带钢重卷检查机组自动收尾新算法
2014-09-19崔卫华孙亚波任玉成刘渭苗冯沙
崔卫华,孙亚波,任玉成,刘渭苗,冯沙
(中国重型机械研究院股份公司,陕西西安 710032)
带钢重卷检查机组自动收尾新算法
崔卫华,孙亚波,任玉成,刘渭苗,冯沙
(中国重型机械研究院股份公司,陕西西安 710032)
本文综合考虑带钢重卷检查机组工艺布置和卷取下压辊位置,推导了自动收尾长度理论计算公式。并根据大量理论计算结果,采用切比雪夫算法拟合了高次多项式计算公式,形成了一种自动收尾新算法。该算法简洁明了,编程简单,计算速度快,计算精度完全能够满足工业要求。
带钢;重卷检查;自动收尾;切比雪夫拟合
0 前言
经冷轧机组轧制后的带钢,必须经过精整处理加工,才能得到高质量的合格产品。精整机组主要进行重卷、修边等工序。
带钢重卷检查机组一般具备上开卷、下开卷和上卷取、下卷取功能[1-6]。带钢卷取完成后,执行自动收尾。分切剪分切,入、出口卷取下压辊升起压在钢卷上,带尾通过出口转向辊,卷取机转动将带尾置于某一个合适位置。最后自动卸卷,完成带钢精整处理生产。
一般经验认为,上卷取时,自动收尾将带尾置于相当4点钟的指针方向;下卷取时,自动收尾将带尾置于相当8点钟的指针方向。上述观点没有考虑卷取下压辊压在钢卷上的位置,会导致卷取下压辊压不住钢卷,自动收尾失败;或者卸下钢卷后,带尾向下弯曲过大,通过存料鞍座时,带尾和存料鞍座干涉。
本文综合考虑了机组工艺布置和卷取下压辊位置,推导了自动收尾长度理论计算公式。并根据大量计算结果,采用切比雪夫算法拟合了高次多项式计算公式,编程简单,计算速度快。
1 工艺布置
自动收尾工艺布置如图1所示,带尾检测光电开关检测带尾到达位置→出口转向辊下辊转向带钢→出口转向辊上辊转向带钢→入口卷取下压辊在收尾时压住带钢→出口卷取下压辊在收尾时压住带钢。
上卷取时,将带尾控制到出口卷取下压辊和钢卷的压点之间,自动收尾长度为从带尾检测光电开关到出口卷取下压辊和钢卷压点之间的带钢长度。下卷取时,将带尾控制到入口卷取下压辊和钢卷的压点之间,自动收尾长度为从带尾检测光电开关到入口卷取下压辊和钢卷压点之间的带钢长度。

图1 自动收尾工艺布置图Fig.1Technical layout for automatic tail end stop
2 上卷取自动收尾长度理论计算
如图2所示,上卷取时,自动收尾长度L为从带尾检测光电开关到出口卷取下压辊和钢卷压点之间的带钢长度,即
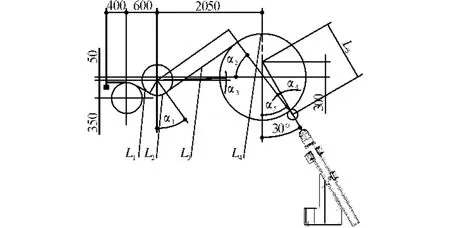
图2 上卷取自动收尾长度计算Fig.2Automatic tail end stop length calculation for up winding

式中,L1为带尾检测光电开关到出口转向辊上辊中心垂线之间的带钢长度,L1=1 061.44 mm; L2为出口转向辊上辊中心垂线到带钢和出口转向辊上辊切点之间的带钢长度;L3为出口转向辊的上辊和钢卷之间切线长度;L4为带钢和钢卷切点到出口卷取下压辊和钢卷压点之间带钢长度。
L2按照下式计算

式中,a1为出口转向辊上辊圆心到切点连线和中心垂线之间的夹角,rad;d为出口转向辊出口辊直径,mm。
a1按照下式计算


L3按照下式计算:

式中,D为钢卷直径,mm。a2按照下式计算:

计算出口卷取下压辊中心到钢卷中心连线和钢卷中心垂线之间的夹角a5,rad。根据三角形余弦定理得到

式中,d1为出口卷取下压辊直径,mm;L5为出口卷取下压辊中心到其上升轨迹线和钢卷中心垂线交点连线长度,mm。
L5取值范围为

采用迭代试值法可以求得L5。
出口卷取下压辊中心到其上升轨迹线和出口卷取下压辊到钢卷中心连线夹角a4按照下式计算

L4按照下式计算:

3 下卷取自动收尾长度理论计算
如图3所示,下卷取时,自动收尾长度L为从带尾检测光电开关到入口卷取下压辊和钢卷压点之间的带钢长度,即

式中,L1为带尾检测光电开关到出口转向辊出口辊切点之间的带钢长度,L1=905.72 mm;L2为出口转向辊出口辊和带钢两个切点之间的带钢长度;L3为出口转向辊出口辊和钢卷之间切线长度;L4为带钢和钢卷切点到入口卷取下压辊和钢卷压点之间带钢长度。

图3 下卷取自动收尾长度计算Fig.3Automatic tail end stop length calculation for down winding
L2按照下式计算:

式中,a1为出口转向辊出口辊圆心到切点两连线之间的夹角,rad。
a1按照下式计算:

式中,a2为钢卷到出口转向辊出口辊切线和钢卷中心到出口转向辊出口辊中心连线夹角,rad; a3为钢卷中心到出口转向辊上辊中心连线和水平线夹角,rad,a3=arctga5为出口转向辊下辊和出口辊中心连线与水平线之间夹角,rad,a5=arctga6为出口转向辊下辊和出口辊中心连线与出口辊中心到带钢与出口辊切点连线夹角,rad,a6=
L3按照下式计算

式中,D为钢卷直径,mm。
a2按照下式计算
下面计算入口卷取下压辊中心到钢卷中心连线和钢卷中心垂线之间的夹角a7,rad。
根据三角形余弦定理得到

式中,d1为入口卷取下压辊直径,mm;L5为入口卷取下压辊中心到其上升轨迹线和钢卷中心垂线交点连线长度,mm。
L5取值范围为

采用迭代试值法可以求得L5。
入口卷取下压辊中心到其上升轨迹线和钢卷中心垂线交点连线和入口卷取下压辊到钢卷中心连线夹角a8按照下式计算

4 自动收尾长度拟合计算
上述自动收尾长度理论计算公式精度高,缺点是公式较繁琐,计算过程复杂,编程工作量大,且计算速度慢,不适合工业应用。因此,本文在大量理论计算数据基础上,采用切比雪夫算法拟合了高次多项式计算公式,公式简洁,编程简单,计算速度快,计算精度完全能够满足工业要求。
自动收尾长度L按照下式计算

式中,b0、b1、b2、b3、b4为四次多项式系数,采用切比雪夫算法编程拟合得到;Dmax为钢卷最大直径。
5 算例
采用本文所提出的自动收尾新算法对某精整机组进行计算。本机组参数为:钢卷直径为φ800~φ2 200 mm,出口转向辊下辊和出口辊直径为φ600 mm,入、出口卷取下压辊直径为φ200mm。根据大量理论计算数据采用切比雪夫算法拟合得到计算公式为:
上卷取时,自动收尾长度L按照下式计算:

下卷取时,自动收尾长度L按照下式计算:

采用式(22)、(23)编程进行自动收尾控制,经过现场调试,收尾精度≤±25 mm,完全达到双方签订的收尾精度≤±70 mm。
6 结论
本文综合考虑机组工艺布置和卷取下压辊位置,推导了自动收尾长度理论计算公式。并根据大量理论计算结果,采用切比雪夫算法拟合了高次多项式计算公式,形成了一种自动收尾新算法。该算法简洁明了,编程简单,计算速度快,计算精度完全能够满足工业要求。
[1]周国盈.带钢精整设备[M].北京:机械工业出版社,1979.
[2]谭刚,陈兵.冷轧后处理机组张力辊设计计算[J].四川冶金,2010(2).
[3]孙亚波,张康武.稳定夹送辊理论设计方法[J].重型机械,2012(6).
[4]孙亚波,张康武.带钢高速精整线开卷和卷取动态分析[J].重型机械,2013(6).
[5]任玉成.拉伸弯曲矫直机基本工艺参数的确定[J].四川冶金,2005(2).
[6]连家创.矫直理论与卷取原理[M].北京:机械工业出版社,2011.
[7]孙一康.带钢热连轧的模型与控制[M].北京:冶金工业出版社,2007.
[8]刘玠.冷轧生产自动化技术[M].北京:冶金工业出版社,2006.
[9]李庆扬,王能超,易大义.数值分析[M].武汉:华中科技大学出版社,2001.
[10]李健,颜云辉.基于薄板固有特性的连续热镀锌带钢表面质量在线控制[J].机械工程学报,2011 (2).
[11]宋建芝.带钢精整机组张力辊计算和设计研究[J].冶金设备,2009(1):43-47.
[12]严兴华.彩色涂层钢板生产线的带钢悬垂度控制[D].广东:广东工业大学,2007.
New calculation method of automatic tail end stop for strip recoiling and inspection line
CUI Wei-hua,SUN Ya-bo,REN Yu-cheng,LIU Wei-miao,FENG Sha
(China national heavy machinery research institute Co.,Ltd.,Xi'an 710032,China)
A theoretic calculation formula for automatic tail end stop length is obtained with the consideration of technical layout of strip recoiling and inspection line and position of pressing roll of tension reel.According to large numbers of theoretic calculation results,the calculation formula of high order polynomials is fitting with Chebyshev algorithm,while a new calculation method for automatic tail end stop is formed.This method is concise,simple to program,calculation speed is fast,and calculation precision is satisfied for industrial requirement.
strip;recoiling and inspection;automatic tail end stop;Chebyshev algorithm
TG333
A
1001-196X(2014)06-0005-04
2014-06-06;
2014-08-21
2013年度科研院所技术开发研究专项资金资助项目(2013EG119117);陕西省2013年重大科技创新项目专项资金资助项目(2013ZKC(二)01-01)
崔卫华(1967-),男,高级工程师,从事板带精整及处理专业研究与设计工作。