极薄带钢高速准备机组振动计算方法研究
2014-09-19孙亚波张康武任玉成刘渭苗冯沙范佳捷丁开荣
孙亚波,张康武,任玉成,刘渭苗,冯沙,范佳捷,丁开荣
(1.中国重型机械研究院股份公司,陕西西安 710032;2.常州金安冶金设备有限公司,江苏常州 213126)
极薄带钢高速准备机组振动计算方法研究
孙亚波1,张康武1,任玉成1,刘渭苗1,冯沙1,范佳捷2,丁开荣1
(1.中国重型机械研究院股份公司,陕西西安 710032;2.常州金安冶金设备有限公司,江苏常州 213126)
建立了辊子振动模型和带钢振动模型,得到了保证辊子不发生共振的辊径D。计算了带钢临界运行速度Vmcr,分别分析了Vmcr随带钢长度a、宽度b、厚度h、张力T的变化规律,形成比较完善的极薄带钢高速准备机组振动计算方法。比较原有的经验方法,更加准确、可靠。在机组设计和机组控制上,有效避免共振。
极薄带钢;高速;振动
0 前言
经冷轧机组轧制后的带钢,必须进行精整处理加工,才能得到高质量的合格产品。因为精整处理是成品带钢的最后一道工序,不能产生新的缺陷,带钢表面不准产生擦划伤和塑形变形。
现代化冷连轧机组不断向高速、自动化方向发展,且运行速度越来越高。为了匹配产量,精整机组的设计速度也越来越高。目前,国内运行速度最高的精整机组是中国重型机械研究院股份公司为武汉钢铁集团公司设计的镀锡准备机组,速度达到1 000 m/min,在国际上,也是运行速度最高的精整机组之一,达到国际领先水平。机组共振是制约高速精整机组稳定运行的关键,机组一旦发生共振,严重影响产品质量,还有可能损坏设备。从发表的文献看[1],目前国内外对高速精整机组振动的研究很少,只停留在一般的概念和生产经验描述上,缺乏深入的理论分析,没有提出具体的计算分析机组振动的原理、方法和步骤,无法应用于机组设计及生产控制。
[2,3]深入研究了高速精整机组振动机理,建立了两个理论计算模型,形成比较完善的极薄带钢高速准备机组振动计算方法。
1 辊子振动模型
如图1所示,辊子简化为两边简支的力学模型进行分析。

图1 辊子力学模型图Fig.1The mechanics model of roll
辊子横向振动时的临界线速度Vircr,m/min,按下式计算

式中,E为弹性模量,Pa;I为辊子惯性矩,m4; Di为辊外径,m;D0为辊内径,m;I0为辊轴及辐板惯性矩,m4;G为辊子重量,kg;Li为支座间距,m。
在设计时,可以通过调整辊径Di使临界线速度大于机组最大速度,保证机组运行时辊子不会发生共振。
2 带钢振动模型
2.1 力学模型的建立
如图2所示,截取两个辊子之间长为ai(单位:m)的一段带钢,将带钢和辊子作为一个整体进行研究。由于辊子为弹性体,其力学模型可简化为位于文克勒弹性基础上的简支矩形板,其两对边(x=0,x=ai)简支,其余两对边(y=0,y= b)自由,带钢宽度b(m)。在两简支边受有大小相等、方向相反的拉力Ni(N)。

图2 带钢力学模型图Fig.2The mechanics model of strip
2.2 位移振型函数模式
对于带钢固有振动,位移振型函数设为:

2.3 薄板横向振动方程

式中,k为文克勒弹性基础模量,kg/m3,其取值取决于辊子刚性;ω为带钢固有振动频率,rad/s; ρ为密度,kg/m3;h为带钢厚度,m;v为泊松比,v=0.3。


式中,系数Am、Bm、Cm、Dm由简支矩形板两自由边的边界条件确定。
2.4 简支矩形板边界条件
简支矩形板简支边的混合边界条件为

振型函数W(x,y)恒满足式(16)。
在自由边界上各点的弯矩、扭矩、剪力均为零,得到矩形板自由边的静力边界条件

2.5 求解固有振动频率的矩阵方程
对式(15)求导得

式(18)、(19)、(20)、(21)代入式(17)得到
将式(22)、(23)、(24)、(25)写成矩阵表达式为

采用迭代法求解,若某一ωm值使得行列式|T|=0,则为所求第m阶固有振动频率。
2.6 第m阶带钢临界运行速度Vimcr
带钢振动源为辊子转动,因此按照带钢固有振动频率ωm可求得发生振动时,带钢第m阶临界运行速度Vimcr,m/min

在机组传动控制时,可以通过控制机组运行速度和张力避免带钢发生振动。
3 机组振动计算方法
将上述2个模型耦合迭代,形成比较完善的极薄带钢高速准备机组振动计算方法,其流程如图3所示,包括以下步骤:
(a)给定计算参数:带厚h、带宽b、机组最大速度Vmax、机组张力T;
(b)初定第i#辊辊径Di;
(c)辊子振动模型计算第i#辊的临界线速度Vircr;
(d)判断Vircr>Vmax是否成立?如果成立,执行步骤(e);否则,令Di=fεDi,fε>1,转到步骤(c)循环计算。
(e)带钢振动模型计算第i#辊与第(i+1)#辊之间带钢第m阶临界运行速Vimcr;
(f)循环计算,知道i>n,结束。

图3 计算流程图Fig.3Calculation flow chart
4 算例
通过采用本文所提出的极薄带钢高速准备机组振动计算方法对某镀锡准备机组工艺参数进行计算分析。本机组带材规格为:宽度b=700~1 300 mm,厚度h=0.15~0.55 mm,机组最大运行速度Vmax=1 000 m/min,最小卷取张力Tmin= 6000 N,最大卷取张力Tmax=18 000 N。主要计算结果见表1。

表1 机组典型规格辊子临界线速度Tab.1The critical running speed of typical rolls
可见,辊子临界线速度都远远大于机组最大运行速度,机组运行时,辊子不会发生振动。
带钢临界运行速度Vmcr分别随带钢长度a、带钢宽度b、带钢厚度h、带钢张力T变化曲线如图4~图7所示。

图4 Vmcr随带钢长度a变化曲线Fig.4Changing curve of Vmcrwith
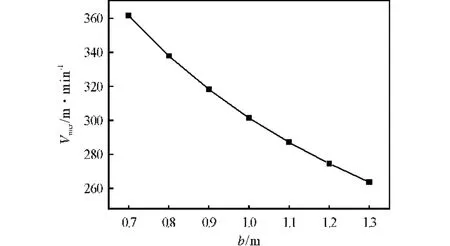
图5 Vmcr随带钢宽度b变化曲线Fig.5Changing curve of Vmcrwith b
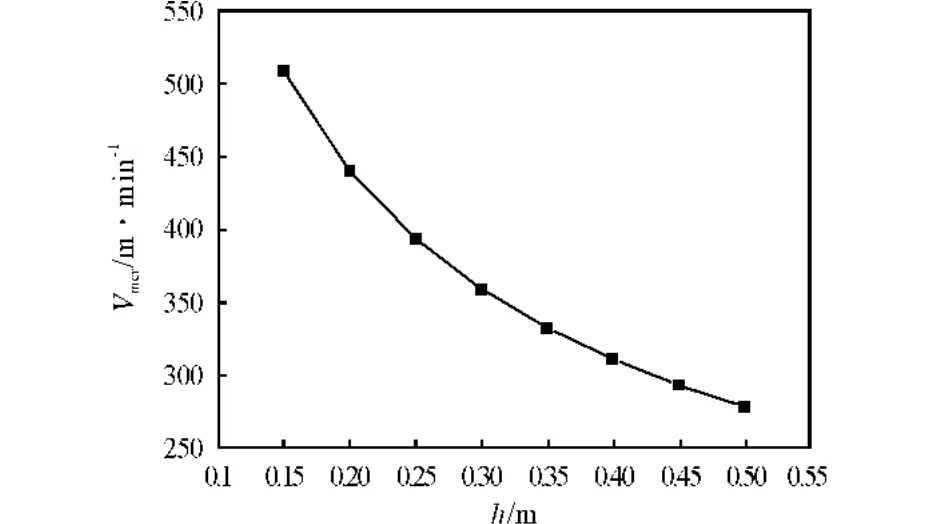
图6 Vmcr随带钢厚度h变化曲线Fig.6Changing curve of Vmcrwith h

图7 Vmcr随带钢张力T变化曲线Fig.7Changing curve of Vmcrwith T
可见,带钢临界运行速度Vmcr随带钢长度a的增加而减小、随带钢宽度b的增加而减小、随带钢厚度h的增加而减小、随带钢张力T的增加而增加。
在机组设计时,可以根据计算结果设计辊径D。在机组控制时,可以控制带钢临界运行速度Vmcr或者改变带钢张力T以使机组能够以设定的运行速度生产,避免机组发生共振。否则,影响产品质量,严重时,损坏机械设备。
5 结论
本文分别建立了辊子振动模型和带钢振动模型,将两个模型耦合迭代,提出了极薄带钢高速准备机组振动计算方法,并编制了计算程序,改变了以往过多依靠经验的弊端,合理、准确地设计机组参数和控制机组运行。
参考文献:
[1]周国盈.带钢精整设备[M].北京:机械工业出版社,1979.
[2]李健,颜云辉.基于薄板固有特性的连续热镀锌带钢表面质量在线控制[J].机械工程学报,2011 (2).
[3]曹志远.板壳振动理论[M].北京:中国铁道出版社,1983.
[4]徐芝纶.弹性力学[M].北京:人民教育出版社,1979.
[5]孙亚波,刘云飞.基于动力法的板形判别模型[J].冶金设备,2012(5).
[6]黄克智.板壳理论[M].北京:清华大学出版社,1987.
[7]李庆扬,王能超,易大义.数值分析[M].武汉:华中科技大学出版社,1986.
[8]孙亚波,刘宏民,彭艳.板带轧制板形判别的降阶模型[J].工程力学,2009(12).
[9]刘鸿文.板壳理论[M].杭州:浙江大学出版社,1986.
[10]孙一康.带钢热连轧的模型与控制[M].北京:冶金工业出版社,2007.
[11]刘玠.冷轧生产自动化技术[M].北京:冶金工业出版社,2006.
[12]连家创.矫直理论与卷取原理[M].北京:机械工业出版社,2011.
Vibration calculation method research of high speed preparation line of super thin strip
SUN Ya-bo1,ZHANG Kang-wu1,REN Yu-cheng1,LIU Wei-miao1,FENG Sha1,FAN Jia-jie2,DING Kai-rong1
(1.China national heavy machinery research institute Co.,Ltd.,Xi'an 710032,China; 2.CHANGZHOU JINAN metallurgy equipment Co.,Ltd.,Changzhou 213126,China)
Roll vibration model and strip vibration model are established.The roll diameter which can avoid vibration and strip critical running speed is calculated,and the changing rule of strip critical running speed with strip length a,width b,thickness h and tension T is analyzed respectively.The perfect vibration calculation method of high speed preparation line of super thin strip is formed.Compared to the original experience design method,the design results are more accurate and reliable.Vibration is avoided from line design and line control.
super thin strip;high speed;vibration
TG333
A
1001-196X(2014)06-0019-05
2014-06-06;
2014-08-25
2013年度科研院所技术开发研究专项资金资助项目(2013EG119117);陕西省2013年重大科技创新项目专项资金资助项目(2013ZKC(二)01-01)。
孙亚波(1982-),男,工程师,博士,从事板带精整及处理专业科研与设计工作。