芳纶纤维复合材料切削性能与刀具选用
2014-09-11石文天聂尔杰张加波刘玉德刘汉良
石文天,聂尔杰,张加波,刘玉德,刘汉良
(1.北京工商大学材料与机械工程学院,北京100048;2.北京卫星制造厂,北京100081)
0 前言
芳纶纤维具有低密度、高强度、高模量、抗冲击、耐高温、耐酸碱等特性,以芳纶纤维为增强材料制成的芳纶纤维增强复合材料具备一系列优良的物理、力学及介电性能。与碳纤维增强复合材料相比,芳纶纤维复合材料具有更高的比强度,优良的抗冲击性能、抗疲劳性能、振动阻尼性能、电磁波透过性能、绝缘性能和隔热性能,广泛应用于航空航天、武器装备、车辆船舶、体育器械等诸多领域,如固体火箭发动机壳体、飞机翼盒壁板与蒙皮、卫星天线、雷达天线[1]、装甲车辆防护[2]、防弹头盔[3]等。芳纶纤维增强复合材料应用于航天器产品中的天线结构、太阳翼基板和隔热结构中,对卫星的结构轻量化、小型化、高性能化起到了至关重要的作用。
以芳纶纤维为增强相的复合材料属典型的难加工材料,其各向异性、不均匀、不连续的复合结构特点决定了其切削性能异于匀质的金属材料,迫切需要展开一系列的工艺试验进行切削性能的研究和切削刀具的选用。本文将针对该复合材料的结构特点,通过切削工艺试验论证其切削加工性能,并就刀具材料的选用、结构形式、几何参数提出具体要求。
1 实验部分
1.1 主要原料
芳纶纤维增强复合材料、板料及缠绕管料,北京卫星制造厂。
1.2 主要设备及仪器
德玛吉钻铣加工中心,MILLTAP 700,德玛吉森精机中国有限公司;
车削加工中心,CK7516,宝鸡机床有限公司;
体视显微镜,MC006-PXS-1020,上海研润光机科技有限公司;
超景深三维显微系统,VHX-600E,日本基恩士公司;
表面轮廓仪,Talysurfi120,英国Taylor Hobson公司;
人字刃螺旋铣刀,自制;
芳纶纤维复合材料专用钻头,自制;
1.3 样品制备
人字刃螺旋铣刀制备详见文献[4];
芳纶纤维复合材料专用钻头采用中间空心的钻头结构,如图1所示;由于芳纶纤维具有拉伸强度大、剪切强度低的特点,钻削中要尽量采用刀刃剪切,减少刀具拉伸作用的切削方式;该结构可有效避免钻尖切削速度过低,对复合材料施加的轴向力较大的不利影响,利用刀具外圆锋利的切削刃在较高切削速度下快速剪切纤维,从而达到钻削效果。
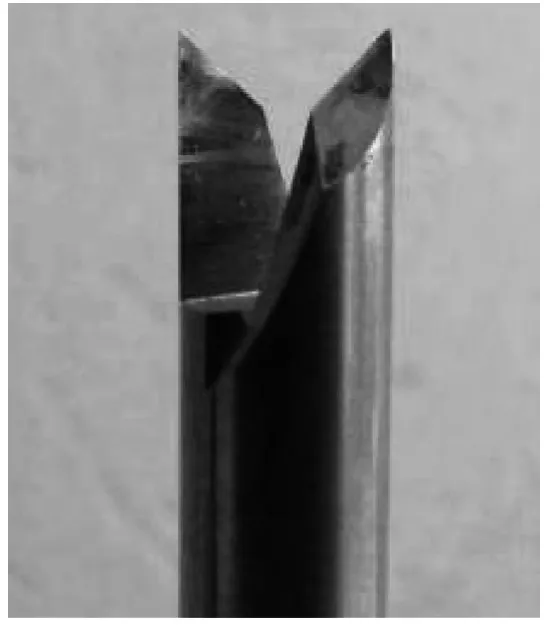
图1 芳纶纤维复合材料切削用中空钻头Fig.1 Hollow drilling tools of aram id fiber composites
2 结果与讨论
2.1 芳纶纤维复合材料结构特点
芳纶纤维增强复合材料具有高的比强度和比刚度,其抗疲劳性能好,具有断裂安全性好、高温性能好、减震能力强等优点;芳纶纤维复合材料是通过界面与韧性基体黏结的层合结构,具有如下结构特点:
(1)各向异性
通过铺层设计制成的复合材料叠层结构,可能出现各种形式和各种程度的各向异性。一般说来,纤维/树脂铺层呈现正交各向异性的特性。
(2)不均匀性和不连续性
复合材料的单向层片是由纤维和基体组成的,其在微观构造上是不均匀的。叠层复合材料除了层片内部存在着这种不均匀性外,由于铺层材料和铺层方向的不同,沿厚度方向又增加了一重不均匀性。材料的不均匀性使微观的应力和应变不均匀,材料有可能在应力最大或强度最低、最薄弱的局部发生破坏。
(3)层间剪切模量较低,层间剪切和拉伸强度更低
纤维复合材料层合板的各铺层之间是通过基体的黏结而形成一个整体的。由于基体树脂的黏结强度比纤维的拉伸强度低很多,所以复合材料层合板的层间剪切模量、层间剪切和拉伸强度很低。
2.2 芳纶纤维复合材料的切削加工性能
由芳纶纤维复合材料的性能特点,结合切削工艺试验,其切削加工呈现如下特点:
(1)切削力大
芳纶纤维具有强度高、韧性好的特点,纤维不容易被剪切或拉断,致使切削加工芳纶纤维增强复合材料的过程中切削力较大;相比匀质材料,芳纶纤维复合材料切削力波动较大。这是因为芳纶纤维作为复合材料的增强相,其强度是钢丝的5~6倍,模量为钢丝或玻璃纤维的2~3倍,韧性是钢丝的2倍,而质量仅为钢丝的1/5左右。Kevlar纤维与其他纤维材料的性能对比如表1所示。
(2)切削热不易散发
芳纶纤维复合材料具有较强的吸湿性,为保证材料的综合性能,加工过程中尽量不使用冷却液,从而使得切削热不易散发,给切削加工带来困难;铣削工艺试验中,如图2所示即为铣刀散热不及时,局部热量积聚造成刀具烧伤的现象。
(3)切削刀具磨损剧烈
芳纶纤维复合材料的热导率很小,切削过程产生的切削热主要通过刀具排出,为避免材料吸湿性,一般不采用切削液散热,极易造成刀具烧伤的情况;刀具要承受较高的切削温度,高温会造成刀具硬度降低,切削效能下降;此外切削刀具与芳纶纤维剧烈摩擦,由于芳纶纤维拉伸强度极高、韧性好,会使刀具切削过程磨损加剧,严重影响刀具的寿命;如图3所示即为铣刀磨损的照片。

表1 Kevlar纤维与其他纤维材料性能的比较Tab.1 Comparison of performance of aram id fibers and others
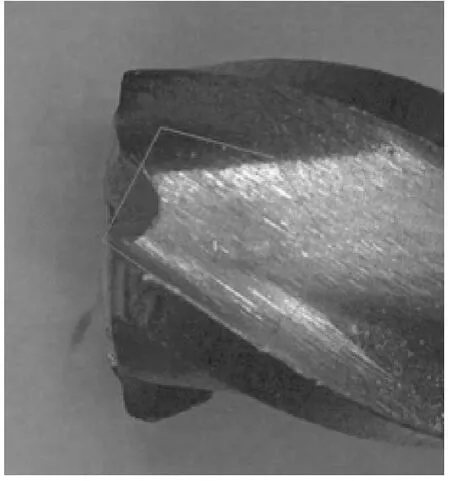
图2 芳纶纤维复合材料切削用铣刀烧伤照片Fig.2 The burned milling tools of aram id fiber composites
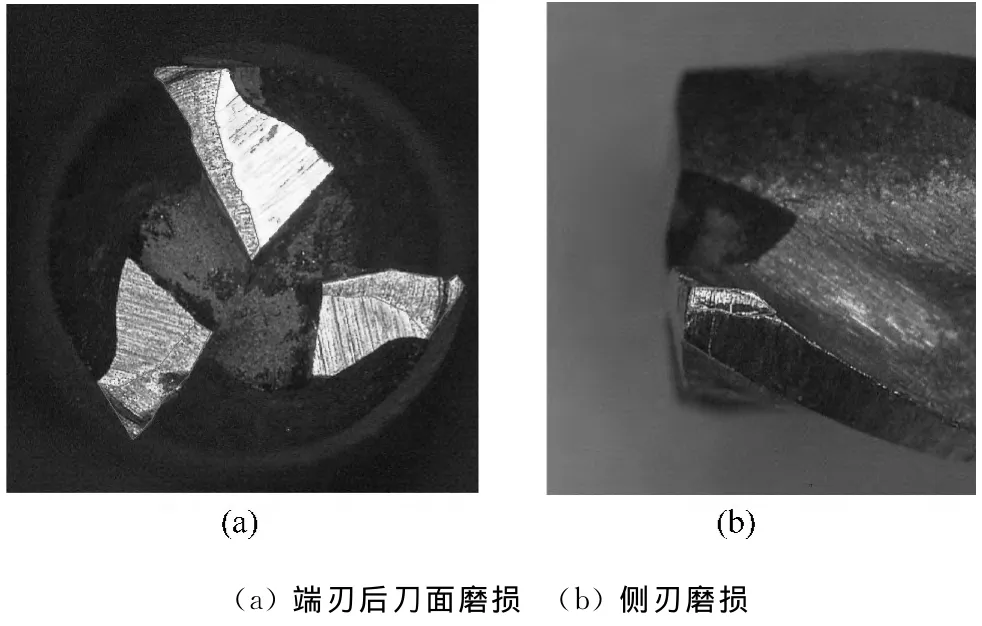
图3 芳纶纤维复合材料铣刀磨损照片Fig.3 The worn milling tools of aram id fiber composites
(4)树脂基材料影响切削加工性能
相对于芳纶纤维,树脂基材料作为粘接剂存在,其熔点较低,当切削温度过高时,树脂基材料会熔化,从而影响复合材料的整体使用性能,同时熔化的树脂材料粘接在刀具上,使刀具切削角度发生变化,切削性能下降,严重影响材料的切削加工效能;由于树脂和芳纶纤维之间的硬度相差很大,刀具切削中不断经历软硬交替的切削对象,所受载荷交替变化,造成刀具所受拉应力和压应力突变,形成切削过程中刀具和工件接触区的接触疲劳,影响刀具切削效能。如图4所示即为切削速度较高时,树脂熔融与纤维粘接形成的卷曲状切屑。

图4 芳纶纤维复合材料树脂与纤维粘接的切屑Fig.4 The cutting chipresin and fiber bonded together
(5)加工缺陷多,质量难以保证
芳纶纤维复合材料具备各向异性,纵向强度高,层间结合强度较差,加工过程中易产生分层、翻边、抽丝、拉毛、烧焦等现象,如图5所示,难以获得较好的加工质量。切削工艺试验中的具体加工缺陷在文献[4]中有详细论述。

图5 芳纶纤维复合材料加工缺陷Fig.5 Defectsin cutting aram id fiber composites
2.3 切削刀具材料的选用
通过上述对芳纶纤维复合材料切削性能的分析,得知其加工难点在于芳纶纤维的高韧性,为便于快速切断纤维,切削刀具必须具有较为锋利的切削刃,此外还要求刀具有较好的耐磨性和硬度,能保持高温下的切削能力,具备好的表面质量和较长的使用寿命。
切削工艺试验中曾选用高速工具钢材料作为切削刀具,但由于该刀具硬度较低,耐热性和耐磨性较差,很快出现烧伤和磨钝现象,几乎无法正常使用。芳纶纤维复合材料的切削刀具材料优先选用硬质合金和金刚石材料。K类硬质合金导热性能较好,热导率是P、M类硬质合金的2~2.5倍,刀具切削寿命长,切削加工效率较高。金刚石刀具材料具有硬度高、耐磨性好、导热性好等优点,能够加工高硬脆性、高强韧性材料在内的几乎所有难加工材料[5]。由于金刚石刀具[6]的制造难度大及切削加工成本问题,可采用金刚石涂层的硬质合金刀具。
相关研究表明,金刚石涂层钻头与未涂钻头相比,寿命可以提高10倍。较薄的涂层可能导致切削刃崩刃,而更厚的涂层需要增加额外的成本,性价比较差,采用厚度为12μm金刚石涂层可以获得最好的耐磨性和最佳切削性能。
2.4 切削刀具的结构形式和几何参数
(1)车削刀具
在加工芳纶纤维复合材料时,必须具备锋利的刃口,即具有较大前角和后角,但楔角还应保持在适当角度,如楔角太小,会使刀具强度削弱,易折断,同时影响刀具的散热。笔者前期对芳纶纤维的切削工艺试验表明,车刀前角在10°~20°内选取,以15°为宜,后角在20°左右。同时宜采用负刃倾角以避免分层、拉毛现象。
(2)铣削刀具
芳纶纤维复合材料的铣削加工难度较大,其切削方式与走刀路径更加复杂,特别是在铣削异形轮廓时,极易出现材料的分层和翻边等现象。目前刀具厂商提供的部分复合材料加工刀具,如图6所示,但这些刀具多为加工玻璃纤维与碳纤维加工的专用刀具,针对Kevlar材料铣削加工的专用刀具很少,需要经过专门的设计,并进行铣削加工工艺试验的验证和筛选。

图6 各种复合材料加工专用刀具Fig.6 The special tools of cutting composites
(3)钻削刀具
由于芳纶纤维层间的结合强度较低,传统钻头在钻削过程中极易出现入口的翻边与撕裂现象,手持钻铰刀具由于加工时轴向力较小,可降低复合材料的分层与拉毛现象[7]。采用如图1所示的中空钻头,切削芳纶纤维复合材料薄板时的效果明显,可有效避免出现分层和拉毛缺陷;若材料厚度较大,会造成钻头排屑不畅,刀尖磨损剧烈等问题,故该刀具应用受到一定程度的限制。
3 结论
(1)芳纶纤维复合材料的加工特点为切削力大、切削热不易散发、切削刀具磨损剧烈、树脂基材料影响切削性能、加工缺陷多,质量不稳定等;
(2)针对芳纶纤维复合材料的加工特点,提出了切削刀具材料选用的原则,并从车削、铣削、钻削三方面分析了刀具的结构形式和几何参数。
[1]靳武刚.芳纶纤维复合材料在天线工程中的应用[J].电子机械工程,2003,19(1):36-40.Jin Wugang.Application of Aram id Fiber Fabric Compositeinradar Antenna[J].Electro-Mechanical Engineering,2003,19(1):36-40.
[2]郭 丽.高性能轻质装甲材料加工技术的研究[D].南京:南京理工大学机械工程学院,2006.
[3]洪旭辉,张 扬.Kevlar军用头盔盔壳的研制[C]//第十三届全国复合材料学术会议论文集.2004:841-846.
[4]石文天,刘汉良,张加波,等.芳纶纤维复合材料切削加工缺陷研究[J].中国塑料,2013,27(4):71-74.Shi Wentian,Liu Hanliang,Zhangjiabo.Research on Cutting Defect of Aram id Fiber Composites[J].China Plastics,2013,27(4):71-74.
[5]张菊霞,田 卫.碳纤维、芳纶纤维、蜂窝芯零件数控加工刀具的选用[J].航空制造技术,2010,(15):71-73.Zhang Juxia,Tian Wei.Selection of NC Cutting Tools for Carbon Fiber/Kevlar Fiber/Honeycomb Core Part[J].Aeronautical Manufacturing Technology,2010,(15):71-73.
[6]马 立,鲁烈峰,白仲安,等.芳纶纤维增强复合材料的机械加工[J].航天制造技术,2007,(6):28-30.Ma Li,Lu Liefeng,Bai Zhongan et al.The Mechanical Process of Aram id Fiberreinforced Composites[J].Aerospace Manufacturing Technology,2007,(6):28-30.
[7]胡 凡,万德建.凯芙拉复合材料的加工及刀具研制[J].航天工艺技术,1990,(6):2-4.Hu Fan,Wan Dejian.Theresearch of Cutting Tools and Maching of Kevlar Composites[J].Aeronautical Manufacturing Technology,1990,(6):2-4.