封口工艺对LR20电池安全性能的影响
2014-09-18陈国标施斌斌商景鹏胡春益
陈国标,施斌斌,商景鹏,胡春益
[中银(宁波)电池有限公司,浙江宁波 315040]
封口工艺对LR20电池安全性能的影响
陈国标,施斌斌,商景鹏,胡春益
[中银(宁波)电池有限公司,浙江宁波 315040]
对LR20电池的封口工艺进行研究。与对轮轴向旋压卷边工艺制备的电池相比,采用盔口套压工艺制备的LR20电池,集流体爆破压力提高6.7%,70℃高温漏液率降低4%,卷边压力提高5.9%,短路截止爆炸率降低3%,具有更好的安全性能。
LR20电池; 封口工艺; 安全性能
随着用电器对电池性能要求的不断提高,许多电池厂通过增加电极活性物质量来提升电池容量;同时,无汞技术的使用导致碱性锌锰电池存储及使用过程的析气量增加,在非正常使用后的安全问题更加突出。不同型号的电池存在的安全问题不尽相同:LR03和LR6电池体积小,非正常使用,往往只对用电器造成小范围的损坏;LR20电池由于体积大、容量大,非正常使用,可能会产生较严重的安全问题。
电池的安全性能与封口工艺有着密切的关系。圆柱形碱锰电池常用的封口工艺主要有:①对轮轴向旋压卷边封口工艺,②三轮径向旋压卷边封口工艺。对轮轴向旋压卷边封口工艺的防漏性能,要好于三轮径向旋压卷边封口工艺[1]。本文作者主要采用盔口套压封口工艺,研究该工艺与对轮轴向旋压卷边封口工艺对LR20电池安全性能的影响。
1 封口工艺
对轮轴向旋压卷边工艺示意图见图1。

图1 对轮轴向旋压卷边工艺Fig.1 Axial opposite roller spinning crimping process
如图1所示,通过负极底上方布置封口模具的高速旋转运动(V),使对向布置且相对固定的两个滚轮在电池端口位置高速旋压;同时,封口模具沿电池轴线方向进给运动(S),使钢壳口端部的钢板逐渐向电池中心卷曲,紧扣住集流体进行封口,之后电池须经过缩口工序,即用圆形凹模对封口部位进行强力套压,使封口部位钢壳口的外径略微缩小,密封圈随之受到压缩,各机械零件紧密配合,封口部位得到密封。
盔口套压卷边工艺示意图见图2。

图2 盔口套压工艺Fig.2 Helmet pressing process
如图2所示,电池负极底上方布置的圆形凹模对装配了集流体的钢壳口端部进行电池轴线方向的进给运动(S),使钢壳口端部的钢板逐渐向电池中心卷曲,紧扣住集流体进行封口。之后,继续进给,完成封口部位的强力套压,使封口部位进一步缩小,密封圈受到压缩,封口部位得以密封。由于凹模存在向下尖端(A),使电池钢壳端部与密封圈得以更加紧密的结合。
2 实验
2.1 样品制备
选取同一批次LR20钢壳(宁波产)和集流体(宁波产),在本公司生产线上对钢壳进行正极环嵌入、刻线和涂布处理,对半成品电池分两种方式,用相同的尺寸工艺制备样品:①将半成品电池直接插入集流体进行封口处理,其中对轮轴向旋压卷边封口的电池样品记为S1,盔口套压封口的电池样品记为S2,用于爆破压力测试;②将半成品电池插入隔膜纸、注入电解液、注入锌膏并插入集流体后,进行封口处理,其中对轮轴向旋压卷边封口的电池样品记为S3,盔口套压封口的电池样品记为S4,用于安全性能(防漏、防爆)测试。
2.2 电池爆破压力测试
电池爆破压力测试设备由本公司自制,示意图见图3。

图3 电池爆破压力测试仪器示意图Fig.3 Schematic diagram of the instrument for battery bursting pressure test
电池爆破压力分为集流体爆破压力和电池卷边压力(密封圈无安全阀)。
测试原理:先对电池钢壳打孔(φ约为3 mm,电池不能明显变形),然后将电池固定在测试仪器的凹槽中并密封,以恒定的速率通入高压气体给样品充气,当样品里面的气体压力超过电池集流体爆破压力或电池卷边压力时,气体通过缺口溢出,记录压力表的最高读数即为电池的爆破压力。
2.3 防漏性能测试
选取电池样品 S3、S4各100只,置于 SEG-041高温箱(上海产)中,温度设定为70℃,每隔一段时间在电池负极端喷施酚酞指示剂(温州产,AR),确定电池的漏液情况。
2.4 防爆性能测试
选取电池样品S3、S4,进行不正确安装(5组共20只)和短路(5只)项目测试,测试方法均采用IEC60086-5标准[2],记录电池在不正确安装和短路后的爆炸率。
考虑到部分电池发生短路断开后,消费者未及时处理,采用短路截止项目模拟电池的防爆性能测试,具体方法为:将制备的100只样品电池直接短路24 h后断开,放置10 d,每隔1 d记录电池的爆炸率。
3 结果与讨论
3.1 爆破压力
不同封口工艺制备的电池卷边压力测试结果见表1。
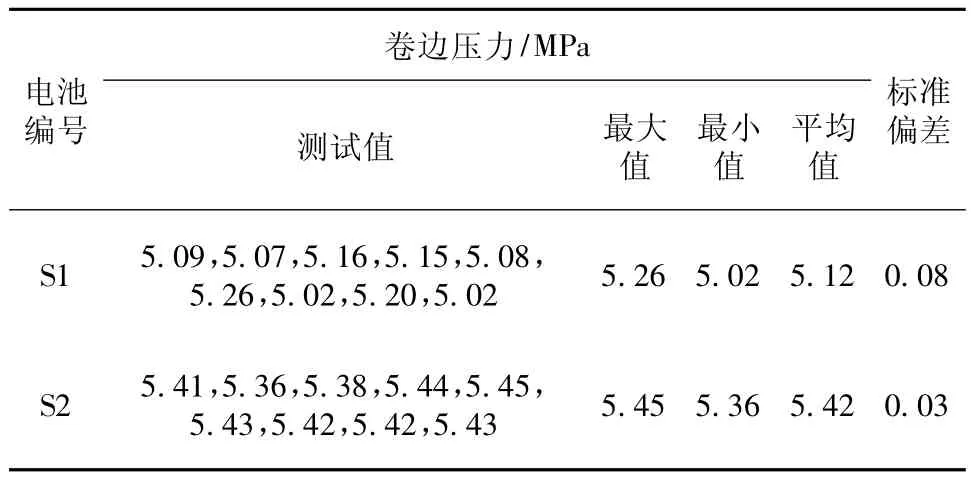
表1 不同封口工艺制备的电池卷边压力Table 1 Crimping pressure of the batteries prepared by different sealing process
从表1可知,电池样品S1、S2的卷边压力平均值分别为5.12 MPa、5.42 MPa,测试的标准偏差分别为 0.08、0.03,说明封口工艺对电池卷边压力有一定的影响。盔口套压工艺的卷边压力比对轮轴向旋压卷边工艺高5.9%,可能的原因是:采用对轮轴向旋压卷边时,滚轮与钢壳存在反复的挤压运动,使钢壳产生复杂反复的弹性形变,对钢壳产生一定的损伤;采用盔口套压工艺不存在这种反复挤压的作用;对轮轴向卷边封口工艺在对电池钢壳进行旋压过程中,依靠滚轮相对电池轴线方向的位置变化来达到滚轮的径向进给目的,由于两个滚轮实际存在少许差异,导致旋压作用力的大小不均;而盔口套压工艺采用整体模具直接对钢壳进行缩口、套压,钢壳表面受力均匀,可能是爆破压力均匀性优于对轮轴向旋压卷边制备的电池的一个重要原因。
不同封口工艺下电池集流体爆破压力测试结果见表2。

表2 不同封口工艺制备的电池集流体爆破压力Table 2 Bursting pressure for current collectors of the batteries prepared by different sealing process
从表2可知,电池样品S1、S2的集流体爆破压力平均值分别为 2.99 MPa、3.19 MPa,标准偏差分别为 0.09、0.05,说明封口工艺对集流体爆破压力也有一定的影响。盔口套压工艺的集流体爆破压力比对轮轴向旋压卷边工艺高6.7%,可能的原因是:对轮轴向旋压进行卷边时,滚轮与钢壳存在反复的挤压运动,通过钢壳对密封圈产生复杂反复的弹性形变,使得密封圈受到反复多次的挤压作用,密封圈的安全阀受到一定的损伤,而盔口套压工艺不存在这种反复挤压。
3.2 漏液率
电池在70℃高温箱中储存,放置到第8周时,电池样品S3开始发生漏液,电池样品S4未发生漏液;放置到第9周时,电池样品S3的漏液率为5%,电池样品S4的漏液率仅为1%。解剖漏液电池发现:安全阀已开启,内部正常,说明漏液是密封圈高温老化破裂造成的。
结合表2的结果可知,盔口套压工艺制备的电池密封圈安全阀不易损伤,因此70℃高温储存漏液率比对轮轴向旋压卷边工艺制备的电池低4%。
3.3 防爆性能
两种电池经不正确安装、短路项目安全性能测试,均未爆炸,说明安全性能符合IEC60086-5标准的要求。
电池短路截止后放置,前9 d均未发生爆炸,放置10 d时,电池样品S3、S4的爆炸率分别为3%、0。解剖爆炸电池发现,卷边均已翻开、密封圈完整、安全阀未开启,结合表1的结果可知,电池短路截止爆炸情况和电池卷边压力大小有关,卷边压力大的电池在短路截止项目测试中的安全性更好。
4 结论
盔口套压工艺制备的LR20电池与对轮轴向旋压卷边工艺相比,电池集流体爆破压力提高6.7%,电池70℃高温漏液率降低4%,电池卷边压力提高5.9%,电池短路截止爆炸率降低3%。
总体而言,盔口套压工艺制备的LR20电池安全性能优于对轮轴向旋压卷边工艺制备的电池。参考文献:
[1]LOU Xiao-tian(楼晓天).LR6电池径向旋压封口的密封特性[J].Battery Bimonthly(电池),2013,43(4):229 -231.
[2]IEC 60086-5:2011,Primary Batteries– Part 5:Safety of Batteries with Aqueous Electrolyte[S].
Effects of sealing process on safety performance of LR20 battery
CHEN Guo-biao,SHI Bin-bin,SHANG Jing-peng,HU Chun-yi
[Zhongyin(Ningbo)Battery Co.,Ltd.,Ningbo,Zhejiang 315040,China]
Sealing process for LR20 battery was studied.Compared to the battery with axial feed opposite roller spinning crimping process,the bursting pressure for current collector of the LR20 battery sealed by helmet pressing process was increased by 6.7% ,high-temperature leakage rate at high temperature 70℃ was decreased by 4%,crimpling pressure was increased by 5.9%,the short-circuit cut-off bursting rate was decreased by 3%,the safety performance was demonstrated.
LR20 battery; sealing process; safety performance
TM911.47
A
1001-1579(2014)03-0168-03
陈国标(1970-)男,浙江人,中银(宁波)电池有限公司高级工程师,研究方向:电池工艺及检测,本文联系人;
施斌斌(1985-)男,浙江人,中银(宁波)电池有限公司助理工程师,研究方向:电池工艺;
商景鹏(1976-)男,浙江人,中银(宁波)电池有限公司高级工程师,研究方向:电池工艺;
胡春益(1987-)女,浙江人,中银(宁波)电池有限公司助理工程师,研究方向:电池工艺。
2014-05-14
