铰接式钳口扇形板的加工工艺
2014-09-19杨学军
杨学军
(中冶陕压重工设备有限公司,陕西富平 711711)
铰接式钳口扇形板的加工工艺
杨学军
(中冶陕压重工设备有限公司,陕西富平 711711)
针对铰接式钳口扇形板形状复杂、加工难度大的问题进行分析,介绍了采用轨迹法在数控镗床上加工对刀及找正基准,然后由刨床用成型刨刀接刀刨出,最后钳工研磨,钳口扇形板的加工精度达到设计要求。
卷取机;卷筒;钳口扇形板;成型刨刀
0 前言
开卷机和卷取机分别位于轧制生产线的头部和尾部。开卷机位于轧机入口侧,其作用是支撑卷状带材并按照轧制速度要求将卷状带材展开,为轧制提供原材料,即起送料作用。卷取机位于轧机出口侧,其作用是支撑卷材并按照轧制速度的不同以相应的速度将带材轧制成品卷绕成卷,即起收料作用[1]。
卷筒作为卷取设备的关键部件,是冶金设备制造行业中公认的结构最复杂,制造难度最大、周期最长的设备,也是技术附加值最高的产品。中冶陕压重工设备有限公司在为武钢生产的2 250 mm平整机组中,其中的卷取机卷筒中的钳口扇形板为铰接结构,该类型工件在国外都用四坐标联动数控铣床用包络法加工,这就需要用专业的自动编程软件来实现,而中冶陕压重工设备有限公司目前因为资金原因,一直沿用手工编程来完成数控机床编程工作,由于需要大量的复杂运算,手工编程对此几乎无能为力,况且若用此方法加工,加工效率较为低下,将占用数控镗床较长时间,因数控镗床负荷极重,必须找出一种适合于中冶陕压重工设备有限公司的加工方法。
1 加工工艺分析
武钢2 250 mm平整机组的卷取机卷筒中的钳口扇形板为铰接结构,卷筒结构如图1所示。图2为钳口扇形板的结构图,其主视图外形为多段曲线及直线组合,其φ80f7外圆弧面为3/4圆弧,尺寸精度及表面粗糙度要求很高,用传统工艺很难加工,解决该圆弧的加工成为制定工艺方案的关键。

图1 卷筒结构Fig.1Reel structure
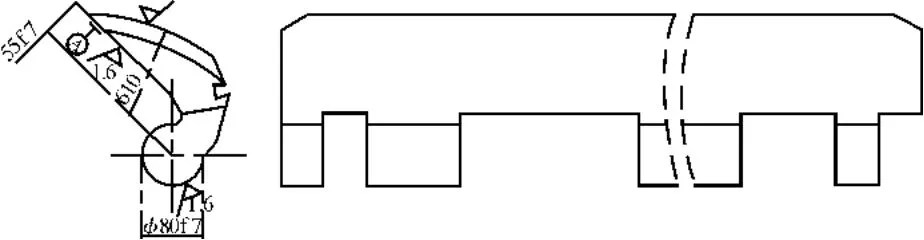
图2 钳口扇形板结构图Fig.2Structure of segment with fixed jaw
由于该圆弧面与基准A面尺寸及位置精度要求高,无法用手工测量方法检测,因此φ80f7外圆弧面的定位精度,也是制约加工成功与否的关键。
2 工艺实现
经过分析研究,决定由数控镗床用轨迹法加工对刀及找正基准,然后由刨床用成型刨刀接刀刨出,最后钳工研磨达图,用数控镗床加工轨迹可以保证定位精度,用成型刨刀可以保证尺寸及形状精度,研磨可以提高表面粗糙度。
具体工艺过程为:毛坯锻造→粗刨主视外形→镗床粗平两端面→调质处理→镗床半精平两端面→数控镗床半精加工找正基准、定位基准及对刀基准→半精刨轴向外形→半精铣两端面及各槽→消应力→数控镗床精加工找正基准、定位基准及对刀基准→精刨轴向外形→精铣两端面及各槽加工其余各部、去掉卡头→钳工研磨→与卷筒组装精加工外圆。
以下主要介绍φ80f7外圆弧面及主视图外形的精加工。
2.1 数控镗床加工外形及装夹基准
如图3所示装夹,正面对镗头工件,在工作台上压平尺作为找正及测量基准,按平尺及φ80f7外圆母线双向找正:按数控程序在工件两端部分别铣主视外形各面,深度50 mm,其中φ610 mm圆弧面留量6.5 mm,其余外形面加工满足图纸要求,表面粗糙度为Ra3.2,作为刨床找正及对刀用,并加工两侧工艺卡头周边作为刨床装夹基准,加工时以图3所示B面定位,φ80f7圆心为编程零点。
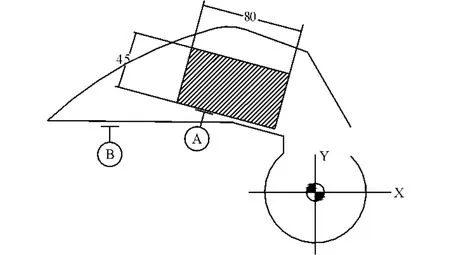
图3 编程基准及坐标选择Fig.3Programming reference and coordinate
2.2 精刨外形
以数控镗床所加工长度的两侧作为对刀基准,沿X、Y向分别找正至0.03 mm/全长:
(1)以数控镗床加工基准对刀,粗刨φ610 mm圆弧面留量6.5 mm,达Ra6.3;精刨除φ80f7外各部外形满足图纸要求;
(2)图3所示工件下端朝上,左端对侧刀架,在工艺凸台(图4示A面)下面垫等高块,并在其上面压压板,以数控镗床所加工长度两侧对刀基准沿X、Y向分别找正至0.03 mm/全长,以数控镗床加工基准对刀用成型刨刀接刀精刨φ80f7外圆,要求接刀光滑,达Ra3.2。注意装卡时悬空处应多处加垫,但不能压压板,加工时应严格按数控镗床加工对刀基准对刀。(刨φ80f7外圆时应在侧刀架及上刀架上各装一把刀,通过两刀架上的刨刀联合动作,完成φ80f7外圆的加工,见图4)。
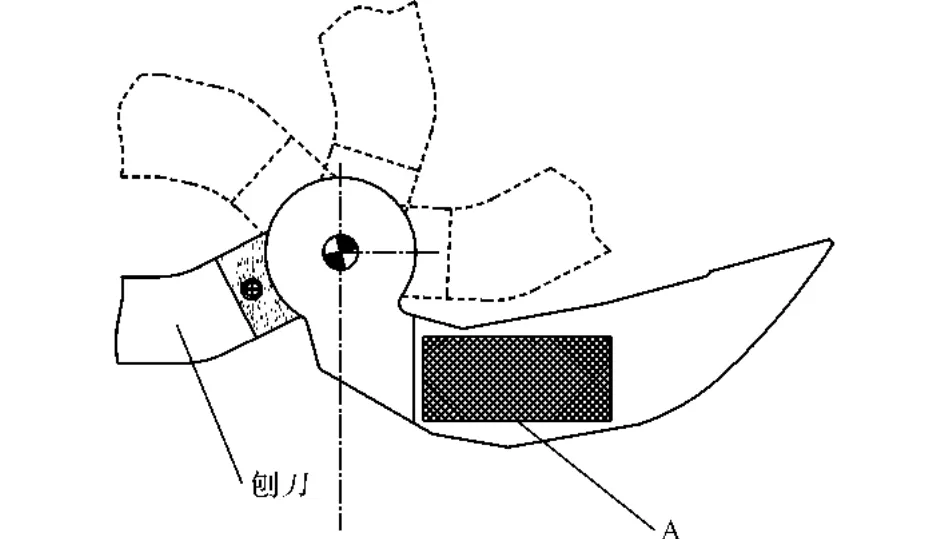
图4 刨床加工示意图Fig.4Diagram of planing
图4表示刨刀的四个工位,龙门刨床上刀架及侧刀架同时动作,分两次完成加工。
2.3 钳工研磨
制作专用研磨板,用研磨板研磨φ80f7外圆弧面,表面粗糙度达Ra1.6。
3 结语
按照上述方案制造的钳口扇形板,经过国外专家及武钢用户联合检验,尺寸及形位公差完全能够满足图纸技术要求,加工质量得到了国外专家及用户的首肯,低廉的制造成本及工艺可靠性得到了车间的一致好评,为企业带来了可观的经济效益。
[1]周国盈.带钢卷取设备[M].北京:冶金工业出版社,1982:35-41.
[2]梁爱生.钢铁生产新技术[M].北京:冶金工业出版社,1993:123-125.
[3]吕政.对我国工业增长现状及趋势分析[N].中国冶金报,2005-9-20(2).
[4]梁爱生.钢铁生产新技术[M].北京:冶金工业出版社,1993:123-125.
[5]吕亚臣.重型机械工艺守则[M].哈尔滨:哈尔滨出版社,1998:194-204.
[6]本洪.机械加工工艺手册[M].北京:北京出版社,1996:143-156.
[7]邹家祥.轧钢机械[M].北京:冶金工业出版社,2007:199-204.
[8]王先逵,吴丹.制造技术中的模糊逻辑决策研究[J].中国机械工程,2000,11(1):157-162.
Processing technology of hinge joint segment
YANG Xue-jun
(MCC-SFRE Heavy Industry Equipment Co.,Ltd.,Fuping 711711,China)
This article introduces a complex-shape&difficult processing technology for hinge joint segment,it first machines localization and alignment datum&clamping reference by NC boring machine,then use planing machine manufacture shape of workpiece,it also introduces key processing technology.
tension reeling machine;reel;segment;shaping plane cutter
TH16
A
1001-196X(2014)06-0077-03
2014-05-12;
2014-07-11
杨学军(1970-),男,高级工程师,研究方向为冶金轧制及锻压设备的机械制造。