锻造自动化生产线概述
2014-10-10董吉顺曲业闯杜利斌杨仁硕沈阳新松机器人自动化股份有限公司
文/董吉顺、曲业闯、杜利斌、杨仁硕·沈阳新松机器人自动化股份有限公司
锻造自动化生产线概述
文/董吉顺、曲业闯、杜利斌、杨仁硕·沈阳新松机器人自动化股份有限公司
由于锻造行业存在高温、污染严重、劳动强度大等问题,近些年来,锻造企业招工越来越难,即使招来了工人,人员流动也非常频繁,给企业带来了一系列的问题,正常的生产订单难以保证,增加了新员工的培训成本,新员工到熟练工人需要一定的时间,产品质量的一致性难以保证。为了解决这些问题,很多锻造企业纷纷开始或正在考虑把原有的生产线升级为自动化锻造生产线。
锻造自动化生产线的设备配置
通常一条锻造生产线中包含的设备有加热炉、压机、机器人、传输车、中转料台、机器人、模具喷淋润滑设备、总控系统等,有些还配有辊锻机、扭拐机。根据生产工艺的不同,配置的设备也各不相同。对于钛合金、铝合金锻造,由于始锻温度和终锻温度控制的比较严格,所以,还要有测温传感器,对坯料进行测温,模具上装有加热装置进行模具预热。
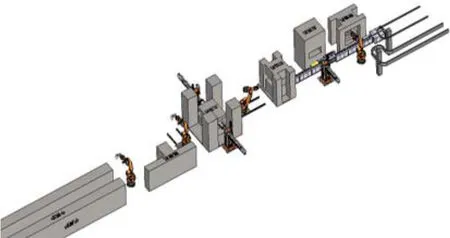
图1 曲轴自动化锻造生产线设备布局图
机器人、机械手是自动化锻造生产线中最常用的工件传输设备,完成工件在模具各工位之间的转换以及工件在各设备之间的传递。机器人通常是指垂直六关节型机器人,此类机器人为标准产品,只要从机器人公司采购就可以了,末端还要给机器人配上相应的工具,使机器人能够完成规划的动作。机械手通常是根据工厂的生产工艺和生产设备定制的。机器人的优点是柔性好,可靠性高。机械手的优点是针对性强,与生产线的设备、空间等结合密切。机械手的运动轴数通常比机器人少,因此柔性差。
机器人、机械手末端的夹手是自动化锻造线能否可靠运行的重要因素之一,夹手既要有足够的夹紧力,又要准确定位,确保工件能够准确放到模具的型腔中,锻出合格工件。由于锻造所处的高温环境,夹手还要做好隔热防护,夹手材料采用耐热材料,多为耐热模具钢。夹手动力源通常为液压或气动,主要根据夹持工件的重量、形状尺寸、上下模开模高度尺寸、夹手结构形式等选择动力源。
总控系统
总控系统是整条生产线的调度指挥中心,调度和指挥各设备完成各自的工作,总控系统具有以下功能:

图2 垂直六关节型工业机器人

图3 非标型机械手
⑴生产管理功能。生产管理功能是对各种生产信息进行收集、传输、存储、统计并执行生产管理指令的人机交互系统。
⑵现场 监控功能。提供物流在线仿真界面,以图形化实时显示在线产品所处工序、产品信息、设备状态、故障情况提示、报警信息等。
⑶生产线运行控制功能。生产线运行控制功能主要是协调、控制、保障整条锻造生产线安全、可靠、高效的运行,根据工艺要求把生产线分成几个区域。
采用分区域启动、分区域控制的方式来完成整个生产线的控制。总线通过检测各个单机设备的运行状态,在某一区域或某一设备故障时,指挥其他设备动作,根据不同的状态对各单机设备发出不同的指令(等待,再恢复,或是全线停车)。
⑷生产线安全防护功能。采用基于安全总线的独立控制系统对生产线中的危险设备进行监测,以免对人员和设备造成损害。
⑸数据处理功能。监控系统具有数据采集、显示和记录功能,对于数字量,监控系统可直接显示状态;对于模拟量,既可进行趋势显示,又可进行数字显示。同时,对于重要数据可以进行数据库的存储,以便对生产数据进行分析处理。
⑹设备管理与维护功能。监控系统提供“设备管理与维护系统”,用于实现全线各设备的管理和维护功能,极大地方便了维修人员对设备的管理和维护工作,包括设备信息管理、故障信息管理、故障监控与预测管理。
⑺报警处理功能。上位机监控系统接收各设备的报警信息,实现全线的故障报警汇总和各设备报警信息实时显示。
报警页面用于显示实时报警信息,包括所有处于激活状态的已确认或未确认报警。报警页面分为左右两部分,左侧为报警操作栏,右侧为报警信息栏。报警操作栏包括报警确认、报警页面任务、报警过滤等3个操作按钮组。报警确认用于完成报警确认、报警消音等任务;报警页面任务用于完成报警页面翻页操作;报警过滤用于完成报警过滤操作。
报警等级分为3级,分别是紧急报警、一般报警、警告信息,紧急报警最为严重,警告信息级别最低。每条报警信息有一个报警等级,在报警信息列表中等级高的报警优先被响应。
⑻报表及打印功能。上位机监控系统提供功能强大的报表功能,实现对系统全线数据、操作、报警等信息的数据统计、报表生成及打印功能。报表系统提供数据报表、操作记录报表、报警信息报表等。
⑼权限功能。上位机监控系统提供两种操作权限来保证系统安全,分别为运营操作级和系统管理级。系统管理级是指在对总线控制系统进行软件维护、故障维修等管理时的权限分级,运营操作级是指总线控制系统在运营状态下的用户操作权限分级。
⑽帮助功能。上位机控制系统软件为操作员提供完善的帮助功能,帮助内容为简体中文版。当然上述功能在实施过程中可以根据需要及投资成本进行取舍。
结束语
作为系统工程的自动化锻造生产线除上述介绍内容外,还要总体考虑车间的布局,进出料方式和物流走向,电、水、气的供给,模具换模和预热的方式等,这些需要拥有综合工程经验的团队来做。随着我国自动化设计、制造能力和水平的不断提升,依托我国锻造自动化需求的大市场,相信我国的锻造自动化水平必将处于世界领先地位。
董吉顺,机器人事业部副总经理,完成国内多条自动化锻造生产线的设计和改造,拥有丰富的锻造自动化工程经验。
