浆料汽提螺旋板换热器泄漏的原因分析及预防
2014-09-28赵峰
赵 峰
(内蒙古乌海化工有限公司,内蒙古 乌海 016034)
1 浆料汽提工艺流程
由于聚氯乙烯树脂的溶解和吸附作用,在聚合反应结束时,树指中含有高达2.0%~3.0%残留单体,为了彻底消除树脂中残存的氯乙烯,必须依靠汽提装置进行处理。螺旋板换热器作为汽提装置的重要设备,其正常使用与否对浆料汽提的操作至关重要[1]。浆料汽提装置基本流程简图见图1。
浆料自出料槽经过汽提送料泵进入螺旋板换热器后,再经流量计调节控制后,进入汽提塔塔顶,高压喷淋水也从塔顶进入,在汽提塞板塔上与从塔釜进入的蒸汽传质传热,而后,通过塞板孔流至塔釜。从塔釜出来的浆料经专用的浆料泵先行进入螺旋板换热器的另一侧,与从出料槽送来的浆料进行热交换,之后,再进入混料槽送干燥离心。从塔顶出来的气体经塔顶冷凝器冷却,冷凝水进入冷却水储槽去冷凝水处理装置,不凝气体氯乙烯去连续回收装置。
2 螺旋板结构分析
螺旋板换热器是由2张平行的金属板卷制成2个螺旋形通道,冷热流体之间通过螺旋板壁进行换热的换热器。在汽提塔的运行过程中,螺旋板换热器将塔釜出来的高达100℃以上浆料的热量传递至进塔浆料。螺旋板换热器内部基本结构示意图见图2。
从图2可以看出,进料浆料(冷料)从螺旋板的侧面管进入,再从螺旋板的中间出料口流出,出塔浆料(热料)从螺旋板的另一中间进料口进入,再从其侧面管流出,二者在其中进行热交换。
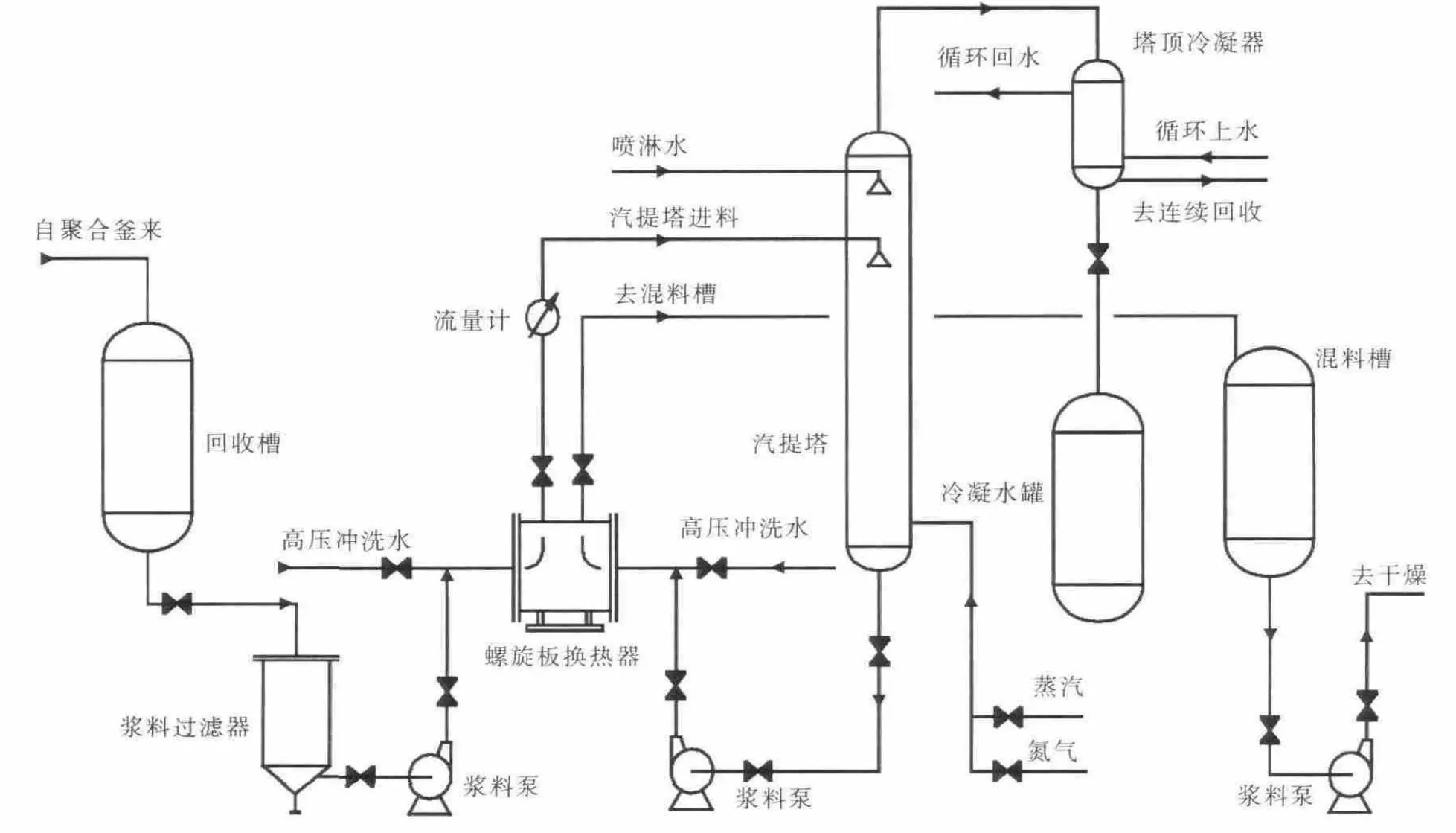
图1 浆料汽提工艺流程简图
图2 螺旋板换热器内部结构示意图
3 影响螺旋板换热器运行的主要因素及采取的措施
3.1 温度
3.1.1 温度影响分析
自浆料回收槽进入螺旋板的温度为45~60℃,而汽提塔生产控制需要浆料温度为110~118℃,虽然温差50~70℃,不是很大,也不会对螺旋板带来较大的破坏。但当因客观原因出料槽中浆料温度过低时,要保持进料流量不变,往往需要更多的蒸汽量,这就会造成部分蒸汽夹带进入螺旋板内,从而产生因热交换而间断性出现的撞击现象,这对螺旋板尤其是其焊缝等薄弱环节极易造成极大的破坏,也是产生内漏的一个重要原因。
3.1.2 采取的措施
在实际操作中,注意控制汽提塔进料的稳定性,提降量也不宜波动太大,而应是平稳地逐步调整。因为系统生产负荷的大幅波动不但对设备的无形损坏严重,而且还因汽提塔本身的特殊性而可能产生杂点从而影响产品质量。当因特殊情况出料槽温度较低时,先调节进料流量低一些,待控制平稳后再逐步提量,或者对出料槽预升温,这样,对螺旋板换热器的影响会小些[1]。
3.2 压力及压差
3.2.1 压力及压差的影响分析
螺旋板换热器的设计压力为1.6 MPa,进料端的压力为0.6~1.0 MPa,出塔端的压力为0.2 MPa左右,二者的压差为0.6~0.8 MPa,也就是螺旋板换热器长期处于单侧受压状态,当其超过设计压力时,会对设备的焊缝、应力等造成严重的影响,所以,在实际使用过程中,要加强对其检查。一般情况下,压力或压差变化存在以下3种情况。
(1)因螺旋板换热器结构的特殊性,就其内部物料状态而言,压力损失随操作流量的增大而增加,因此操作流量一定要与系统的设计相适应[2]。
(2)实际生产中需对其用高压水进行冲洗,因高压水的压力可达2 MPa以上,常常会出现超过其设计压力的情况,造成换热器内漏。
(3)当螺旋板内堵塞或不畅时,为了满足生产的需要,会相应地提高操作压力,也会造成超压现象。
3.2.2 采取的措施
受压不匀是换热设备的共性,但螺旋板换热器因板壁较薄,两侧压差太大不但会使设备变形,而且对焊缝、设备会造成较大的影响,要避免换热器两侧压差过大,应从以下几个方面采取措施。
(1)生产操作应以设计流量为依据平稳运行,以避免因流量波动过大而引起的物料沉积现象。
(2)最好定期用高压水冲洗一次,且设定冲洗泵的安全阀起跳压力为1.5 MPa,在实际生产中,以每周1次为宜,可利用流量较低或停车的间隙。冲洗时,另一侧充水充压,以尽量减少其压差。
(3)当然冲洗情况不好时,应立即停止,采取人工方法清理。
3.3 塑化片
3.3.1 塑化片的影响分析
一旦有塑化片存在则会极易停留在螺旋板中造成堵塞,从而使整个生产性能下降,甚至无法正常生产。通常采用办法是用高压水冲洗,从生产经验来看,因塑化片在内部受热变形往往很难冲洗掉。由于在螺旋通道内有定距柱用做支撑通道间距,在使用时不规则的塑化片就会缠绕在其上面,而且越积越多,最终将其大部分通道堵塞。
3.3.2 采取的措施
(1)定期检查进汽提塔的浆料过滤器,一般其内部有4目的筛网,要严格检查以防其破损而失去作用。更换筛网时要认真检查是否符合标准。
(2)在进塔的进料喷头上安装专用的网状容器,其目的是不会造成进料不畅,又起到二次过滤浆料的作用。最好每个月打开清理汽提塔的上部塔盘一次,以防其最终进入螺旋板换热器内。
(3)每6个月左右将塔盘吊出进行大清理,同时一并将螺旋板打开检查,在其尚未严重堵塞时作好维护。
3.4 清理方式
3.4.1 清理方式对换热器影响
当经过反复冲洗效果不好时,只有人工清理。从多次打开的情况看,此时若用高压水枪不但收效甚微,而且极不好操作,常用钢钎、焊接的细钻头根据积结塑化料的位置剃除,但极易对定距柱、甚至螺旋板造成损伤。
3.4.2 采取的措施
清理是在万不得已时使用的方法,因此,最好用钢钎清理,因为钻头侧面也可能对板面造成损伤。清理时要坚决避开定距柱,同时用钢钎敲打塑化料时不宜用力过猛,以避免其进入夹层更深使换热板变形更大。
4 换热器的更换
当螺旋板出现内漏时,通常的办法就是更换。更换时,要以与生产匹配为宜,因如换热面积过大,其内部流速就相应变小也易堵塞。曾有企业用碳钢材质替代不锈钢材质以降成本,事实证明其对产品质量几乎没有影响,其主要原因是此时树脂己成最终产品,同时螺旋板在生产过程中是连续、密闭使用的,因而其内部也不再产生铁锈,所以,更换碳钢材质的螺旋板是可行的。
[1]王东辉,张毅菲,邓建民.螺旋板式换热器在PVC汽提单元中的应用.甘肃石油和化工,2010,06(02):39-40.
[2]郭顺贵,方国华.螺旋板换热器在精细化工生产上的应用.浙江化工,2007,(5):26-27.