬臂废料处,冲压过程中控制废料切断后的滑落方向。限制废料飞溅由上型安装台和聚氨酯组成(见图5),总高度值C。
S为模具闭合状态,聚氨酯与废料之间距离,S<10mm,H为上型聚氨酯安装台高度,H<150mm,L为聚氨酯高度,根据C与H差值确定。上型聚氨酯安装台直径D=70mm,安装中心,X向位置确定原则为(见图6):L1≥L2+30(L为废料长度),Y向以一次切断后滑落位置为准,选择B1=B2+10的位置。

图6 防飞溅预压位置参数
(3)角部废料的滑落状态,较直段废料复杂多变,依照其形状分为以下3种,而其形状不同,决定其滑料道空间大相径庭。
滑料空间是废料滑出是否顺畅的决定性因素。
a.图7中角部“J”形废料。滑料道宽度:L2>L×1.5时,L1≥L+100,L2≤L×1.5时,L1≥L3+50。
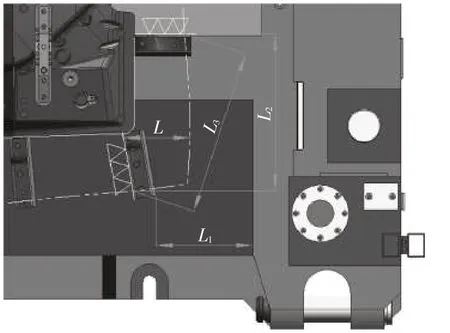
图7 “J”形废料滑料空间
b.图8中角部弧形废料。L为废料最大尺寸,当L2>L1时,废料沿顺时针方向旋转趋势,L3=a1+a2+100;当L2≤L1时,L3=a1+30。

图8 角部弧形废料滑料空间
c.图9中反“7”废料。切断后沿箭头X方向侧滑,然后沿Y向滑出,L3≥L+L2+70。
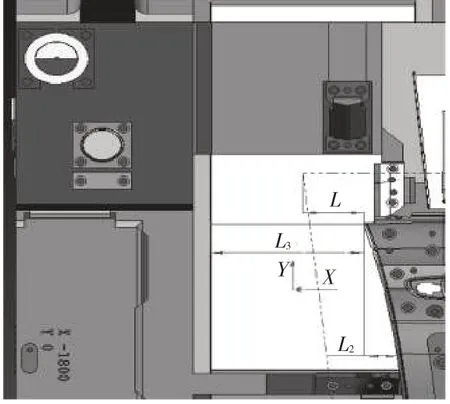
图9 反“7”废料滑料空间
3 废料滑出方向及解决措施
废料滑出的空间不仅对模具的X、Y向有要求,而且针对模具Z向,即高度方向同样也很重要,它也是卡料的一个大比例因素。
(1)图10中过桥滑料道。H为过桥处最小实际尺寸,G为滑料道角度,K为下型本体滑料道角度,E为废料高度,C为废料宽度。当E<C时,E<50,H=100;E≥50,H=E+80;当E≥C时,H≥C+80。G≥K,考虑避让模具本体安装螺栓。
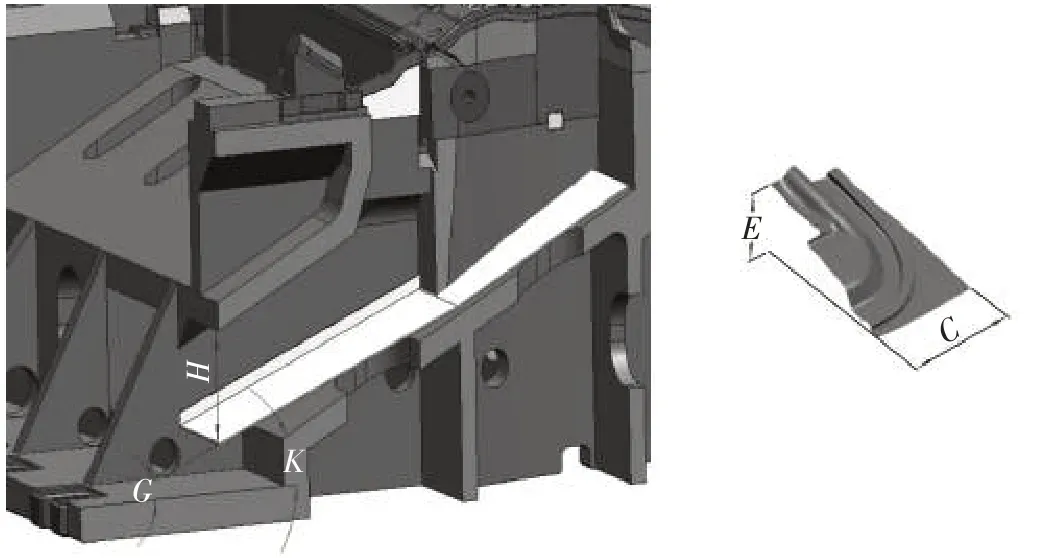
图10 滑料道空间参数1
(2)废料长度对滑料空间的要求(见图11)。
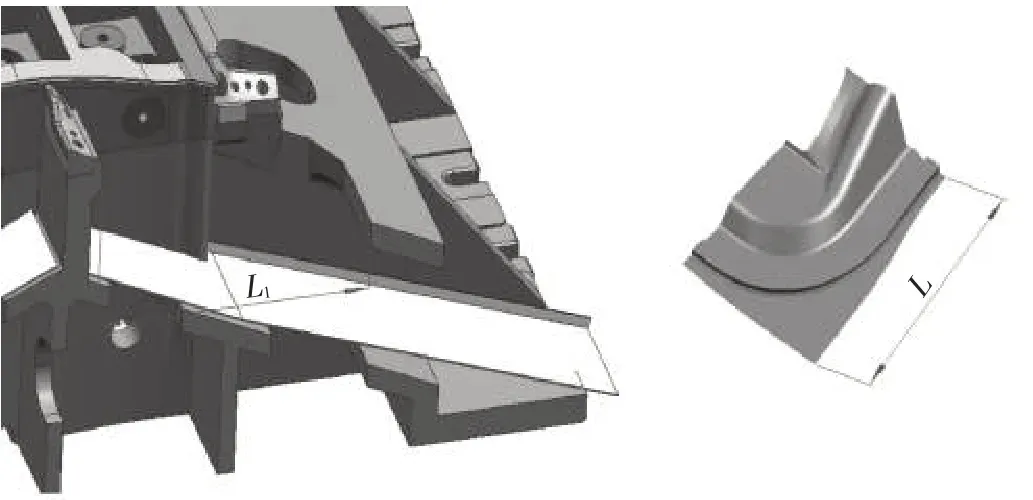
图11 滑料道空间参数2
L为废料长度,L1为下型本体落料空间长度,L1≥L+100mm。
一级滑料板角度要求(见图12)。

图12 一级滑料板
满足模具强度和滑料空间为前提,首选滑料道角度>30°,20°<G≤30°滑料道采用滤油网板。
15°≤G≤20°滑料道铺设滚轮。
G<15°滑料道加装振动器,推料机构,传送带。
(3)垂直方向滑料板(见图13)。
图13 垂直方向滑料板
修边或冲孔废料滑出的一级滑料板与二级滑料板方向呈垂直状态,图14所示是此类滑料板形式在模具中的应用。

图14 垂直方向滑料的应用
如图15所示,废料从一级滑料板滑出后,因惯性撞击二级滑道侧壁,急易卡废料或废料堆积在一级与二级相交处,造成废料堵塞。一级滑料板应做两向倾角,类似旋转滑梯样式,使废料沿弧线滑过一级滑料板,滑入二级滑料板。
如图15所示:W≥Wf(废料最大尺寸)+20,W1≥W+5。

图15 三维状态滑料板参数
30°≥α≥15°,β≥20°,γ≥15°。
4 结束语
模具冲压废料因制件的不同,其形状、尺寸等千变万化。即使是同一套模具,因冲压的先后刃口的磨损差异,致使产生毛刺不同也会影响废料滑出的状态不同。但经过在生产一线不断的总结归纳,寻找出其规律性,也是能够最大限度的避免“卡料”现象都发生,提高生产效率。
