表面镀膜刀具钻削试验研究
2014-09-18王申银
王申银, 袁 野, 吴 冉
(1.济宁职业技术学院 机电工程系,山东 济宁 272137;2.济宁职业技术学院 实训中心,山东 济宁 272137)
表面镀膜刀具钻削试验研究
王申银1, 袁 野2, 吴 冉1
(1.济宁职业技术学院 机电工程系,山东 济宁 272137;2.济宁职业技术学院 实训中心,山东 济宁 272137)
均匀镀覆镍-金刚石薄膜于刀具表面,以提高刀具基体的硬度并起保护作用,减轻磨损程度。选取难加工的碳纤维复合材料作为对象,以轴向力和扭矩为指标,进行钻削试验研究。得出结论:镀膜刀具的轴向力、扭矩和表面磨损不同程度地受钻削参数的影响;为减轻刀具的磨损并获得较好的加工质量,宜合理设定进给量、钻削速率等参数。
刀具;表面镀覆;镍-金刚石薄膜;钻削;轴向力;扭矩
0 前言
碳纤维复合材料兼具热膨胀系数低、热容量小、比强度高、耐高温性能好、耐热冲击性能和耐腐蚀性能突出等优点,在航空航天、机械、生物和交通等领域中获得广泛应用。然而,特殊的结构在赋予碳纤维复合材料优异性能的同时,也赋予其难加工的特性[1-2]。尤其是用以钻削加工,因碳纤维复合材料的硬度高且导热性差,加之切屑形成机制复杂,极易造成刀具磨损,严重影响钻削性能及加工质量。对此,为获得较好的钻削加工质量,同时避免刀具过度磨损,必须设法提高刀具基体的硬度并强化切削热量的散失。研究表明[3]:金刚石具备极优的物理力学性能、极好的导热性能和极低的热膨胀系数,是制造优质钻削刀具或对刀具表面进行强化的极佳材料。钻削试验同样证实:表面涂覆/镀覆纯金刚石薄膜或含金刚石微粉的复合薄膜的刀具,其耐磨性明显提高[4-5]。以此为指导,本文采用电镀工艺制得表面镀覆镍金刚石复合薄膜的刀具。并选取难加工的碳纤维复合材料作为对象,以轴向力和扭矩为指标,开展镀膜刀具钻削试验研究。
1 表面镀覆
刀具表面镀覆所用的溶液组成为:NiSO4240 g/L,NiCl230g/L,NH4Cl 10g/L,H3BO340g/L,润湿剂适量,金刚石微粉18g/L。溶液用蒸馏水配制。镀覆前,彻底清除刀具表面残存的油污及附着的锈蚀层,以增加镀层与刀具基体的结合强度,并为后续电镀环节创造前提条件。同时,采用强酸溶解法对金刚石微粉进行提纯处理,去除可能掺杂于其中的金属杂质,并采用有机溶剂浸泡法去除微粉表面残存的油污,改善表面润湿效果。考虑到刀具表面结构较为特殊,选用双象形阳极正对布置。为了确保金刚石微粉镶嵌牢固,于刀具表面先镀覆薄的纯金属镍层,起铺垫作用;再借助离心效应搅拌分散金刚石微粉,促使复合镀层形成,叠加镀覆镍-金刚石薄膜。在不影响薄膜与刀具基体结合强度的前提下,为更进一步提高刀具的硬度、韧性和抗冲击性能,对刀具进行适当的热处理。
2 钻削试验
选取碳纤维复合材料作为对象,经必要的预处理后,在数控钻床上进行钻削试验。设定参数为:钻削速率40~120r/s,进给量0.01~0.03mm/r。为便于横向比较,钻削试验采用单因素法进行,以轴向力和扭矩为指标,研究进给量和钻削速率对刀具钻削性能的影响。另外,采用扫描电子显微镜观察刀具表面的磨损形貌,作为间接评价钻削加工质量的参考依据。
3 结果与讨论
3.1 轴向力
给定钻削速率100r/s,研究进给量对轴向力的影响,结果如图1所示。相反,给定进给量0.02 mm/r,研究钻削速率对轴向力的影响,结果如图2所示。结合图1和图2可知:在仅改变单一影响因素的条件下,随着进给量的增加,轴向力递增,且增幅基本平稳;而随着钻削速率的升高,尽管轴向力也呈递增趋势,但与前者相比增幅相对较小。总体而言,轴向力的变化规律符合切削加工原理[6]。

图1 进给量对轴向力的影响

图2 钻削速率对轴向力的影响
但对于钻削过程,轴向力与钻削刀具的稳定性、被加工材料的变形趋向及加工精度等密切相关。轴向力越大,钻削刀具横向变形的可能性越高,磨损程度也越大,加工质量通常越差。故为减轻钻削刀具的磨损程度,同时获得较好的加工质量,宜兼顾并合理设定进给量和钻削速率。
3.2 扭矩
给定钻削速率100r/s,研究进给量对扭矩的影响,结果见图3。相反,给定进给量0.02mm/r,研究钻削速率对扭矩的影响,结果见图4。可以看出:与轴向力的变化趋势不同,扭矩随进给量和钻削速率的改变均呈递减趋势,但递减幅度存在一定差别。这是因为钻削过程中刀具不可避免地发生磨损,并且磨损程度随参数的改变(即进给量增加和钻削速率升高)而加重。磨削造成刀具直径不同程度地缩减,进而影响扭矩。
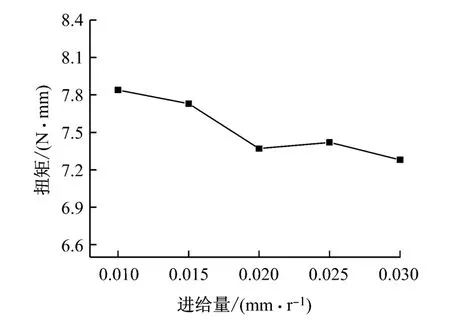
图3 进给量对扭矩的影响

图4 钻削速率对扭矩的影响
3.3 刀具表面形貌
图5(a)和5(b)分别为镀膜刀具钻削加工前、后横刃的表面形貌。仅以此为例,间接评价镀膜刀具的钻削加工质量。对比图5(a)和图5(b)可知:经钻削加工,刀具横刃未出现严重的磨损状况。由于表面均匀镀覆镍-金刚石薄膜,起到保护作用,因而间接提高刀具硬度,改善切削传热状况,并增强刀具表面的耐磨性。故即便是用以钻削难加工的碳纤维复合材料,镀膜刀具依然展现出良好的性能,磨损较为轻微。

图5 镀膜刀具钻削加工前、后横刃的表面形貌
4 结论
镀膜刀具的轴向力和扭矩随钻削参数的改变呈现出相近的变化趋势。为减轻刀具的磨损并获得较好的加工质量,宜合理设定进给量、钻削速率等工艺参数。
:
[1]苏小萍.碳纤维增强复合材料的应用现状[J].高科技纤维与应用,2004,29(5):34-36.
[2]杜善义.先进复合材料与航空航天[J].复合材料学报,2007,24(1):1-13.
[3]王光祖,胡建根.纳米级金刚石的结构、性能与应用[J].金刚石与磨料磨具工程,2000(5):9-12.
[4]张崇高,杨海东,谢峰.金刚石薄膜涂层刀具切削性能与磨损过程的研究[J].机械工程师,2003(10):7-16.
[5]魏昕,张凤林.CVD金刚石薄膜涂层刀具切削性能研究[J].金刚石与磨料磨具工程,2000(3):28-31.
[6]赵国华.切削原理与数控刀具[M].北京:中国铁道出版社,2012.
An Ⅰnvestigation of Drilling Experiment on Coated Tools
WANG Shen-yin1, YUAN Ye2, WU Ran1(
1.Mechanical and Electrical Engineering Department,Jining Occupation Technical College,Jining 272137,China;2.Practice Center,Jining Occupation Technical College,Jining 272137,China)
A nickel-diamond film was uniformly plated on tool surface to improve the hardness of tool matrix and play aprotection role,and also alleviate abrasion.An investigation of drilling experiment was conducted selecting difficult-to-machine carbon fiber composite as object and taking axial force and torque as index.The results show that the axial force,torque and surface abrasion of the coated tool are more or less affected by drilling parameters;in order to reduce tool wear and obtain a better machining quality,the processing parameters of feed,drilling rate,etc.should be reasonably set.
tool;surface plating;nickel-diamond film;drilling;axial force;torque
TQ 153
A
1000-4742(2014)03-0020-03
2013-11-20
