拉矫机延伸率及张力辊传动装置差动轮系分析
2014-09-19张贵春张宁峰
张贵春,张宁峰
(新余钢铁集团有限公司,江西新余 338001)
拉矫机延伸率及张力辊传动装置差动轮系分析
张贵春,张宁峰
(新余钢铁集团有限公司,江西新余 338001)
以进口设备新钢1 550 mm冷轧连退机组拉矫机系统为研究对象,阐述了拉矫机延伸率控制原理,重点分析了张力辊传动主减速机内差动轮系,计算了拉矫机延伸率,计算得出的延伸率与HMI显示的实际延伸率完全一致。通过计算分析,为国内拉矫机系统的技术改造和设计提供参考。
拉矫机;延伸率;张力辊传动装置;差动轮系
0 前言
拉矫机是冷轧连退机组上的关键设备,它的作用是消除带钢的板形缺陷和改善带钢的性能。新钢1 550 mm连退炉后采用“四辊平整机+两弯一矫拉矫机”工艺布置形式,拉矫机本体单元和拉矫机前后张力辊集中驱动的主减速机、延伸率减速机和直角减速机由西门子-奥钢联公司(VAI)供货。本文以该拉矫机系统为研究对象,分析拉矫机延伸率控制原理,对张力辊传动装置差动轮系如何协同实现拉矫机恒延伸率控制进行了分析计算。
1 拉矫机机组设备和延伸率控制
拉矫机机组设备由两部分组成,一部分是拉矫机入出口张力辊组;另一部分是拉矫机本体单元。新钢1 550 mm冷轧连退机组拉矫机机组张力辊传动布置如图1所示。
决定拉矫机矫直效果的因素有延伸率、拉矫张力、弯曲矫直辊组压下深度三个主要工艺参数。延伸率是拉弯矫直过程中改善带钢板形和控制带钢力学性能的最重要参数。
拉矫机的延伸率控制有调节速度差的延伸率控制和调节张力的延伸率控制。本机组采用的是调节速度差的延伸率控制方式。拉矫机系统中,只有张力辊是驱动的。张力由出口张力辊组与入口张力辊组存在的速度差产生的。这样的型式不仅简化了拉矫机本体单元内部结构,而且可以保证弯曲辊、矫直辊与带钢同步运转,不致打滑。带钢通过拉矫机本体单元后,产生塑性延伸,其延伸率就是出口和入口张力辊组的相对速度差,即

式中,ε为带钢在拉伸弯曲矫直时的延伸率,一般为1%~3%;υ1为拉矫机入口张力辊的速度; υ2为拉矫机出口张力辊的速度。
根据拉矫机前后张力辊传动方式的不同,可将其分为三类:电气传动式、机电混合式及机械传动式。本拉矫机前后张力辊驱动采用机电混合式。
图1中的拉矫机前后张力辊采用分散驱动和集中驱动的机电混合式方案。分散驱动是指6# R1和7#R2、7#R3、7#R4张力辊通过电机单独驱动,它们与各自张力辊组中另一辊子间的转速差由电气系统通过控制两个电机的转速实现。集中驱动是指张力辊6#R2辊和7#R1辊连接到含有差动轮系的主减速机上,通过主电机M1、延伸率电机M2、延伸率减速机、主减速机和直角减速机组成传动链,通过转速差来产生张力和延伸率,集中驱动中采用差动轮系,其显著的特点是能保证机组在启动、正常运行和制动时实现恒延伸率控制。延伸率采用闭环反馈控制,在6# R2张力辊和7#R1张力辊的轴端安装有编码器,在线检测这2个辊子的速度,经PLC计算延伸率,当延伸率与设定的延伸率有偏差时,延伸率电机M2速度增加或减小,通过主减速机中的差动轮系使7#R1张力辊速度增加或减小,从而使延伸率保持恒定。
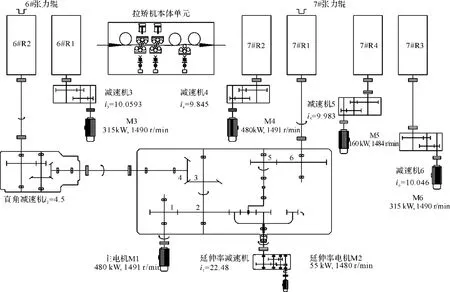
图1 新钢1550冷轧连退机组拉矫机系统张力辊传动布置Fig.1Bridle roll drive device of tension leveller system for the 1550 CAL of XinSteel
2 张力辊传动主减速机内差动轮系
张力辊传动主减速机内差动轮系是实现拉矫机系统恒延伸率的关键传动机构,同时又是传动中的难点所在。主减速机的齿轮传动是复合轮系,既包含有差动轮系部分,又包含有定轴轮系部分。如图1所示,差动轮系由太阳轮a、行星轮g、行星架H和内齿圈b1基本构件组成,它是典型的2K-H轮系。差动轮系和定轴轮系之间的根本差别在于前者中有转动的行星架,其传动比不能直接用定轴轮系传动比的求法来计算。但是,根据相对运动原理,若给整个差动轮系加上一个公共转速度“-nH”,使之绕行星架的固定轴线回转,这时各构件之间的相对运动仍将保持不变,而行星架的转速度变为nH-nH=0,即行星架“静止不动了”。于是,差动轮系转化成了定轴轮系。差动轮系转化成定轴轮系如图2所示。
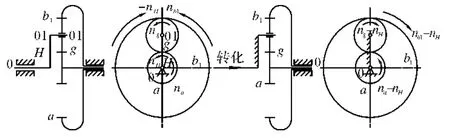
图2 差动轮系转化成定轴轮系Fig.2Differential gear train transform fixed axis gear train
当对整个差动轮系加上一个公共转速度“-nH”以后,其各构件相对于行星架的转速度是:
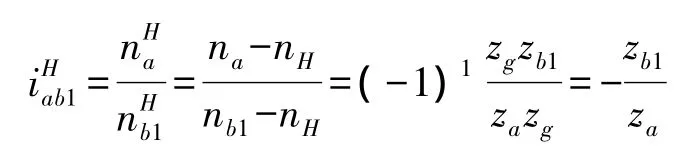
行星架再通过由齿轮5、齿轮6组成的齿轮副,传动7#R1张力辊,这样就可以很容易计算出7#R1张力辊的转速。
3 延伸率计算及计算分析
计算中涉及到的齿轮齿数和减速机速比如下: Za=23(太阳轮);Zg=25(行星轮);Zb1=73(内齿圈);Zb2=85(外齿圈);Z1=33;Z2=113;Z3= 36;Z4=24;Z5=27;Z6=83;延伸率减速机速比i1=22.48;直角减速机速比i2=4.5。
主电机M1的转速度n1(r/min),延伸率电机M2的转速度为n2(r/min),n1和n2转向相同,规定为正值,与n1和n2转向相反,则为负值。
3.1 6#R2张力辊转速
从主电机M1到6#R2辊的传动速比i6#R2
3.2 7#R1张力辊转速
行星架的转速度
太阳轮的转速
外齿圈b2的转速
内齿圈b1与外齿圈b2的转速相等,即nb1= nb2,行星架的转速度
3.3 延伸率计算
6#R2和7#R1两个张力辊直径相等,为φ1 200 mm,拉矫机带钢延伸率

根据式(3),实时任意取4组主电机M1的转速n1和延伸率电机M2的转速n2,计算延伸率与实际延伸率如表1所示。
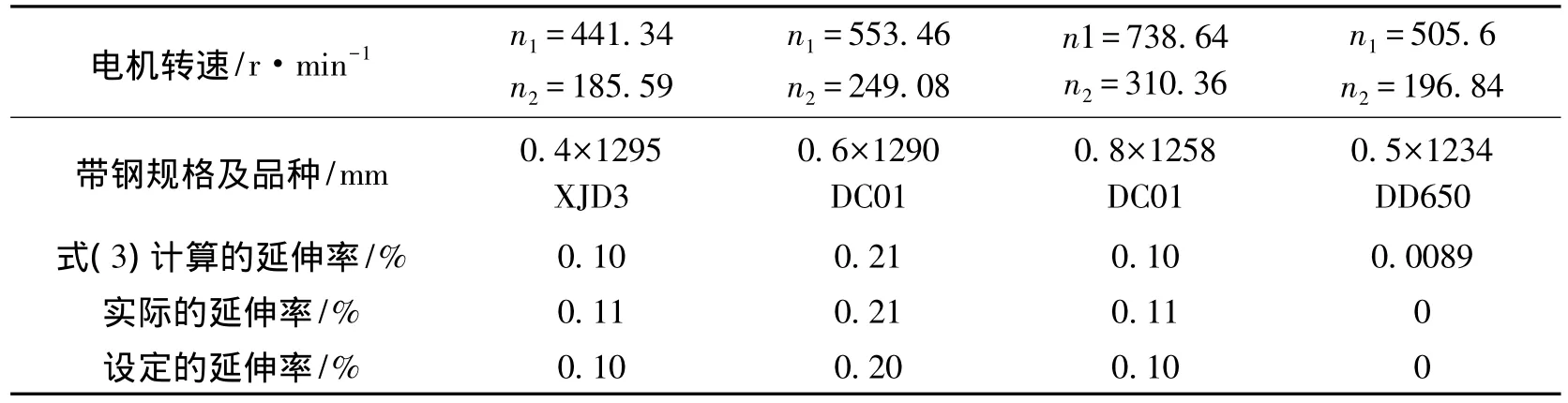
表1 计算延伸率与实际延伸率比对Tab.1Compare calculated elongation with the actuality elongation
从式(1)、式(2)对6#R2张力辊和7#R1张力辊转速表达式可以看出,6#R2张力辊的转速由电机M1贡献的,7#R1张力辊转速绝大部分是由主电机M1贡献的,延伸率电机M2仅对7#R1张力辊转速作少量的调节。延伸率闭环反馈控制,根据设定的延伸率,延伸率电机M2速度增加或减小,通过主减速机中的差动轮系7#R1张力辊速度增加或减小,使6#R2张力辊和7#R1张力辊转速差稳定,实现恒延伸率控制。
从表1中可以看出,根据式(3)计算的延伸率与HMI画面显示的实际延伸率是一致的,延伸率控制精度很高,达到了0.01%。
4 结束语
西门子-奥钢联公司(VAI)为国内冷轧后处理线提供了多套拉矫机系统设备,它是奥钢联公司独特的设备技术,通过对该系统张力辊传动差动轮系的分析,加深了对拉矫机延伸率控制的理解,为今后提高拉矫机延伸率奠定了有力的技术支持和理论依据;有利于我们对该系统设备维护与使用。通过对延伸率和张力辊传动差动轮系的计算分析,为国内拉矫机系统的技术改造和设计提供了一个可资借鉴的参考。
[1]迟淑春,吴建生.拉伸弯曲矫直机在热镀锌机组中的应用[J].冶金设备,2004(6):21-24.
[2]刘新伟.拉伸弯曲矫直机张力辊传动装置分析[J].一重技术,2010(3):4-7.
[3]孙桓,陈作模,葛文杰.机械原理(第7版)[M].北京:高等教育出版社,2006.
[4]白群.本钢冷轧薄板厂CDCM机组拉伸矫直机传动原理及作用分析[J].本钢技术,2006(3):10 -12.
[5]张静漫.酸轧机组拉矫机在实际使用中出现的问题及原因分析[J].安徽冶金科技职业学院学报,2005(2):25-28.
[6]唐成龙.冷轧带钢拉伸弯曲矫直机传动系统分析[J].冶金设备,2006(2):67-69,15.
[7]王文广,张清东,吴彬,等.拉伸弯曲矫直机S辊组周期性打滑机理及对策研究[J].冶金设备,2008(3):9-13.
[8]宋建芝.带钢连续拉伸矫直机选型与设计研究[J].冶金设备,2009(5):39-42.
[9]康阳,王路兵,李跃兴,等.首钢1450酸轧机组拉伸弯曲矫直机的结构分析及应用[J].钢铁研究学报,2012(S1):120-125.
[10]王力.干熄焦提升机行星减速机传动比及行星轮轴承寿命的分析[J].冶金设备,2010(E2):27-30.
Analysis of elongation and differential gear train of bridle roll drive device for tension leveler
ZHANG Gui-chun,ZHANG Ning-feng
(Xinyu Iron&Steel Group Co.,Ltd.,Xinyu,338001)
This paper introduced the control principle of elongation,taking an imported equipment tension leveller system for 1550mm CAL of XinSteel,emphasizes on the analysis of calculating method for planet carrier revolve speed of differential gear train of main Reduction machinery for bridle roll drive device and tension leveller elongation,and calculated the elongation which consists with the actuality elongation,which results absolutely accordance with HMI data.It provided a reference for design and reconstruction of tension leveler.
tension leveller;elongation;bridle roll drive device;differential gear train
TG333
A
1001-196X(2014)06-0049-04
2014-03-09;
2014-05-11
张贵春(1965-),男,江西高安人,高级工程师,从事冷轧连续退火机组设备技术管理工作。